浆液含固率在线检测仪系统开发
2016-01-20李铬,范锐冰,崔运喜等
浆液含固率在线检测仪系统开发
李铬1, 范锐冰1, 崔运喜2, 许小黑1
(1.中原工学院, 郑州 450007; 2.恒天重工股份有限公司, 郑州 450006)
摘要:在浆纱机中浆液的循环管路上并联引出一个回路,在该回路上安装浓度计、PLC、电磁阀、气控球阀、显示屏等,形成一套浆液含固率在线检测系统,并介绍了该系统的设计、检测和控制原理。该检测装置能独立用于浆液含固率的在线检测,保证浆液含固率的稳定性,配合复合加热和自动控制系统,能够进一步控制和稳定上浆率。
关键词:含固率;在线检测;系统设计;检测原理;稳定
中图分类号:TP21
文献标志码:A
DOI:10.3969/j.issn.1671-6906.2015.03.007
Abstract:In order to lead to a circuit, by adding a parallel connection in circulation lines of a sizing machine and installing a concentration meter, PLC, a solenoid valve, a pneumatic control valve and a screen, a set of sizing solid contend detection system is formed and the principles of design、detection and control of the system are introduced. The detection device can monitor sizing solid content on line in sizing production independently, it can ensure the stability of sizing solid content. It also can control and stabilize sizing percentage further with the systems of complex heating and automatic control.
收稿日期:2014-09-13 2015-01-13
作者简介:尹振华(1988-),女,河南商丘人,硕士。 贺晓(1990-),女,河南驻马店人,硕士。
文章编号:1671-6906(2015)03-0052-04 1671-6906(2015)03-0037-04
在实际生产中,经纱上浆率很难及时地被检测出来,上浆率的滞后检测对纱线本批次生产质量好坏于事无补。德国马克Ⅲ型自动浆槽、日本津田驹自动浆槽以及美国专利Usp5101762介绍的新型浆纱机基本上都是利用自动浆槽进行上浆率控制的(如图1所示)[1],即通过对浆槽自动补浆保障浆槽浆液的固定容积,以期稳定浆液含固率,从而保证上浆率的稳定。此种控制方式设计简便,成本较低,但是含固率控制精度低,无法及时调整上浆率。
