空分装置低压氧气系统运行改造
2016-03-24曾祥文曹镇海陈明远刘玉东
曾祥文,曹镇海,陈明远,刘玉东
(鄂尔多斯市国泰化工有限公司 内蒙古鄂尔多斯 017418)
空分装置低压氧气系统运行改造
曾祥文,曹镇海,陈明远,刘玉东
(鄂尔多斯市国泰化工有限公司 内蒙古鄂尔多斯 017418)
介绍了空分装置低压氧气系统的工艺流程、工艺参数及配套设备,分析了低压氧气系统运行中存在的液氧泵运行不稳定、空浴式汽化器不能满足液氧汽化温度的原因。针对存在的问题,通过2次改造,彻底解决了低压氧气系统存在的问题,较好地满足了硫回收装置燃烧炉稳定运行的要求,同时降低了低压氧气系统运行成本,取得了良好的经济效益
空分 低压氧气 汽化温度 改造
某400 kt/a甲醇装置由公用工程单元和主化工单元2个部分组成,其中:公用工程单元包括水处理装置、3×160 t/h锅炉装置、1套60 000 m3/h空分装置以及变电站、集控中心等电气仪表装置;主化工单元包括2台日投煤量2 000 t水煤浆气化炉及其配套煤浆制备、渣水处理、变换装置,低温甲醇洗净化装置及其配套硫回收装置,绝热-管壳式水冷反应器合成装置,四塔精馏装置等。
与低温甲醇洗净化装置酸性气排放配套的硫回收装置采用了美国福陆公司的纯氧燃烧工艺,硫回收率高达99.99%,为硫回收装置燃烧炉纯氧燃烧提供的低压氧气来自空分装置的后备低压氧气系统。为了满足硫回收装置燃烧炉的正常运行,空分装置后备低压氧气系统需要24 h持续供应0.3 MPa低压氧气,但由于低压氧气系统经常出现液氧泵运行不稳定、空浴式汽化器不能满足液氧汽化温度等问题,给硫回收装置的调试运行带来了很大影响。为了保证硫回收装置的顺利开车,通过2次改造后,彻底解决了低压氧气系统存在的问题。
1 低压氧气系统
低压氧气系统工艺流程(虚线为改造部分)如图1所示。
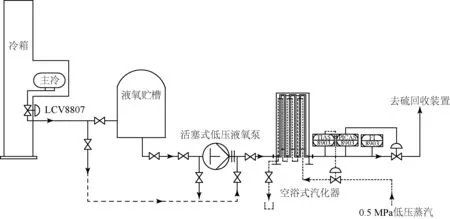
图1 低压氧气系统工艺流程
自空分装置主冷引出的液氧通过液位调节阀(LCV8807)排入液氧贮槽(600 m3,常压),液氧贮槽引出的液氧通过2台活塞式低压液氧泵(1开1备)压缩至0.30 MPa(表压)后经空浴式汽化器汽化得到0.30 MPa(表压)低压氧气并送入硫回收装置燃烧炉参与工艺燃烧。
低压氧气系统工艺参数:活塞式低压液氧泵和空浴式汽化器出口压力均为0.30 MPa(表压),空浴式汽化器出口温度≥-10 ℃,空浴式汽化器出口流量200 m3/h(标态)。
2 存在的问题及改造措施
2.1 活塞式低压液氧泵
在配合硫回收装置试车过程中,由于活塞式低压液氧泵在运行过程中不时出现压力降低的问题,经常引起硫回收装置联锁停车事故,给硫回收装置的正常调试造成很大困难。为了不影响硫回收装置的试车,通过检查活塞泵入口管道、入口过滤器以及提高液氧贮槽液位等方法,但都未能解决问题。经与液氧泵制造商沟通,该泵必须返厂进行解体检查以确定泵体内部吸入阀、排出阀或密封是否存在泄漏等问题。由于硫回收装置正处于调试阶段,需要24 h连续供应低压氧气,返厂检修将耽误硫回收装置的正常试车。
通过查看图纸,发现从主冷凝蒸发器自流排入液氧贮槽前的液氧压力约0.31 MPa(主冷凝蒸发器高度约23.9 m,主冷液氧液位2.50 m,上塔压力39 kPa),恰好与低压液氧泵压缩后的压力相近。为此,将空分装置主冷中的液氧直接接入低压液氧泵后管道(即空浴式汽化器入口),即绕过低压液氧泵直接通过空浴式汽化器汽化向硫回收装置提供氧气,彻底解决了活塞式低压液氧泵排压不时降低所引起的硫回收装置联锁跳车的问题。实际运行情况证明,将主冷液氧排入液氧贮槽的管道,通过导淋接入低压液氧泵出口管道,并通过空浴式汽化器为硫回收装置燃烧炉供应低压氧气是可行的,改造后的低压氧气系统运行非常稳定,完全能够代替活塞式低压液氧泵为硫回收装置提供所需指标的低压氧气。
2.2 空浴式汽化器
解决了活塞式低压液氧泵运行不稳定的问题后,低压氧气系统运行一直很稳定,但随着气温下降,逐渐暴露出空浴式汽化器氧气温度受外界环境温度影响较大的问题。夏季气温高时,外界环境温度对低压氧气系统运行的影响不是很明显,但冬季由于公司所处地区最低温度为-32.1 ℃,且-20 ℃以下气温持续时间较长,在这样的环境下,空浴式汽化器将无法满足-196 ℃液氧汽化的要求(要求液氧汽化后温度不得低于-10 ℃)。
