基于正交试验的烟支质量控制系统设备改造与优化
2015-12-28刘青宜杨沛东
刘青宜,杨沛东
(许昌职业技术学院 河南 许昌 461000)
基于正交试验的烟支质量控制系统设备改造与优化
刘青宜,杨沛东
(许昌职业技术学院 河南 许昌 461000)
摘要:卷烟生产过程中具烟支的质量是关键因素之一,为提高产品质量的一致性卷烟,对卷烟流程进行分析,找出影响烟支质量的关键因素,通过正交试验法对关键影响因素进行排序,确定最优影响因素参数组合。
关键词:正交试验;烟支质量;设备改造;参数排序;优化
近年来,随着烟草行业重组及品牌整合的发展,烟草行业许多品牌都存在同牌号多点加工的情况,保障同一品牌卷烟在多点生产条件下产品质量的均质化,对维护卷烟品牌形象和消费市场稳定具有重要作用。在质量控制方面,烟支质量的均质保障是其中一个重要内容,因此如何提高烟支质量的控制精度也是卷烟行业不断研究的课题[1]。
烟支质量控制是受生产诸多环节多因素多水平影响的问题。正交设计法是研究多因素多水平的一种试验安排方法。它是根据正交性,从全面试验中挑选出部分有代表性的点进行试验,这些有代表性的点具备了“均匀分散,齐整可比”的特点,是一种高效率、快速、经济的试验方法。正交试验中,把要考察的结果称为指标,把对试验指标可能产生影响的因素简称为因素,把每个因素在试验中要比较的具体条件称为水平。通过正交实验表进行安排试验,既均匀地分布了试验点,又能减少试验次数,是一种经济高效的试验安排方法[2],在各行各业有着广泛的应用[3-4]。针对影响烟支质量的关键因素,对卷烟流程进行分析通过正交试验法对关键影响因素排序,确定最优影响因素参数组合。
1烟支质量控制影响关键因素确定
首先对卷烟生产企业的卷烟和接装流程进行梳理,明确流程中所有步骤,以及各个步骤的输入和输出,区分可控及非可控因素。见图1。