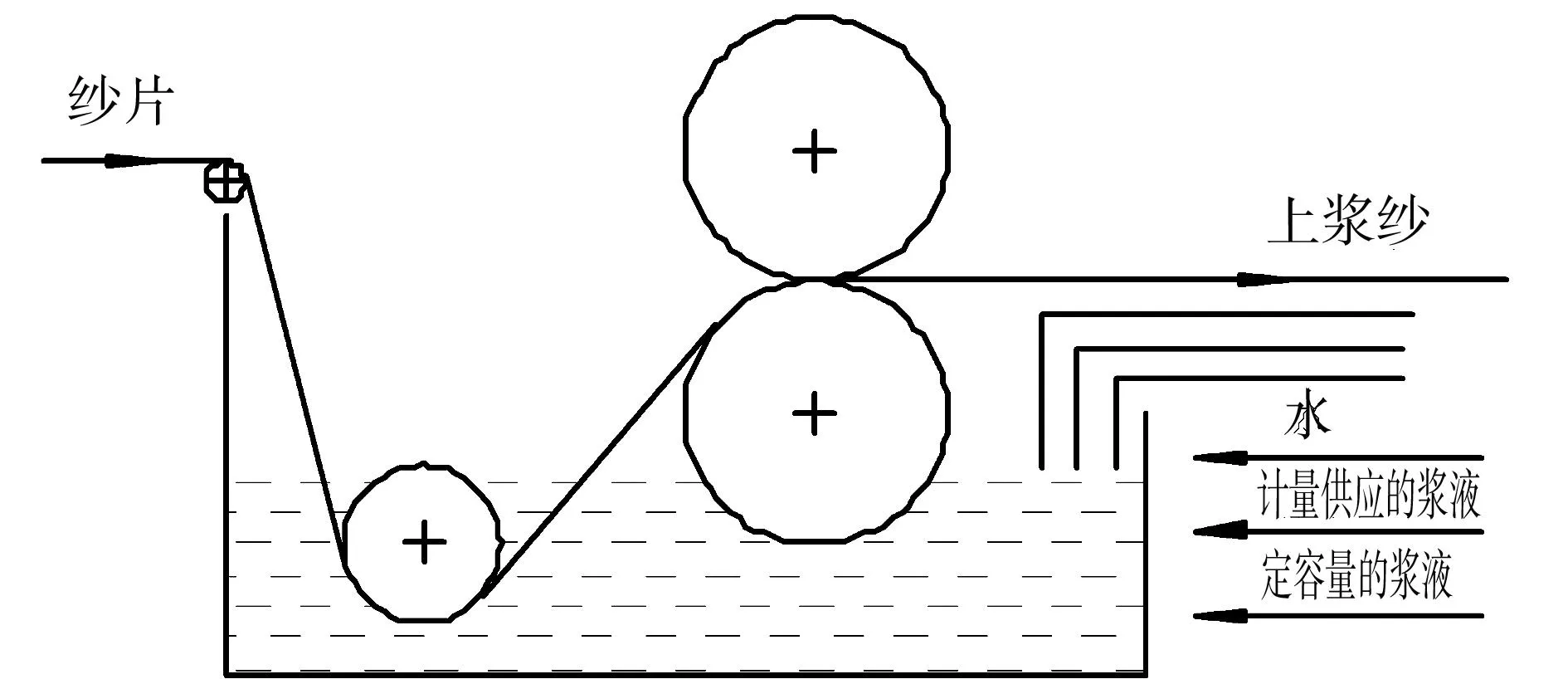
图1 自动浆槽工作原理
国内某单位研制的基于MCS-51单片机的上浆率自动测控系统如图2所示。
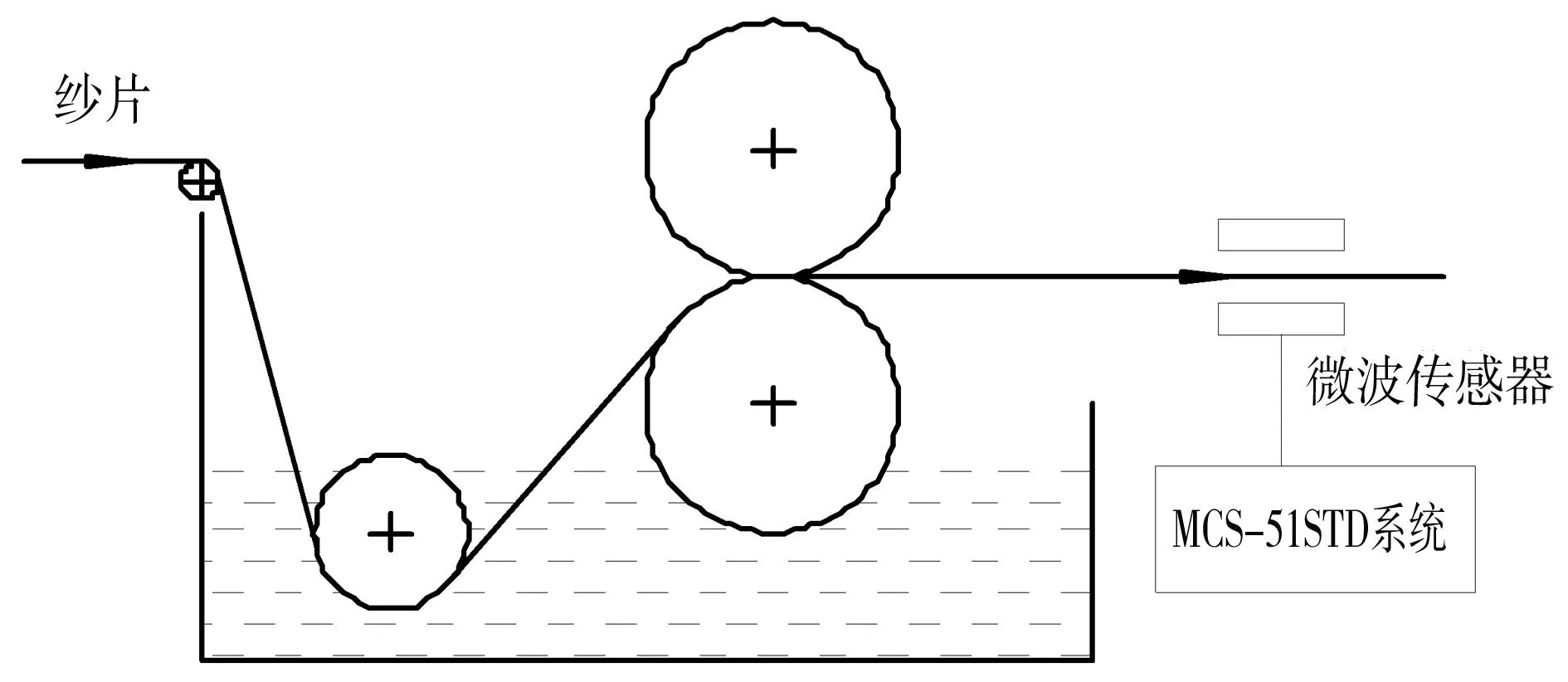
图2 MCS-51单片机上浆率自动测控系统
上浆率公式:B=D×W
(1)
根据上浆率公式推导出适于在线检测用的数学模型[2]:
(2)
其中:B为上浆率(%);D为浆液含固率(%);W为压出加重率(%);G为湿浆纱中的含水量(%);Nt为经纱特数;N为经纱根数;L为经纱长度(m);K为常数,其值为1 000;Wk为经纱公定回潮率(%)。
由式(2)可知,除含水量G外,所有参数都是给定的值。含水量G可通过微波传感器利用微波衰减法得到。由微波衰减量转换的电平信号通过CPU处理单元,再由MCS一51STD系统进行分析,最终得出上浆率。
这种装置依据的数学模型仅适用于理论状态,它忽略了实际生产过程中浆液含固率会受到浆槽供气管流进的冷凝水和经轴纱片含水率的影响。所以,其检测结果与实际之间存在较大误差。
总之,国内外先进浆纱机只能对浆槽内的浆液容积进行补偿,而不能有目的地改变浆液的含固率。为了防止上浆率偏低,往往采取宁大勿小的原则。这就造成了浆液的极大浪费和环境的污染,也影响了经纱的上浆质量。因此,急需一种反应灵敏、能及时在线检测上浆率变化的系统,使上浆率的在线控制成为可能[3]。本文采用新的检测方法,设计了浆液含固率的在线检测系统。它可以并联安装在浆液循环管路上,实现浆液含固率的在线检测。
1理论依据
由式(1)可知,上浆率B受到两个因素的影响:浆液含固率D和压出加重率W。若要控制上浆率的稳定性,必须保证浆液含固率D和压出加重率W的稳定。
压浆力FQ和压出加重率W关系为:
(3)
由文献[4]可知,压浆力FQ与浆纱速度(车速)v呈线性变化关系。在实际生产中,只要保证浆纱机车速v的稳定,就能使压出加重率保持在稳定范围内。因此,保证上浆率B稳定的关键因素是保证浆液含固率D不变。所以,检测浆液含固率即是间接检测上浆率。
2含固率在线检测仪系统设计
浆液含固率在线检测仪由检测部分和电气控制系统组成,其设计原理图见图3。主要元器件有:浓度计、PLC、电磁阀、气控球阀、显示屏等。

图3 含固率在线并联检测原理图
浆液含固率在线检测仪的工作原理是:在浆槽浆液的循环管路上,通过一个三通,并联引出一回路(检测回路)。在浆纱机工作过程中进行浆液含固率在线检测时,电磁阀1、电磁阀3动作,使气控球阀1、球阀3开启,浆槽中的浆液在循环泵的作用下流入检测回路。浆液经过气控球阀1流经浓度计,再经气控球阀3流回到预热浆箱中,即完成对浆液的检测。
