双组份环氧胶粘剂自动灌胶机控制系统的设计
2015-12-28李洪群臧华东孙岚
李洪群,臧华东,孙岚
(苏州工业职业技术学院 电子与通信工程系,江苏 苏州 215104)
双组份环氧胶粘剂自动灌胶机控制系统的设计
李洪群,臧华东,孙岚
(苏州工业职业技术学院 电子与通信工程系,江苏 苏州 215104)
摘要:探讨信捷PLC在自动灌胶机控制系统中多轴脉冲输出驱动步进电机的应用。针对自动灌胶机要求混合比例正确,出胶速度可控,胶量可控的设计要求,采用信捷PLC作为控制器,运用浮点数运算,计算出精确的驱动脉冲数。由步进电机驱动两台齿轮计量泵,进行混合。系统出胶量大,能满足生产的需求。
关键词:灌胶机;自动混合;可编程控制器;触摸屏
0引言
随着电子、电器、电工、光电、新能源等行业产品生产对双组份环氧胶粘剂用量的扩大,手工施胶已不能满足产量、品质、新工艺的要求,同时从改善员工工作环境、减少手工施胶胶粘剂、清洗剂浪费的环保要求及降低人工成本、提高企业经济效益、提升企业实力的综合要求出发,越来越多企业选择使用机器施胶替代手工施胶。
PLC是在电器控制技术和计算机技术的基础上开发出来的,并逐渐发展成为以微处理器为核心,将自动化技术、计算机技术、通信技术融为一体的新型工业控制装置。可编程控制器越来越广泛地应用于工业生产控制。步进电机是一种将电脉冲转化为角位移的执行机构,是机电一体化的关键产品之一,广泛应用于各种工业自动化系统中[2]。齿轮计量泵是齿轮泵的一种,广泛用于流体计量。齿轮计量泵具备胶液的计量输出和提高胶液压力的功能。它高精度、无脉动、重复性好等特点得以广泛应用,并越来越多的应用在全自动化流体设备上。
1自动灌胶机控制系统的实现
洁净行业过滤器的密封施胶采用双组份A、B,即环氧树脂胶粘剂,且用量大。一般采用计量缸的灌胶机输出量满足不了生产的需要,现采用齿轮计量泵,保证比例的同时提高了输出的胶量。基本原理是通过PLC智能控制, 由双精密计量泵分别把A、B料桶中的胶水按设定比例和流量,同步、连续输送到混合器施胶口。借助齿轮泵的输送压力,将混合好的双组份胶水浇注到待施胶的产品中。灌封机与机械手(工作台),可实现自动涂胶、灌封功能。
1.1控制系统的组成
双组份自动比例灌胶机的控制系统主要以信捷XC3-14T-E型PLC为自动控制系统的核心;控制系统中选用的三相混合式步进电机是110BYG350C,配套驱动器选用MS-3H110M细分型驱动器,其运行步数(细分数)达到16种,最大步数4万。具有单双脉冲方式,自测试功能,相位记忆功能,自动半电流功能。驱动器电源电压AC 220 V。两台步进电机连接两个齿轮计量泵,其中一个是15 CC,另一个为30 CC容量。实际工作时,要对A、B两种胶水进行设置。0设置内容包括:胶水比重、配比、所需胶水总质量、增量系数等。故选用了TH765-MT触摸屏、支持高速脉冲输出的XC3-14T-E型PLC。系统采用信捷PLC为控制核心,步进电机、气缸为执行元件的开环控制系统,实现了双组份A、B胶自动配比混合的自动控制。系统框图如图1所示。