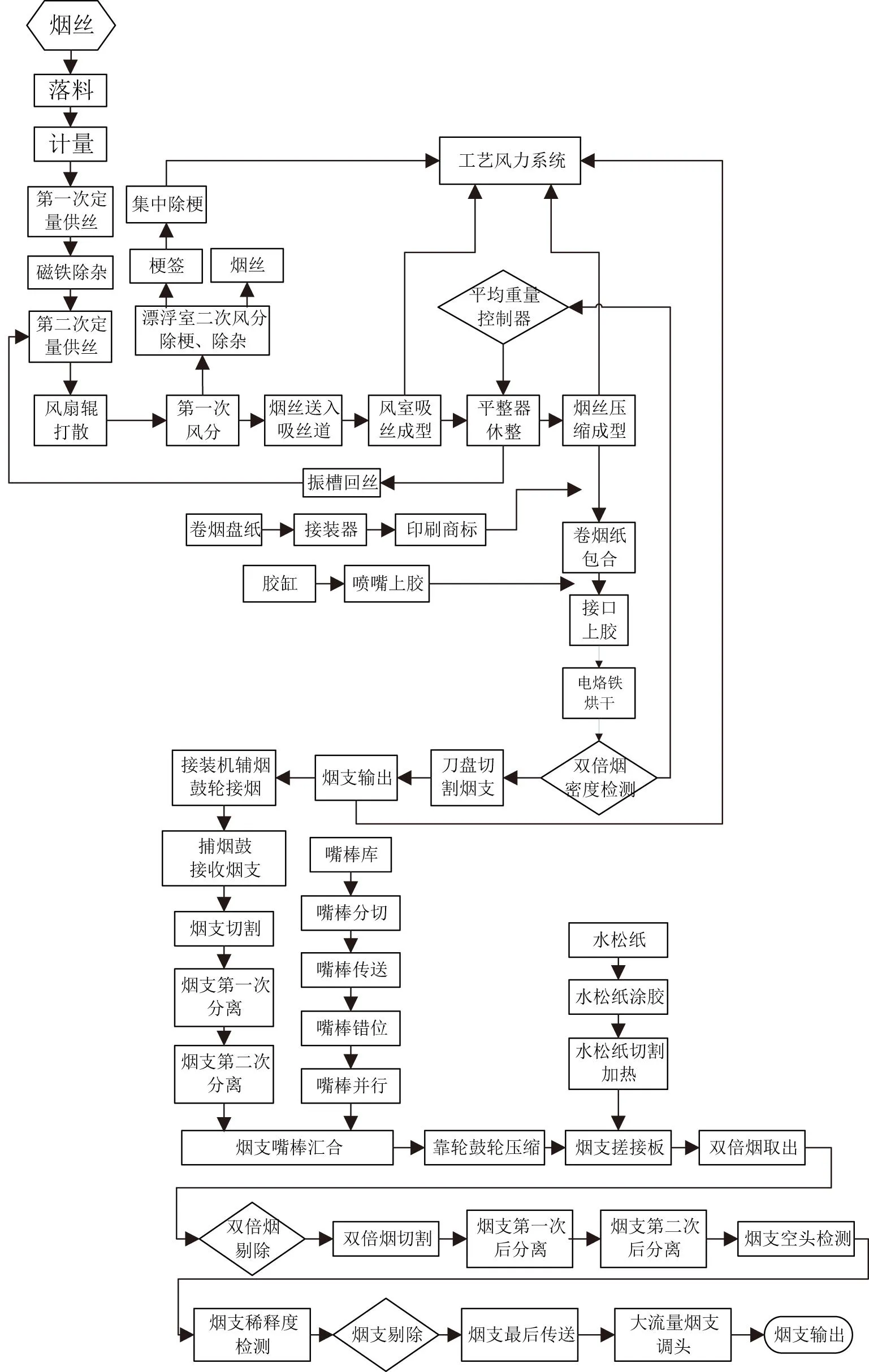
图1 卷烟和接装流程图
其次通过CE矩阵,确认输入输出之间的相关程度,以及各输出的重要程度,建立关系矩阵,确定关键影响因素。如表1。

表1 烟支质量关键影响因素列表
2影响烟支质量控制关键因素分析研究
通过采用分析方法,对已评估出来的导致问题产生的原因进行进一步分析,确认它们之间是否存在因果关系。在进行质量的相关因素分析前,首先要对各类影响因素进行量化,如为了量化弹丝辘转速、回丝量、风机压力等参数,车间项目组进行讨论后,加装了转速表、刻度、压力表等辅助装置。
收集机台显示质量偏重偏轻剔除结果作比较分析,见图3,发现偏重剔除明显多于偏轻剔除,表明质量标偏较显著,并且质量数据也不是围绕在目标值附近波动的,其真实分布存在偏大的现象。
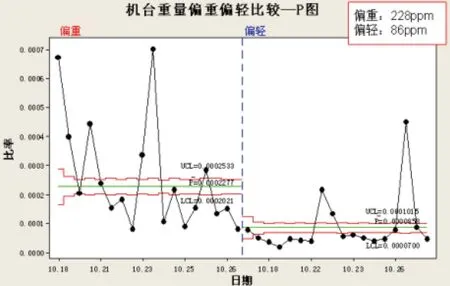
图3 偏重偏轻剔除比较分析图
3烟支质量控制设备改造
通过讨论并多方面征求意见,拟定最理想的改进方案付诸实施。首先,在与车间维保人员进行深入讨论分析的基础上,对弹丝辘、导轨、劈刀保险装置、紧头自动跟踪系统等质量相关设备进行了改造。
a) 弹丝辘
针对不同结构的烟丝,弹丝辘转速实现适应性改变,对提高卷烟质量稳定性非常必要。原理是将后身快速部分由定速驱动改进为伺服电机独立驱动,同时改变弹丝辘、风扇辊间的转速比,增加对烟丝的作用速度。在设计时伺服系统转速与主机可实现同步不同品牌的烟丝则可通过操作屏预设最佳转速,根据不同品牌的烟丝结构设定不同的弹丝辘转速,以使烟丝在松散、整丝、含梗、含末方面综合最优。
b) 导轨
导轨的结构形式、通道尺寸、摩擦系数等是影响质量的关键因素。新设计的陶瓷导轨在上述方面均做了优化改进。
