面板玻璃柔性生产线研制
2015-12-30盘翠林,李霆,段文科等
面板玻璃柔性生产线研制
盘翠林1,2,李霆1,段文科1,2,黄桂武2
(1.五邑大学 机电工程学院,广东 江门529020;2.广东科杰机械自动化有限公司 研发中心,广东 江门529020)
摘要:为了解决面板玻璃生产过程出现的高品质要求,品种多及劳动成本压力加大等问题,对面板玻璃加工生产进行工艺技术升级改造。基于面板玻璃自身加工特点并结合柔性制造技术的优点,提出适合面板玻璃加工的柔性生产线的生产方案并加以实践应用。在方案实施过程中,为确保面板玻璃生产线的柔性,利用模块化思想设计生产线的各组成部分。最后对生产线的布局特点及各组成部分进行详细的分析和介绍。生产线的成功实践为柔性制造在面板玻璃加工的应用提供借鉴。
关键词:柔性制造;柔性生产线;桁架机械手;玻璃数控加工中心
文章编号:1001-2265(2015)09-0134-03
收稿日期:2014-11-18
作者简介:盘翠林(1989—),男,瑶族,广东阳春人,五邑大学硕士研究生,研究方向为机械设备自动化、工业装备设计,(E-mail)pancuilin@126.com。
中图分类号:TH165;TG65
Development of Flexible Transfer Line on Glass Panel
PAN Cui-lin1,2, LI Ting1, DUAN Wen-Ke1,2, HUANG Gui-Wu2
(1. Department of Mechanical and Electrical Engineering, Wuyi University, Jiangmen Guangdong 529020, China;2.R&D Center, Kejie Machinery Automation Co., Ltd. of Guandong, Jiangmen Guangdong 529020, China)
Abstract:In order to solve the problems in the production process of cover glass, such as higher quality demands, more varieties and high labor costs, we need to upgrade the cover glass production technology. Based on cover glass own processing characteristics and the advantages of flexible manufacturing technologies, a flexible transfer line program, which suit for cover glass processing, had been proposed and practiced. To ensure the flexible of cover glass manufacturing line, using the modularization design to devise the components of the line. And the layout characteristics of flexible transfer line and