一种低温快烧陶瓷玻化砖坯体配方的研究
2016-03-07廖花妹范新晖吴柏惠
廖花妹++范新晖++吴柏惠

摘 要:本文主要研究了一种低温快烧陶瓷玻化砖的坯料组成,通过对常见坯料进行试验与研究,得到一种低温坯料的各原料的含量范围,其中,Na2O的含量≤4.53 wt%、K2O的含量≤3.66 wt%。因此,可通过控制陶瓷坯体配方中的钾和钠的含量来降低陶瓷玻化砖的烧成温度,缩短陶瓷玻化砖的烧成周期。
关键词:坯体;低温快烧;钾含量;钠含量
1 前言
玻化陶瓷砖是建筑陶瓷的主要产品之一,它的常规烧成温度在1210±20 ℃之间,常规烧成周期在60±5 min之间,常规产品厚度在12±2 mm之间,常规晶体结构一般为石英莫来石结构。同时,现有技术制备玻化陶瓷砖大量使用资源较匮乏的广东黑泥原料和长石原料,造成生产原料紧缺。因此,玻化陶瓷砖的现有工艺存在能耗最高、生产原料紧缺和环境污染等问题。
许多本领域研究人员对如何降低玻化陶瓷砖的烧成温度、缩短烧成周期,以及开拓生产原料方面做了很多努力。
河南新美陶瓷的杨剑等人,通过引入大量长石类稀缺原料,其产品烧成温度仅降至1192±3 ℃、烧成周期仅缩短至48 min。自贡兆峰公司的邓建国等人,利用当地原料试制彩色大颗粒抛光砖的生产工艺,其烧成温度为1185~1200 ℃、烧成周期在60 min左右。余筱勤等人利用当地劣质原料进行了降低玻化砖的烧成温度试验,烧成温度为1170~1180 ℃、烧成周期为30 min。
四川省建材工业科学研究院的陈静采用废玻璃和焚烧灰熔渣取代长石作为熔剂原料,在电炉条件下烧制出玻化砖样品,烧结温度为1150 ℃。
现有技术中,对玻化陶瓷砖的制备工艺的调整很难突破1180 ℃,这主要是因为降温容易,保证玻化陶瓷砖的生产性能和质量很难,主要存在以下问题:
(1)为了降低烧成温度,陶瓷配方中粘土类原料的加入量少,使得生坯的强度不够,在走干燥线和装饰线时容易破裂;
(2)为了降低烧成温度,缩短烧成周期,配方中引入大量的熔剂类原料,使得制品在烧成时容易产生波浪变形、大小头等缺陷,严重时可能引起卡窑事故;
(3)引入大量的熔剂类原料,使得制品中低黏玻璃相的强度低,在烧成冷却时,由于内应力的作用很容易产生惊裂;
(4)制品中大量玻璃相的存在大大增加了陶瓷砖的脆性,降低了陶瓷砖的抗热震性和强度;