1) 基体材料采用稳定性好的不锈钢,工作面喷涂0.35mm陶瓷材料,二者线膨胀系数接近,粘接成型,形变小。陶瓷具有自润滑作用,烟丝运动阻力小,紧头滑移小。
2) 导轨的截面形状由原来的圆弧改为斜面,并同时喷涂了陶瓷,减少吸丝涡流,有利于烟丝的顺向排布。
3) 将前、后列导轨改进为对称的阶梯形。减少通道变形对烟丝产生的阻力。
4) 通道尺寸总体扩展,采用加宽导轨增加烟丝吸附力;同时各过渡结合处、劈刀结合处、铲丝刀工作面轮廓尺寸得到优化有利于烟丝顺畅通过。吸丝带支架也采用陶瓷喷涂表面,减少了吸丝带磨损。
5) 安装方式有了优化,每个导轨的工作面从前到后均存在一个0.05mm的自带斜度,这样导轨通道的前后宽度差就不是通过增减调整垫片实现的,避免了导轨在此调整过程中产生的变形并引起通道宽度有不均匀的现象。
c) 劈刀保险装置
改进后的劈刀保险装置采用进口的高精度扭矩限制器,取代原保险销结构,正常工作出动无间隙,很好的解决了原装置困扰劈刀发挥最佳作用的矛盾。采用新结构以后,显著改善劈刀传动的稳定性,大幅减少了因保险销间隙造成的烟支空头、质量标准偏差、内外排质量分布差异等问题,指标方面有明显的改善效果。
d) 紧头自动跟踪系统
原紧头自动跟踪系统设计结构存在着如下的问题:1) 丝杠长度决定相位调节范围,因打滑的单向性,易引起结构卡死,是跟踪失效;2) 弹簧力和同步皮带张力的不匹配、不稳定性容易引起“跳牙”现象,产生紧头异常偏移故障。严重的影响了紧头控制的效果。改进后的紧头跟踪机构是应用行星差动机构来做为传动补偿机构的,从原理上讲,行星差动机构是采用速度补偿的原理实现同步的,因此,完全克服了上述不足。使用发现:该机构很好的解决了紧头跟踪问题,对烟支的空头、标偏、内外排质量偏差有很好的作用。
4基于正交试验烟支质量影响关键因素排序与参数优化