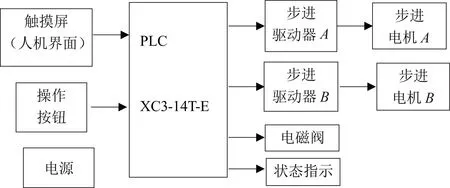
图1 系统框图
1.2自动灌胶机的控制要求
按运行按钮,系统计算好各项数据,等待操作员按开始灌胶按钮。双组份自动灌胶机,可以设定每一次的出胶质量,比如2kg,根据设定的A、B胶比例,以及2种胶水的比重,算出这两种胶水各需要多少ml,然后自动运算出步进电机需要转动多少圈来输出这么多双组份胶水,进行混合。当以不同电机转速时,自动计算出多长时间灌好一个工作单位的胶。灌完设定质量数的胶,自动停止,等待下一次按开始灌胶按钮。
1.3控制系统的定量给胶控制
齿轮泵每周出胶量比为2:1,当要混合比例为2:1的双组份胶水时,只需要以相同的速度驱动两齿轮泵,这时速度越快,单位时间出胶量越大。这时不考虑两台齿轮泵在相同速度下输出压力差异引起的误差。相对来说,速度相同时,这种差异可以忽略不计。但是当要求的混合比不是2:1时,比如是4:1,这时要求两台泵以2:1的速度运行时,理论上得到4:1的出胶比例。但这时,速度差引起的输出压力差变得突出,对混合时的实际影响不容忽视,这种影响会使小份量的胶输出量不足,使实际比例大于4:1。为此需要加以修正。
表1是双组份自动灌胶机控制系统设计中PLC的输入/输出端口分配表。
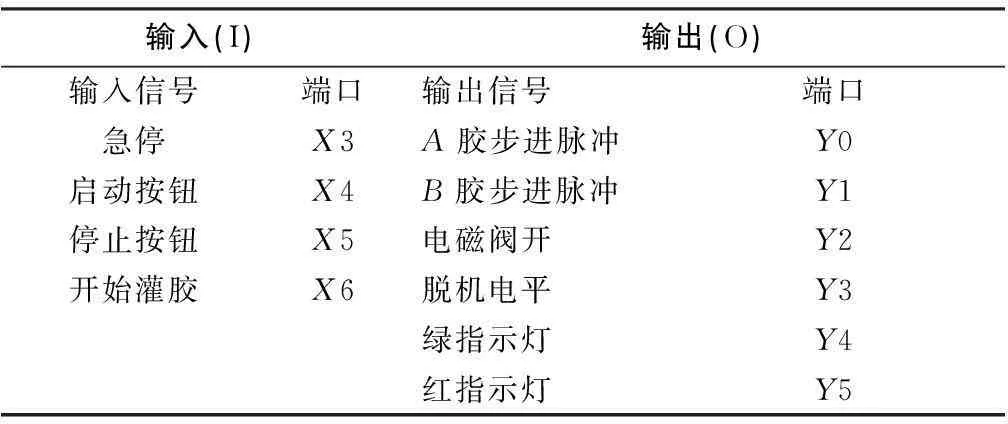
表1 PLC的I/O分配表
2控制系统的软件设计[4-6]
XC3-14T-E型PLC的编程软件为信捷XC系列PLC编程控制软件XCPPro3.3,具有梯形图与命令语两种编程方式,可以进行联机调试,监控寄存器和继电器的状态,随时改变PLC的状态(编程/运行)。利用此PLC提供的浮点数运算,将需要的总质量分别计算出A、B两种胶水所需要的体积,再转换算出对应电机转动的周数,算出所需要的步进脉冲数。由相对位置多段脉冲控制指令[DPLSR] ,从PLC的Y0、Y1分别输出一路步进脉冲给驱动器,从而驱动步进电机转动相应的周数,达到输出相应量的双组份胶水。系统程序流程如图2所示。
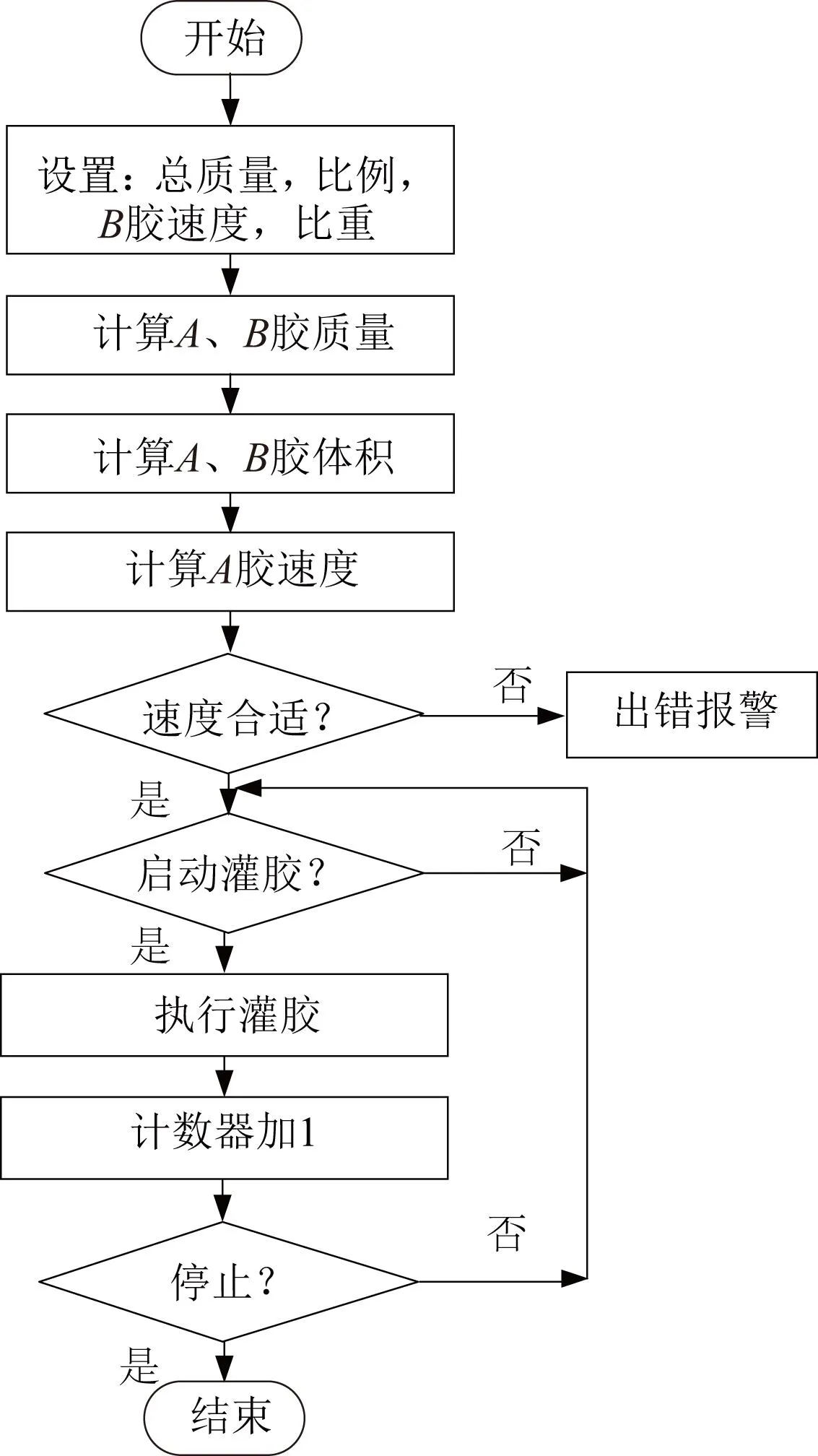
图2 系统控制流程图
系统参数设置的人机界面如图3所示。
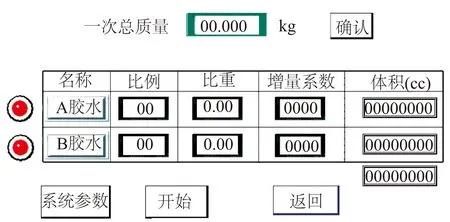
图3 系统参数设置界面
界面中分别可以输入一次灌胶的总质量,A、B两种胶水的比例,比重及增量系数。
3结语
双组份自动灌胶机系统设计成型后,经过了生产使用,经过程序优化及人机界面优化。使用灌胶机后,混合比例正确,效率高,随用随混,方便生产使用,大大提高了生产效率,提高了生产过程的自动化程度。
参考文献:
[1] 殷庆纵. 可编程控制器原理与实践[M]. 北京:清华大学出版社,2010.