constituent part were presented and analysis detailed. The successful application of flexible transfer line on cover glass provided a reference in the application of flexible manufacturing in the field of cover glass process.
Key words: flexible manufacturing system; flexible transfer line; gantry robot; glass CNC machine
0引言
面板玻璃是智能手机中的重要硬件之一,据工信部最新公布的数据显示:2014年上半年中国全行业生产手机8.46亿台,同比增长38.4%。为应对当今电子产品更新换代频率加快,产品门类品种繁多和生产周期短,零库存控制之间的矛盾,面板玻璃的加工生产方式需要升级改造。而柔性制造系统(Flexible Manufacturing System, FMS)适用于中小批量、较多品种的制造;具有高柔性、高智能特点,在提高企业产品生产率、产品质量、增强企业应变能力方面,具有显著效果。美国马尔罗西(MALROSE)公司在1963年制造出世界第一条用于加工多种柴油机零件的数控生产线,柔性制造系统的雏形由此诞生。
英国莫林(MOLIN)公司是最早正式提出FMS概念的公司,并于1965年取得了发明专利。柔性制造系统正式面世并经各主要工业发达国家发展与完善后,这项新技术在工业生产中取得了巨大的经济效益[1]。柔性制造系统现今主要应用对象为回转体类、箱体类、棱体类等大中型零件,对于应用在面板玻璃加工还未出现实例。为应对面板玻璃生产所出现的问题,利用柔性制造技术打造适合面板玻璃加工的柔性生产线。此柔性生产线可以满足面板玻璃轻薄、易刮伤、加工时间短、难存取的特点。
1柔性生产线总体方案制定
柔性制造系统分为:柔性制造单元(Flexible Manufacturing Cell, FMC)、柔性生产线(Flexible Transfer Line, FTL),和柔性制造系统(FMS)。柔性生产线是在传统组合机床及其自动化线基础上,通过对各类工艺功能的组合机床进行数控化而形成的。加工设备在采用通用数控机床的同时,更多地采用数控组合机床(数控专用机床、可换主轴箱机床、模块化多动力头数控机床等)。它能同时或依次加工不同的工件,这与传统的刚性自动化线有较大的区别。柔性生产线适合少品种,中大批量生产;具有柔性较低、专用性较强、生产量较大的特点[2-3]。因此柔性生产线适合面板玻璃的加工应用。玻璃面板生产线就是广东科杰机械自动化有限公司自主研制的柔性生产线。
柔性生产线由三个基本系统组成,即物料输送系统、自动加工系统和计算机控制系统。根据被加工零件在本生产线上所要加工的内容,加工精度要求和生产节拍确定生产线的工艺流程,制定加工工艺方法,设计出加工示意图,以及每道工序的切削参数,再计算出加工零件所需要的时间,以确定物流系统的输送速度,最终确定生产线运行流程。被加工零件示意图,如图1所示。

图1 加工零件图