选用正交实验的方法寻找优化质量标偏的影响参数的方案如下:
试验目的:研究质量标偏的影响因素,寻求最佳的参数组合。
研究对象:烟支质量标偏
变量因子:控制器(劈刀)控制滞后、质量控制比例系数、废品质量高限、废品质量低限、紧头自动调整比例、紧头滞后、弹丝辘转速、回丝量(转速) 、小风机(气压Pa)
其他影响因子:吸丝带磨损状况、来料烟丝质量和水分、劈刀磨损等。
试验步骤:根据正交表试验方案(表2),需要做27次试验,每次试验60min。每次试验需按照正交表调整各参数水平,参数设定后15min按以下要求取样和测量。1) 每20min取样里排、外排各20支,分别在机台天平称重并做记录(该记录作为监控数据),每小时取样3次。再从里、外排20支烟中各取10支共20支烟测20支质量。2) 每10min取样里排、外排各30支以上,共6次,同时记录此时车速和风室负压(该记录作为试验数据);里外排烟支样品分别用自封袋密封;采用卷包车间二楼质检室综合测试台测量烟支质量、圆周、吸阻及长度(里外排各15支)。(前夜班做物测)每20min在储丝柜取样3次并用自封袋密封,分别测量样品烟丝各项物理指标(水分、填充值、烟丝结构)并做出记录,该记录作为试验数据;如烟丝样品当天无法测量应存放在储丝房。
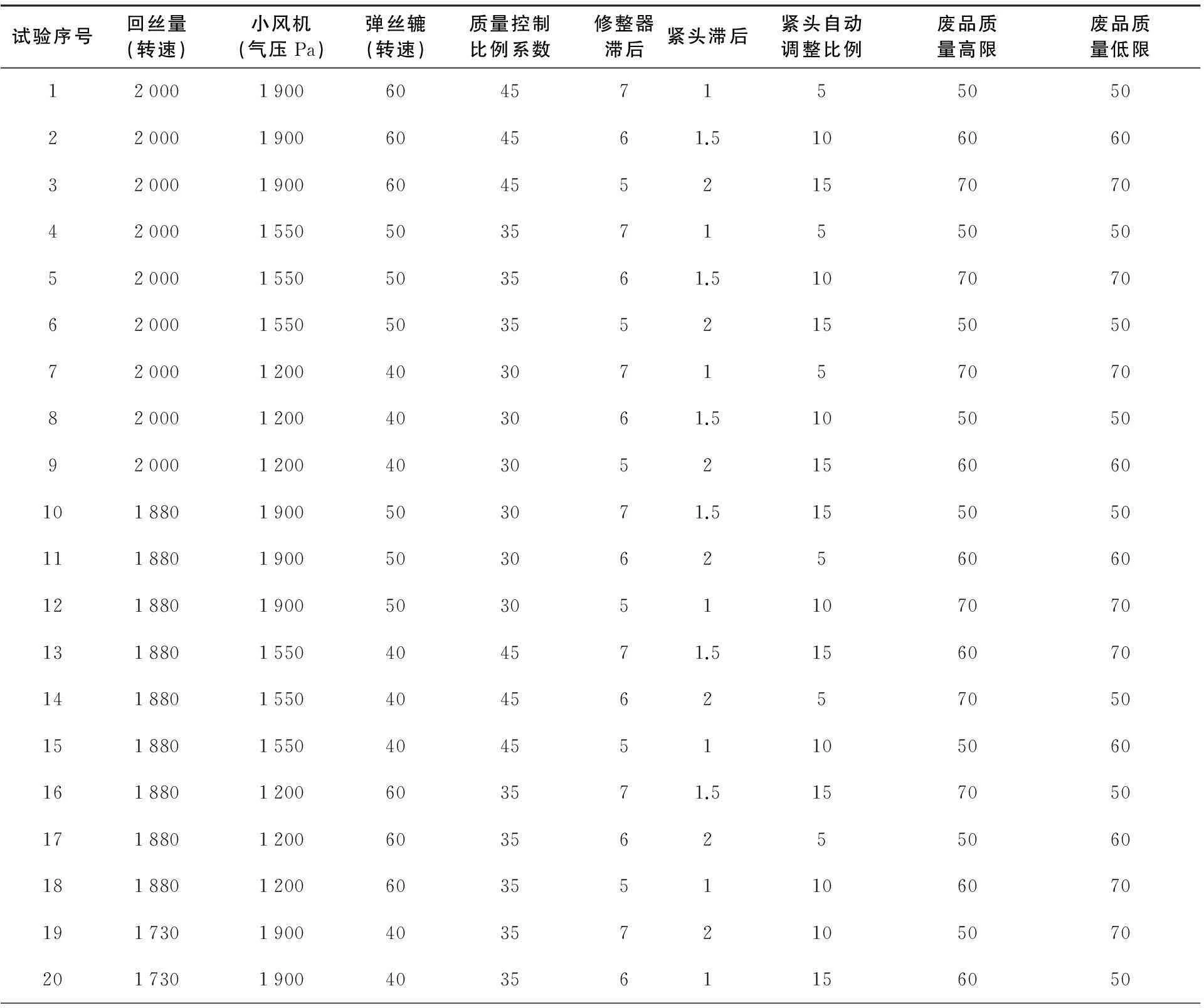
表2 正交实验表

续表1
试验要求:1) 试验前需更换布带吸丝带;2) 试验前需修理工检查车况及电工点检设备参数设置情况,以里外排20支烟支质量无明显偏差(试验前及过程中里外排差异维持在0.2之内)为检查标准;同时确保20烟支质量平均值在标准中值附近(含内外烟20支质量18.0±0.3g),只要不超标不需要调整,超标再调整。3) 试验期间早晨8点烟丝换柜,确保白班使用同一柜烟丝。