[2] 蔡寿将,王培良. 步进电机PLC控制系统在吊粒烫色技术中的应用[J]. 制造业自动化,2012,(6):37-39.
[3] 宗光涛,等. 齿轮泵排量计算方法研究[J]. 液压气动与密封, 2009,(3).
[4] 信捷科技电子有限公司. XC系列可编程控制器用户手册[基本指令篇][Z]. 2010.
[5] 信捷科技电子有限公司. XC系列可编程控制器用户手册[特殊指令篇][Z]. 2010.
[6] 无锡信捷电气有限公司. XC系列PLC扩展模块用户手册[Z]. 2012.
Designof Automatic Bicomponent Epoxy Adhesives Glue Machine
LI Hong-qun,ZANG Hua-dong,SUN Lan
(Department of Electronics and Communication, Suzhou Institute of Industrial Technology, Shzhou 215104, China)
Abstract:This paper investigates the application of XINJE PLC in the control system of automatic bicomponent epoxy adhesives glue machine with a stepping motor of many pulses output drive According to the. design requirements of its automatic mixing ratio, plastic speed control and glue control, using XINJE PLC as controller, the floating point arithmetic is used to calculate the exact number of drive pulses. Two gear metering pumps driven by the stepper motor are used to mix. This mixing glue machine with high efficiency can meet the needs of production.
Keywords:plastic irrigation machines; automated mixing; programmable controller; touch screen
基金项目
收稿日期:2014-09-26
中图分类号:TP273
文献标志码:B
文章编号:1671-5276(2015)03-0191-02
作者简介:李洪群(1974-),男,江苏苏州人,副教授,硕士,研究方向为电气自动化。 国家自然科学(No. 50979029; No. 51209073)