基于TCCS间隙测量及调整过程的监造要点分析
2016-03-24宗倩
宗倩
(电能(烟台)核电技术有限公司,山东烟台265100)
基于TCCS间隙测量及调整过程的监造要点分析
宗倩
(电能(烟台)核电技术有限公司,山东烟台265100)
摘要:针对某大功率核电汽轮机低压内缸TCCS测量及调整过程,给出主要工艺流程,分析了测量前准备过程、TCCS测量过程、间隙调整过程的监造要点,提出质量控制优化思路,对其他核电项目同类产品TCCS测量及调整过程质量控制提供重要参考。
关键词:TCCS;工艺流程;监造要点;质量控制
TCCS是基于激光追踪为主要原理的测量系统,对汽轮机转子和缸体分别测量径向、轴向尺寸,通过计算得出通流间隙。该系统测量精度高,静子部套总装后,无须等待转子即可进行通流间隙测量,减少场地占用和集中安装带来的经济成本,缩短整体机组装配周期。
1汽轮机间隙控制系统介绍
1.1 TCCS系统组成
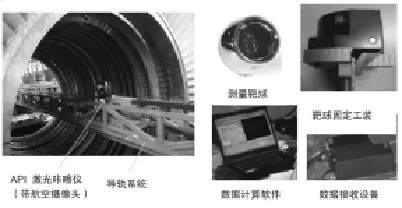
图1 TCCS系统硬件组成Fig.1 TCCS system hardware
汽轮机间隙控制系统(Turbine Clearance Control System- TCCS)由API激光跟踪仪、导轨、小车、传动装置、控制台及测量靶球及测量工装构成。激光跟踪仪固定在小车上,小车沿导轨滑动,传动装置提供动力,靶球提供数据输出,数据可直接输入电脑,并对数据进行统计和分析。控制台控制小车的急停、暂停、匀速、加速、减速、复位等运动状态。其测量精度,理论上可达到0.002mm。该系统可以在开缸状态下测量径向及轴向尺寸,实现无转子合缸状态下通流尺寸的测量。
1.2测量基本原理
1.2.1轴向通流间隙测量
将激光跟踪仪支撑汽缸端部外人工引导测量靶球,对中分面及测量基准进行采点测量,拟合出中分平面及汽轮机轴线建立坐标系,对各级测量点进行采样测量,查询测量点在轴线方向坐标得出轴向尺寸,根据转子轴向尺寸及隔板与转子定位尺寸计算出轴向间隙值[1]。
1.2.2径向通流间隙测量
在无转子状态下完成缸体及缸内部套(隔板套、隔板、导流环等)的全实缸装配,将激光跟踪仪固定在导轨上,将各靶球用靶球固定工装固定在被测汽封齿上。在电、调端末级隔板面,各安装2个转站靶球,用于坐标系转换。对基准点、测量基准圆、被测点进行采样测量。跟踪仪每移动到一个新的位置后,对至少4个固定位置(天、地、左、右)的靶球进行测量。利用这些不动点,将不同位置的测量结果转化到同一坐标系下进行计算。计算出汽缸中心线及各测量点至中心线距离。再根据转子各外圆直径及转子相对于汽缸偏置距离计算出径向通流间隙,并将测量及计算结果导入记录表中。
2 TCCS径向间隙测量及调整主要工艺流程
TCCS测量包括轴向和径向两部分,由于轴向通流间隙的设计值范围比较大,部件的加工及安装精度一般能保障轴向通流间隙值满足设计要求,总装时重点需对径向间隙进行测量和控制[2]。
用于缸体与静叶相对位置调整的配套件包括:A.偏心销。用于调整左右通流间隙。B.支撑垫块。用于调整上下通流间隙。C.汽封块。辅助偏心销和支撑垫块对通流间隙进行微调。汽封块辅助微调汽封间隙主要依靠修刮汽封块背弧及加工汽封齿的方法,如图2。
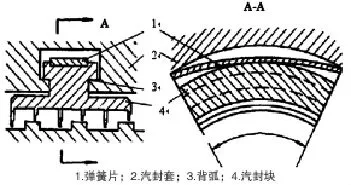
图2用于汽封间隙调整的部套件Fig.2 Suite used for adjustment of seal clearance
汽封间隙过大,可采用机械车削修刮汽封块背弧。汽封间隙过小,可机械加工汽封齿,减小汽封齿高度。
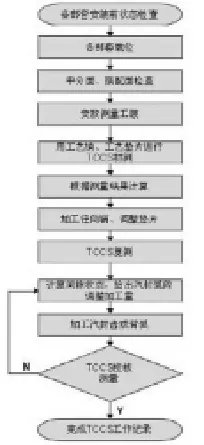
图3 TCCS径向间隙测量及调整工艺流程Fig.3 TCCS radial clearance measurement and adjustment process
3 TCCS监造要点分析及质量控制优化
3.1监造要点
3.1.1测量前准备过程监造要点
A.测量前低压内缸及内部套需达到清洁度要求。B.各部套安装前,汽封弧段弹簧应完全涨起,可在汽封块与汽封套处塞紧竹条用塞尺检查汽封块背弧间隙,保证汽封弧段完全涨起。C.分面螺栓、低压内缸及内部套中分面间隙应满足测量要求低压内缸上下半接配面、两侧外汽封体接配面应无错牙。D.测量工装安放时,靶球工装的安装位置与转子间隙图的尺寸标示位置一致靶球装入后应贴紧汽封齿,可使用塞尺进行检查所有靶球工装的安装位置标记在汽封弧段上。