为应对面板玻璃轻薄、尺寸小巧、容易损伤特点,物料输送系统由自主研制的桁架机械手、链式传输带、毛坯存贮库和成品存贮库组成,输送系统中与面板玻璃相接触的部分大多由塑料或橡胶之类软性材料构成;加工系统由四台玻璃数控加工中心构成,则能保证桁架机械手从毛坯装载到产品加工完成并卸载的一个行程内完成四台加工中心四个产品的依次加工,充分提高效率,不浪费空闲时间;利用文件服务器、中央计算机、单元控制器和工作站计算机等组成的计算机控制系统实现对物料输送和加工中心的监控、协调调度。柔性生产线总布局示意图,如图2所示。
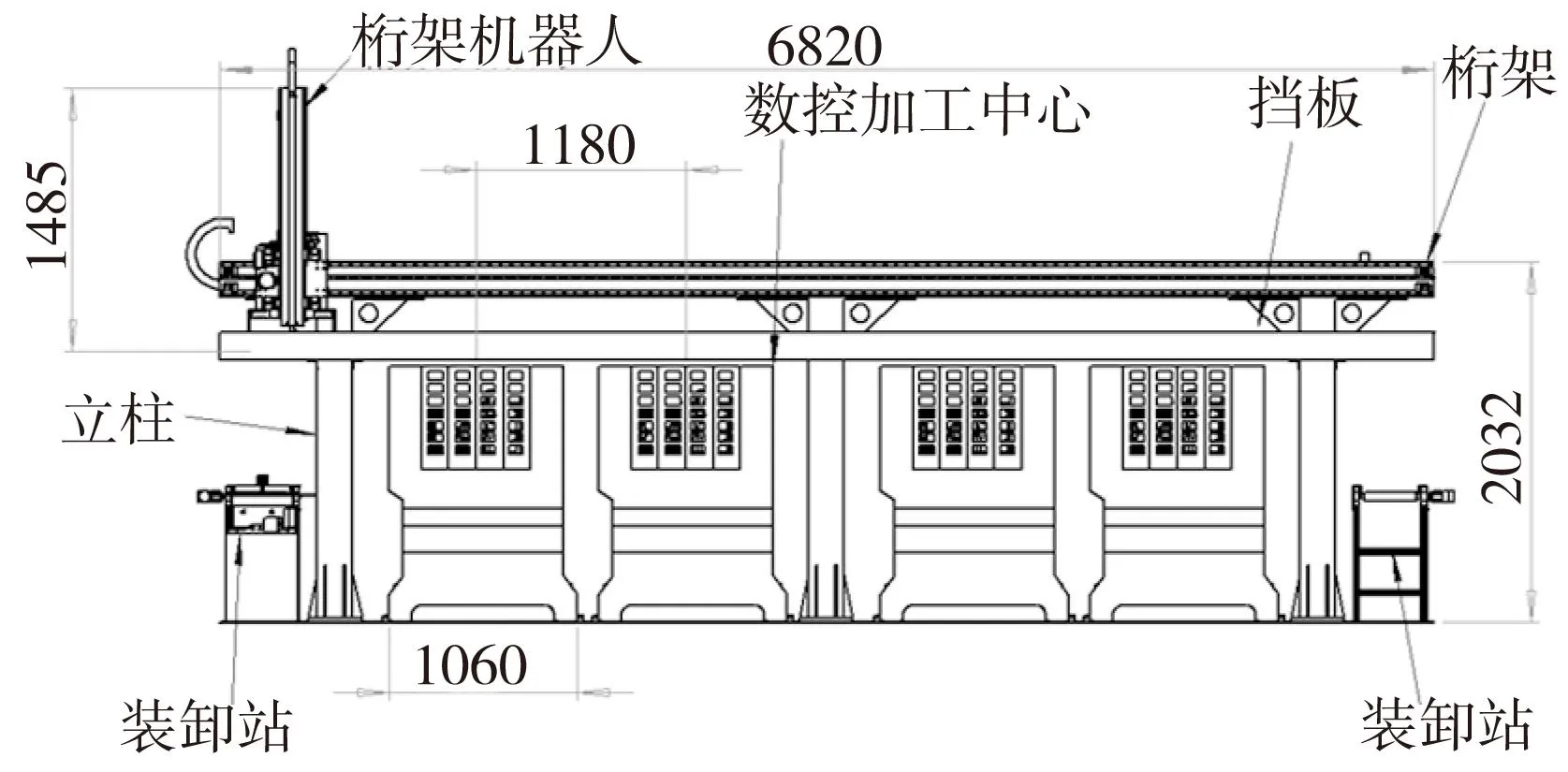
图2 柔性生产线总布局示意图
1.1物流系统
为提高系统的柔性,使生产线可以按客户生产需求不同而选择不同长度的生产线,而采用模块化设计的思想。物流系统的模块有:立柱、空中桁架、桁架上做水平(X轴)移动的滑架、做垂直(Z轴)移动的滑枕、安装在滑枕前端抓取工件的旋转吸盘,以及跟随料库。它们可以进行组合成为一个单元。如果需要延长生产线,则只需再拼接一个单元,同理可实现需要长度的生产线的搭建。
物流系统模块化,桁架机械手[4-5]就是一个完整的独立体,机械手故障时,只需调整或维修机械手而不会影响数控加工中心的正常运作,所以桁架机械手的安装调试可以与数控中心分开进行。
面板玻璃加工时间短,并要在一个行程内完成四台加工中心的上下料,桁架机械手需要快速的动作。为此桁架机械手水平与垂直运动都应用直线导轨加齿轮齿条的传动方式,并通过伺服电机与减速器的配合驱动,实现机械手100m/s的移动速度,0.2mm以内的定位精度。同时要机械手在垂直方向一个来回行程完成工件的放与取两动作,机械手前端设置两对吸盘,通过吸盘吸取工件,从而不占用数控加工中心的生产节拍。
1.2自动加工系统
配合柔性生产线的研制开发一款结构灵巧的玻璃数控加工中心。在桁架机械手上下料时不干涉加工中心的加工作业,加工中心应用龙门架移动式结构和固定工作台设计并设有两个加工工位:加工位、缓冲位。从而使加工中心在某个工位加工作业时,机械手可以在加工中心不停机且不干扰加工的情况下在另一个工位进行上下料。门柱及底座等主要结构一体成型并采用花岗岩材质,这样可保证加工中心结构坚固、减震能力强、切削稳定,满足玻璃面板等加工精度要求高的零件的加工[6]。
为减少换刀等辅助时间,刀具应用分层设计,即不同的刀具部分负责不同的加工内容,实现一把刀具加工完零件所有的工序。要提高生产线的柔性,实现物料调度的简便性,因此设置玻璃加工中心之间关系为并联关系且控制相互独立,工件可随机的输送到生产线中任何一台恰好空闲的加工中心;同时当某台加工中心发生故障时生产线仍能正常工作。
1.3计算机控制系统
信息流系统是整个柔性生产线的神经中枢[7-10],用以实现对柔性生产线生产的总体控制。为满足对生产线的监控,对生产过程、物料输送系统辅助装置、加工设备的控制以及运行状态数据存贮、调用、校验和网络通信等功能,系统主要通信网络采用如图3所示框图,信息流系统采用科杰公司设计的JT-803系统。

图3 通信网络框图
系统主要工作原理:工作站计算机负责给数控加工中心和机械手分配工作,当柔性生产线动行时,每个工作站控制系统都将通过Novell网络从中央计算机接收命令。当接收到控制指令时,工作站计算机对接收到的指令进行解释和分解并传送到加工中心和机械手;当机器人和数控加工中心完成任务时,工作站计算机把机器人和加工中心返回的信息综合成任务结束信号,并传送到中央计算机。
2柔性生产线的运行流程
2.1作业规划和物料准备