将该试验收集来的数据进行正交试验分析,9个变量因子对质量标偏的影响见图4。
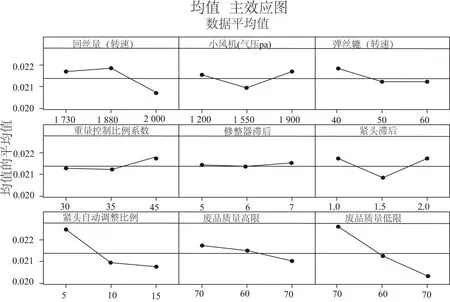
图4 烟支质量影响因素的主效应图
从该主效应图上,可以看到各因素对质量标偏的影响,并找到对应的最佳参数取值。另外,还需要分析各要素之间是否存在交互作用,见图5。
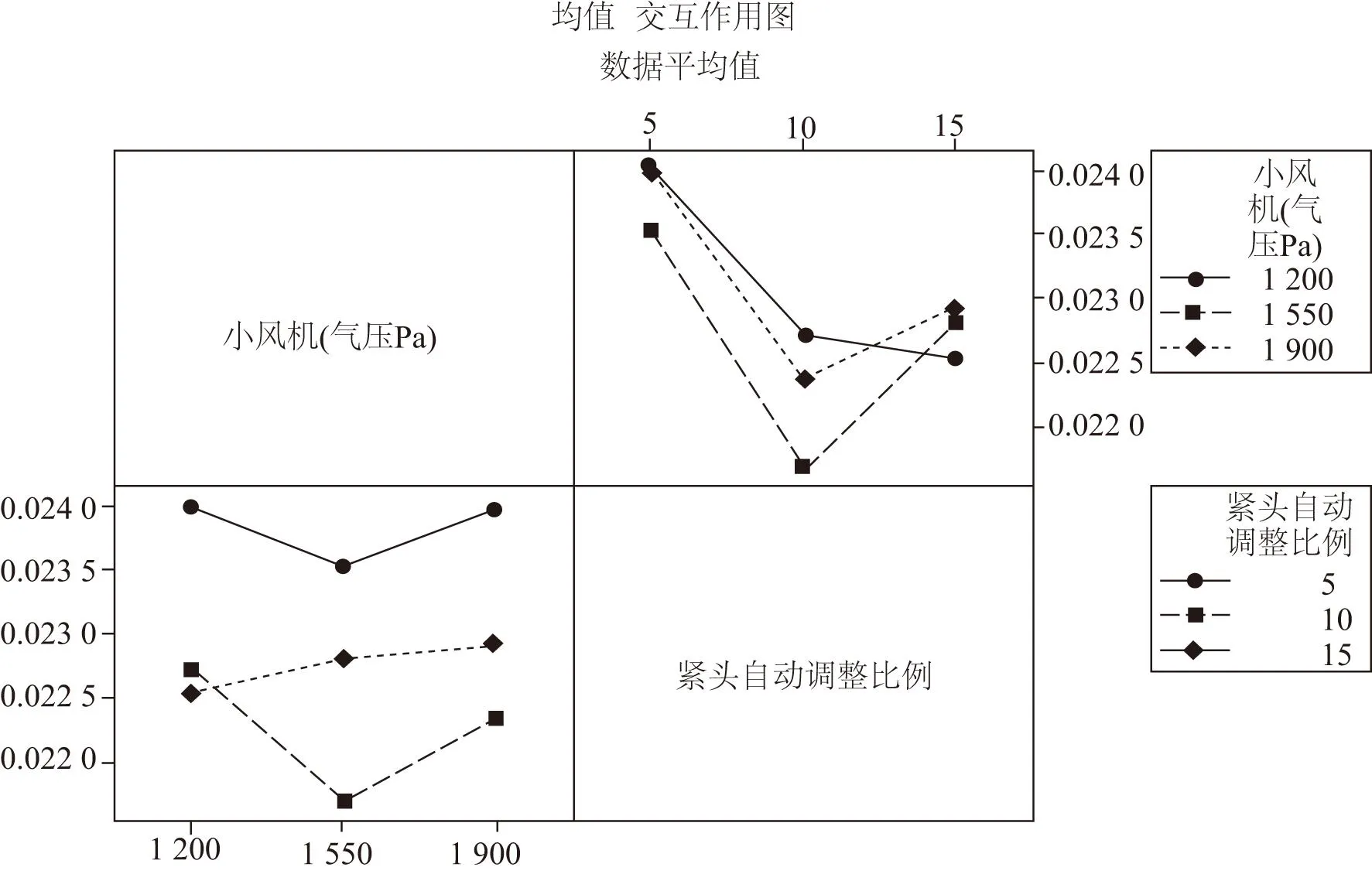
图5 烟支质量影响因素交互作用图
分析各因素之间的交互性,发现小风机(气压)与紧头自动调整比例两参数之间存在一定交互作用:右上角的图说明当紧头自动调整比例取5和10时,小风机气压为1550Pa可使质量标偏最小;当紧头自动调整比例取15h,小风机气压为1200Pa可使质量标偏最小。图5左下角的图说明当小风机气压取1550Pa和1900Pa时,紧头自动调整比例为10可使质量标偏最小;当小风机气压取1200Pa时,紧头自动调整比例为15可使质量标偏最小。总的来说,紧头自动调整比例为10,小风机气压为1550Pa时质量标偏最小。
由此,质量标偏优化试验可得出最优的影响因素参数组合如表3所示。
表3质量标偏的最优参数组合

5结语
对卷烟生产过程中的严控“质量”的问题,从工艺、设备方面进行分析,查找出影响烟支质量控制的主要因素。利用正交试验分析了烟支质量影响因素的排序和最优参数组合。依据研究结果对烟支质量控制系统进行优化改造,在不改变工艺加工能力的情况下,提高了烟支质量控制稳定性。
参考文献:
[1] 陈通,张永开,张燕冰. 烟草行业品牌结构优化途径选择及政策研究[J]. 经济问题探究,2009,(12):159-163.
[2] 朱维伟,黄新. 公路边坡稳定性影响因素的敏感性分析[J]. 甘肃科学学报,2012,24(3):40-44.
[3] 郭亚娟. 基于正交试验设计的群桩承台参数分析[J]. 铁道学报,2012,34(12):110-114.

Modification and Optimization of Cigarette Weight Control System
Equipment Based on Orthogonal Test
LIU Qing-yi,YANG Pei-dong
(Xuchang Vocational Technical College,Xuchang 461000,China)
Abstract:This paper takes a wrapping workshop in a cigarette factory as an example, analyzes cigarette making processes to determine the key factors impacted on cigarette weight and orders the key factors by orthogonal test, to determine the optimal parameter combinations of the influencing factors.
Keywords:cigarette orthogonal test; cigarette weight; equipment transformation; row rank of parameters; optimization
收稿日期:2014-12-03
中图分类号:TP273
文献标志码:B
文章编号:1671-5276(2015)03-0204-04
作者简介:刘青宜(1976-),男,河南信阳人,讲师,工程师,硕士,主要从事产品质量控制。