(5)钾钠长石等低温原料较贵,一般用于面料或釉料中,在坯料中大量引入这类原料将大大增加配方成本,这对于以盈利为目标的企业是难以接受的;
(6)引入的低温熔剂料多,使陶瓷砖的烧成温度范围变窄,不利于稳定生产;
(7)配方中钾、钠含量高,产品的抗化学腐蚀性能差。
研究一种无缺陷的能够低温快烧的瓷质玻化砖坯料,是陶瓷行业一个亟待解决的问题。
2 实验原料
本实验所采用的原料有:珠海泥、江西水洗砂、罗定石粉、膨润土、硼钙石、硅灰石、烧滑石、透辉石等,各原料的化学成份及含量如表1所示。
3 工艺流程及部分工艺参数
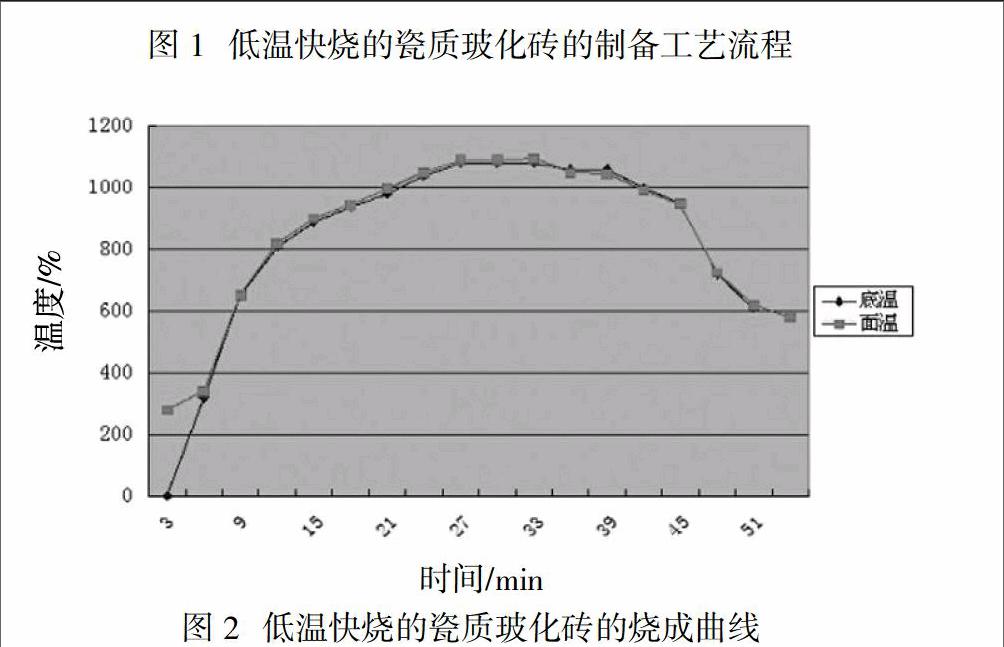
低温快烧的瓷质玻化砖的制备工艺流程如图1所示。
低温快烧的瓷质玻化砖烧成制度为:烧成温度为1080 ℃,烧成周期为55 min,具体的烧成曲线如图2所示。
4 实验内容
(1) 实验原理
要在超低温下烧结玻化砖,熔剂原料须多元化。本实验采用“K-Na-Li-Ca-Mg”五元系列,并对其进行复合优选。通过以下技术方案的调节来优化玻化陶瓷砖的性能。
1) 为了降低烧成温度,陶瓷配方中粘土类原料的加入量少,使得生坯的强度不够,在走干燥线和装饰线时容易破裂。对于这一问题可通过添加适量的膨润土、CMC、增大压机压力等方法来解决。
2) 由于配方中引入大量的熔剂类原料,使得制品在烧成时容易产生波浪变形、大小头等缺陷,严重时可能引起卡窑事故。对于这一问题可通过增加配方中铝含量,同时加入适量硼钙石降低配方温度来解决。
3) 制品中低黏玻璃相的强度低,在烧成冷却时由于内应力的作用很容易产生惊裂。对于这一问题可通过减少配方中砂的含量,增加石粉、石粒的含量来解决。
4) 制品中大量玻璃相的存在大大增加了陶瓷砖的脆性,降低了陶瓷砖的抗热震性和强度。对于这一问题可通过减少配方中钾、钠的含量,增加配方中钙、镁的含量来解决。
5) 引入的低温熔剂料多,使陶瓷砖的烧成温度范围变窄,不利于稳定生产。对于这一问题可通过增加配方中铝含量,同时加入适量硼钙石降低配方温度来解决。
6) 配方中钾、钠含量高,产品的抗化学腐蚀性能差。对于这一问题可通过减少配方中钾、钠的含量,增加配方中钙、镁的含量来解决。