为了在冬季到来前解决此问题,提出了增加1套水浴式汽化器、增设氧气管道伴热等措施,但均因空间受限或工程改造复杂而被否决。后在空浴式汽化器周围加装密封挡板,并在空浴式汽化器翅片空隙中间密布0.5 MPa蒸汽伴热管,利用调节阀调节蒸汽量给空浴式汽化器翅片加热,以实现空浴式汽化器出口温度自动控制。改造后,空浴式汽化器辅助蒸汽伴热管加温装置使液氧汽化后温度稳定,通过蒸汽伴热的调节,能够保证空浴式汽化器出口氧气温度,较好地解决了环境温度对空浴式汽化器出口氧气温度影响的问题。
3 结语
由于给硫回收装置燃烧炉提供纯氧的低压氧气系统在调试初期的运行非常不稳定,出现了如低压液氧泵出口压力不时降低、空浴式汽化器汽化温度受环境温度影响较大等问题,给硫回收装置的稳定运行造成了很大困难。通过反复研究论证,第1次改造直接将空分装置主冷中液氧引至空浴式汽化器入口,彻底杜绝了低压液氧泵运行不稳定对低压氧气管网压力的影响;同时,因不再使用活塞式低压液氧泵,每年节省低压液氧泵运行电费和维护费用近5万元。第2次改造时,将空浴式汽化器用挡板封闭,同时增加空浴式气化器蒸汽自动伴热装置,减轻了环境温度对空浴式汽化器出口氧气温度的影响。低压氧气系统通过2次改造后,消除了系统运行不稳定的缺陷,较好地满足了硫回收装置燃烧炉稳定运行的要求,同时降低了低压氧气系统运行成本,取得了良好的经济效益。
Operation and Renovation of Low Pressure Oxygen System of Air Separation Unit
ZENG Xiangwen, CAO Zhenhai, CHEN Mingyuan, LIU Yudong
(Ordos Guotai Chemical Co., Ltd Inner Mongolia Ordos 017418)
An introduction is given to the process flow, process parameters and associated equipment of low pressure oxygen system of air separation unit, and an analysis is made of reasons in operation of low pressure oxygen system such as unstable operation of liquid oxygen pump, and ambient air vaporizer being unable to meet the requirement of liquid oxygen vaporization temperature. In connection with existing problems, through two renovations, the problems of low pressure oxygen system have been solved completely, the requirement of stable operation of combustion furnace for sulfur recovery is satisfied, at the same time the operation cost of the low pressure oxygen system is reduced, good economic benefit is realized.
air separation low pressure oxygen vaporization temperature renovation
曾祥文(1980—),男,工程师,鄂尔多斯市国泰化工有限公司空分车间副主任;ykghzxw@126.com。
TQ116.14
B
1006- 7779(2016)06- 0046- 03
2016- 06- 15)