每一次检测结束后,系统自动进入清洗程序,及时将浓度计清洗。此时电磁阀1、电磁阀3动作,气控球阀1、3关闭,同时电磁阀2、电磁阀4动作,使气控球阀2、4开启。这时取样回路关闭,浆液不能流入浓度计,而温水经气控球阀2流经浓度计,再经气控球阀4排出,实现对浓度计的清洗。系统对清洗不做记录。
检测和清洗的时间均可在显示屏上设定。根据时间设定,重复上述检测动作,即可实现对浆液含固率的在线检测。
3在线检测原理
浆液含固率在线检测仪的主要检测元件是折光浓度计。当光经过不同浓度的溶液时会产生折射和反射,在达到临界角时,折射角变成90°,称为全反射效应。这时反射光线会形成亮区和暗区,光电转换器件将亮区和暗区的变化转换成电信号,从而显示出被测溶液的浓度。折射率测量法是一种非破坏性测量方法,迅速简便,适合浆液含固率的实时检测。
当一束单色光在两种不同媒质中传播时,会在它们的接触面产生折射和反射现象。设其中一个媒质的折射率为n0,另一媒质的折射率为n,单色光的入射角为θ0,则其反射角也为θ0,折射角为θ,有关系式:
nsinθ=n0sinθ0
当折射角为90°时,称为全反射效应,有关系式:
θ=arcsin(n/n0)
当折射角大于反射角时,光线会在两个媒质的接触面发生全反射现象。根据光学效应,本仪器所用折光仪是青玉棱镜,其折射率n0是已知值,只要得到全反射临界角θ,就能求得另一媒质的折射率n。采用电荷耦合元件CCD图像传感器,可以接收不同角度的反射光。反射光在图像传感器的接收面上会形成一个亮区和一个暗区,亮区由大于临界角的入射光线产生,暗区由小于临界角的入射光线产生。一旦被测浆液含固率发生变化,亮区和暗区的相对位置也会发生变化,通过对相对位置的检测,就可以得到临界角的变化情况。根据理论计算和实验室含固率浓度的工艺设定值,可以确定被测液体浓度和折射率的对应关系,从而得到被测液体的浓度[5]。
含固率在线检测选用的浓度计为青玉棱镜,测量范围:0%~78.0%,最小显示值0.1%,精度±0.2%;测量温度为5~100 ℃(自动温度补偿范围);输出信号为DC 4~20 mA(可进行标定)。
4在线检测控制系统
含固率在线检测系统由在线检测单元和电气控制单元组成,其中电气控制单元是基于西门子S7-200PLC进行设计的。S7-200是一种通用型的PLC,具有易于实现分布式配置、循环周期短、指令集功能强大以及用户易于掌握等特点。S7-200PLC由基本单元(S7-200PLC CPU模块)、数字量和模拟量扩展模块、个人计算机(PC)、STEP7-Micro/WIN32编程软件以及通信电缆等组成[6],其编程设备是计算机和PLC软件包。