3.1.2 TCCS测量过程监造要点
A.在低压缸电调端末级隔板面各安装两个转站工装,用于测量时坐标系转换,转站点位置需稳定。B.每次移动激光头前、后都要重新测量转站点,并转站。全部使用四个转站点,X、Y、Z各坐标偏差应不超过要求值。C.采点测量对至少4个固定位置(天、地、左、右)靶球进行测量。D.测量基准需要多次测量复查,保证圆心坐标值的重复性。E.多次测量时,测量基准状态一致。F.每次测量时,确认安装在各测点的汽封弧段编号与前次测量弧段编号一致。G.测量时,消除震动、强光、粉尘,汽缸两端温差控制在要求范围。
3.1.3间隙调整过程监造要点
第一,每次测量后,检查定位销、开档面等是否有拉伤情况。第二,尺寸调整配套件加工前后尺寸检查记录应完整。
3.2 TCCS测量及调整过程质量控制优化思路
第一,制造厂指导性文件的优化。制造厂TCCS间隙测量及调整过程工艺规程、作业指导书是测量及调整的指导性文件,还应尽量合理、完整。在查阅相关文件时,重点关注指导性文件是否描述出具体工序步骤的实施控制要求、控制手段、过程记录要求,指导性文件应包含关键工艺要点。第二,质量计划工序、监督点设置的优化。质量计划作为基于供方已建立和实施有效的质量保证体系情况下对产品制造过程的控制文件,其精华所在是对关键工序的检查和测试的控制与验证。各方根据具体工序,选择必要的控制点进行验证。对于重点工序,设置“W”点或“H”点。质量计划中工序设置应体现出关键工序的实施与检查内容,便于对TCCS监造要点的控制。
4 结语
该技术适用于变形量较大的半速汽轮机高低压缸,其测量精度远远高于传统测量方法,消除了人眼目视测量误差,解决了大型汽轮机变形大导致的间隙测量偏差大,发货和总装受整个通流部套制约的难题。
参考文献:
[1]张丁旺.一种汽轮机间隙控制的新技术- TCCS[J].能源研究与管理,2015,(01):62- 67.
[2]孙坤. AP1000汽轮机通流间隙控制介绍[J].能源与节能,2015,(04).
Analysis of the Key Points of the Monitoring Based on TCCS Clearance Measurement and Adjustment Process
ZONG Qian
(Power (Yantai) Nuclear Power Technology Co., Ltd. Yantai 265100,China)
Abstract:For the TCCS measurement and adjustment process of the low pressure inner cylinder of a high power nuclear power plant, the main process flow is given. The key points of the monitoring are analyzed during the pre preparation process, the TCCS measurement process, the clearance adjustment process, and the idea of quality control optimization is put forward. The reference value for other nuclear power projects TCCS measurement and adjustment process quality control is provided.
Key words:TCCS; Technological process; Key points of supervision; Quality control
作者简介:宗倩(1982-),女,辽宁抚顺人,工程师,硕士,从事核电设备监造技术及管理工作。
收稿日期:2015- 12- 15
中图分类号:TK263.1
文献标志码:A
文章编号:1674-8646(2016)03-0028-02