因此,本实验的理论基础配方为,低温粘土:13%~18%、含锂水洗砂:25%~30%、低温砂:35%~42%、可塑性粘土:0.5%~3%、硼钙石:0.7%~4%、硅灰石:11%~16%、辅助添加剂:1%~10%。根据公司优选的原材料,即实际坯体配方为:珠海泥:13%~18%、江西水洗砂:25%~30%、罗定石粉:35%~42%、膨润土:0.5%~3%、硼钙石:0.7%~4%、硅灰石:11%~16%、透辉石:1%~3%、烧滑石:0%~3%、改性CMC:0%~5%。
(2) 实验过程
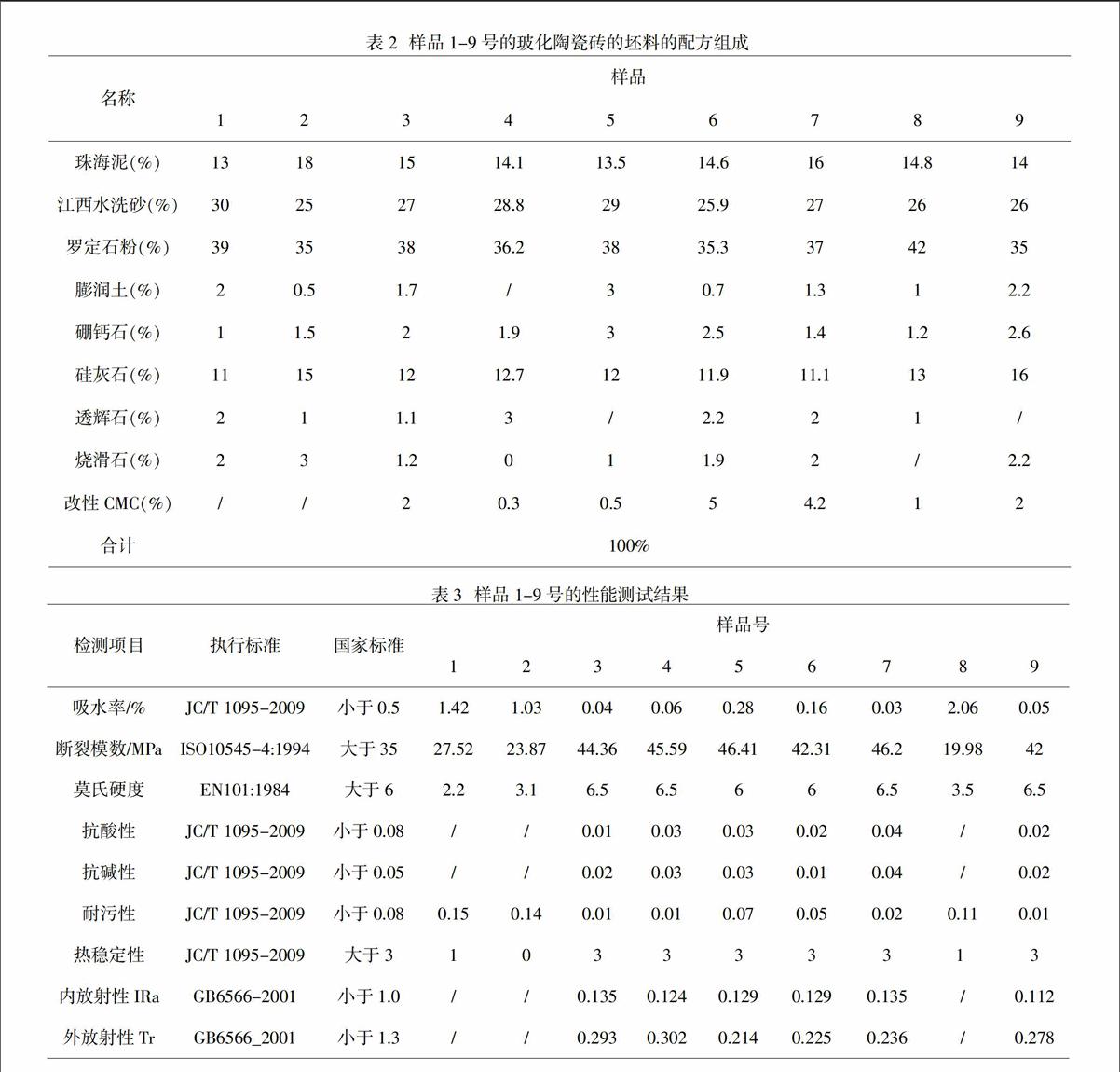
表2为样品1-9号的玻化陶瓷砖的坯料配方组成。
(3) 结果分析
本样品通过图1中的工艺流程,将初拟的配方按照球磨、造粉、过筛、压制、烧成的工艺进行试制,试制后通过常规的陶瓷检测方法进行性能测试,测试结果如表3所示。
从表3的性能测试结果可以看出,样品1、样品2、样品3产品质量不符合标准,样品5和样品6的质量仅仅是刚刚符合国家标准,综合质量最优的是样品7。因此,本坯体合格原料组成百分比为:珠海泥:14%~16%、江西水洗砂:25%~29%、罗定石粉:36%~38%、膨润土:0.5%~3%、硼钙石:0.7%~4%、硅灰石:11%~16%、透辉石:1%~3%、烧滑石:0%~3%、改性CMC:0%~5%。最佳坯体配方及含量是:珠海泥:16%、江西水洗砂:27%、罗定石粉:37%、膨润土:1.3%、硼钙石:1.4%、硅灰石:11.1%、透辉石:2%、烧滑石:2%、改性CMC:4.2%。(下转第42页)
5 结论
通过研究发现,低温快烧的瓷质玻化砖的最佳坯体配方及含量是:珠海泥:16%、江西水洗砂:27%、罗定石粉:37%、膨润土:1.3%、硼钙石:1.4%、硅灰石:11.1%、透辉石:2%、烧滑石:2%、改性CMC:4.2%。
综合分析,可使用的坯体配方中Na2O的含量≤4.53 wt%、K2O的含量≤3.66 wt%。因此,可通过控制K2O和Na2O的含量,并且与其他组分配合达到协同增效的作用,来改善陶瓷产品的机械性能。也可使产品在烧成中具有更低的始熔温度和更宽的熔融温度范围,从而降低变形度。
参考文献
[1] 杨剑.低温快烧瓷质玻化砖配方的研制与生产[J].陶瓷,
2003,2:42-43.
[2] 邓建国.利用当地原料试制彩色大颗粒抛光砖[J].陶瓷,
2002,6:46-48.
[3] 余筱勤.低温快烧瓷质地砖的研制[J].中国陶瓷,2001,37(1):
33-34.
[4] 陈静.用废料作熔剂原料低温烧制瓷砖[J].江苏陶瓷,2006,39
(1):24、29.