使用西门子STEP7编程软件可进行用户程序的输入、调试和功能仿真。西门子STEP7编程软件以PLC的用户程序编辑功能为主,用户程序所用的逻辑处理、计数器、定时器、数学运算、通信指令的编辑工具都已集成在软件中,为开发、编辑和监控应用程序提供了良好的编辑环境。STEP7的基本功能是完成开发应用软件的任务。此外,其还具有一些工具性的功能,如程序的文档管理和加密等,也可以直接用软件设置PLC的工作方式、参数和运行监控等。设置界面如图4所示。

图4 设置界面
含固率在线检测仪的PLC程序可以对浆槽中的浆液含固率进行标定,设立一个标准值,每隔一个周期对含固率进行检测。每一次检测可以通过时间设定获取多个数值。检测数据记录在PLC中,并在显示屏上显示其当前含固率值,最终的检测结果通过数据和变化曲线显示在显示屏上并进行存储,最终得出含固率的变化规律。根据含固率的当前值和变化趋势,对调浆桶内浆液进行调整,进而使得浆液含固率稳定在工艺要求的范围内,保证经纱上浆质量。
5结语
在经纱上浆过程中保证上浆率的稳定一直是生产中难以解决的问题,检测并控制浆液的含固率,进而控制上浆率,并使之稳定、可控,是保证经纱上浆率稳定的重要途径。浆液含固率在线检测仪,既可应用于浆纱生产实际,又可应用于科研实验。通过在线检测浆液含固率,可以及时发现和解决浆纱质量问题,这对稳定和提高经纱上浆质量起到了重要作用,在节约浆料成本、减少环境的污染方面也有积极意义。
参考文献:
[1]深田要,一见辉彦. 经纱上浆[M].刘冠洪,译.北京:纺织工业出版社, 1997: 333-336.
[2]崔慧杰,施鸿才,秦京华.浆纱上浆率计算机控制的实时检测[J].天津纺织工学院学报, 1998(4): 33-37.
[3]李铬,崔运喜.浆槽加热方式对浆液含固率稳定性的影响[J].棉纺织技术, 2010, 38(7): 17-20.
[4]崔江红,董意民,崔运喜. GA311型浆纱机工艺特性及应用实践[J].棉纺织技术, 2011, 39(12): 53-56.
[5]刘香斌,吴月艳.高精度数字折光仪[J].计量技术, 2007(10): 9-10.
[6]王东署.S7-200PLC基础及应用[M].北京:中国电力出版社, 2013: 18-19.
(责任编辑:姜海芹)
Development of Online Testing of Sizing Solid Content
LI Ge1, FAN Rui-bing1, CUI Yun-xi2, XU Xiao-hei1
(1.Zhongyuan University of Technology, Zhengzhou 450007;
2.Hi-tech Heavy Industry Co., Ltd., Zhengzhou 450006, China)
Key words:solid content; online testing; system design; detection principle; stability