根据车间下达的日生产信息,柔性生产线的控制计算机自动编制出各数控加工中心的作业时间表和各准备工作站的作业时间表。在装卸站,工人按照终端显示器的指令准备好毛坯并将毛坯存放在输送带上。
2.2工件流动
工作毛坯存放到输送带上,便存入供给站。实施作业时,桁架机械手从供给站把毛坯存入桁架机械手跟随料库,桁架机械手运行到各加工中心上方,从跟随料库中把毛坯送入加工中心工作台上。加工中心工作台有两个加工工位:加工位和缓冲位;正被机床加工的工件占用加工位,对其加工的时候下一个待加工工件应送到缓冲位;加工一结束,机床主轴运动到缓冲位上,使缓冲位变成加工位,加工位变成缓冲位。于是位于加工位的待加工工件接受机床加工,位于缓冲位的已加工工件被机械手送入跟随料库,继而送往装卸站,工人便可把工件存入仓库或流入下一条流水线,同时桁架机械手继续前往供给站获取毛坯,继而循环整个加工过程。
3柔性制造生产线的特点
柔性制造生产线的布局设计利用模块设计思想,生产线间可以拼接连成一体。在项目投入初期,客户可以根据自身资金和市场情况自主选择生产线长度,后期分批再投入,具有很强的柔性。
同时,桁架机械手的使用代替了工人对机床进行的手工上下料,从而减少了工人的误操作,而且只需少量员工即可负责多条生产线的上下料和生产线维护。从而节省用工成本。玻璃数控加工中心加工范围广,适合各种尺寸的面板玻璃及各类小零件加工,因此客户产品改型非常方便。机床紧密并排排列,使生产线占地面积小;生产线选用同一种型号数控加工中心,工人维护及维修方便,生产调度不存在工序先后问题,控制简单。生产线中数控加工中心之间互为独立部分,因而部分加工中心需要维修时,不干涉其他加工中心的正常运行,不会造成全线的停机。
4结束语
本柔性制造生产线的成功研制,实现柔性制造技术在玻璃加工行业的应用。利用模块设计思想,把玻璃数控加工中心、桁架机械手和控制系统组合成柔性加工自动化线。加工中心与机械手及各加工中心之间控制与维护相互独立,减少生产线停产时间。本生产线的实践积累了玻璃加工在高速、高效及柔性生产应用方向的设计经验,为今后的技术发展奠定技术基础。
[参考文献]
[1] 郭聚东,张红鸽,张蕊. 为企业打造适合自己的柔性制造系统[J].河北工业科技,2004(3):33-34,37.
[2] 王先逵. 机械加工工艺手册·第3卷 系统技术卷[M].2版.北京:机械工业出版社,2001.
[3] 刘德栋,刘任,张树礼.汽车发动机缸体柔性生产线的研制[J].组合机床与自动化加工技术,2006(8):82-83,85.
[4] 李玉荣.工业制动器缸体桁架机械手自动线应用开发[J].制造技术与机床,2012(8):113-116.
[5] 王绍胜,程俊廷.基于柔性制造系统自动立体仓库的过程控制研究[J].组合机床与自动化加工技术,2009(8):57-60.
[6] 现代实用机床设计手册编委会.现代实用机床设计手册[J].北京:机械工业出版社,2006.
[7] 徐杜. 柔性制造系统原理与实践[M].北京:机械工业出版社,2001.
[8] 田敏,张明柱.准柔性生产线通用数控系统的研究[J].微计算机信息,2009(1):185-187,234.
[9] 沈建明,洪宁,罗霆.FMS柔性生产线的控制和管理系统[J].制造技术与机床,2008(3):80-81.
[10] 盛军.柔性生产线控制系统[J].机械制造与自动化,2007(4):121-123.
(编辑李秀敏)

