物流线交换工作台重复定位测量装置的应用
2015-12-21李照山吴海舰李新水张桂花
李照山 吴海舰 李新水 张桂花
(沈机集团昆明机床股份有限公司,云南 昆明650203)
0 引言
随着用户日益增长的多样化、个性化市场需求,柔性制造系统(Flexible Manufacturing System,FMS)迅速发展起来,特别是在航空工业、汽车工业以及轻工消费品生产等行业有了广泛的应用和需求。
柔性制造系统是通常由若干数控加工设备、物流运储装置和计算机控制系统组成,能根据制造任务和生产产品品种的变化而迅速进行调整的自动化制造系统,如图1所示。

图1 柔性制造系统
根据加工要求,柔性制造系统可以把装夹有需加工零件的工作台交换到系统指定的任意一台主机上进行加工,因此具有自动化程度高、加工效率高等优点。但柔性制造系统要求每件工作台在任意主机上的定位精度及重复定位精度非常高,在某厂生产柔性制造系统的交换工作台重复定位精度都须达到0.005mm内,即每一个交换工作台在装入工作主机后,其X、Y、Z三个坐标方向的精度必须保持在0.005mm内。这样就必须在装配及调试柔性制造系统过程中对每台主机及所有交换工作台进行X、Y、Z三个坐标方向的精度测量(图2),由于其重复定位精度高,在测量过程中,必须要精确。经过深入分析和研究现有测量装置后,设计了一套定位测量装置,该装置可同时满足交换工作台往返位置定位精度和重复定位精度检验测量,并可以一次完成交换工作台X、Y、Z三个坐标方向的重复定位误差测量。
1 交换工作台重复定位测量装置结构及工作原理
1.1 交换工作台重复定位测量装置结构
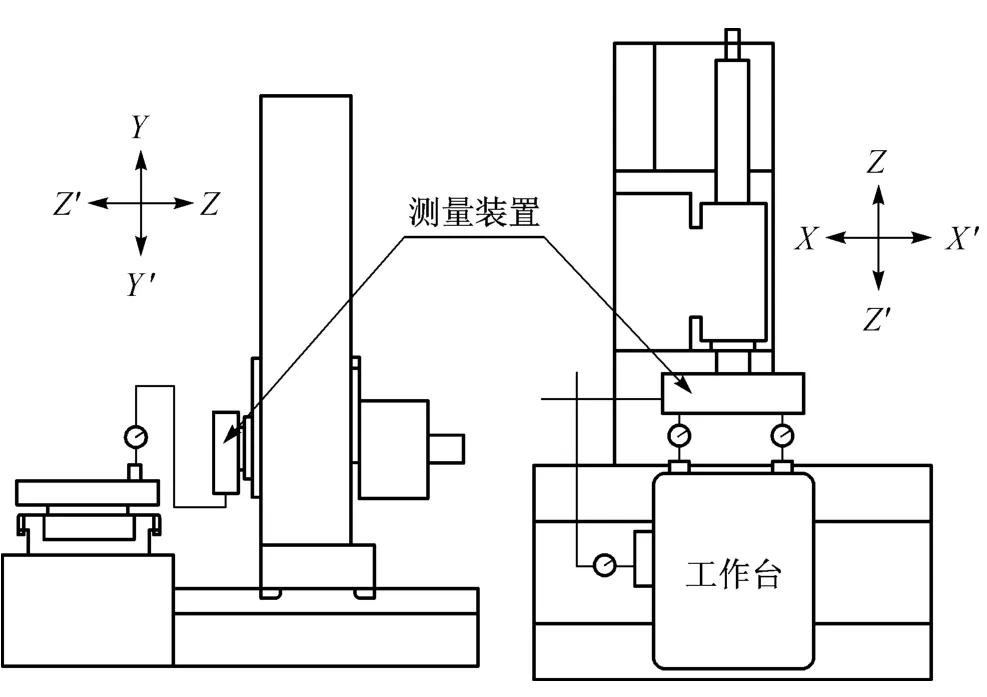
图2 交换工作台8、9、:三个坐标方向测量方式图
交换工作台重复定位测量装置由测量装置架部件1、X坐标方向测量部件2、Y坐标方向测量部件4及Z坐标方向测量部件3组成,如图3所示。

图3 重复定位测量装置结构组成图
1.1.1 测量装置架部件
将同一圆周面孔分成两半圆,下半圆装在夹具体上,起定位作用,上半圆部分可卸式盖上,起夹紧作用,即由测量工具架6、哈弗夹8、螺钉7三部分组成(图4),在使用过程中,测量工具架及哈弗夹结合处存在着间隙,其目的是为了在装夹过程中易装夹及夹紧。
1.1.2 X坐标方向测量部件
X坐标方向测量部件2由支杆9、手扭10、圆柱销11、垫圈12、螺杆13、T型块14组成,如图5所示。

图4 测量装置架结构组成图
1.1.3 Y坐标方向测量部件
Y坐标方向测量部件4由支杆15、手扭10、圆柱销11、垫圈12、螺杆13、T型块14、表夹16组成,如图5、6所示。

图5 测量工具架与8向测量部件连接图
1.1.4 Z坐标方向测量部件
Z坐标方向测量部件3由支杆15、17、18、19,手扭10,圆柱销11,垫圈12,螺杆13,T型块14,表夹16,手扭20,量块21,指示器22组成,如图5、7所示。
1.2 交换工作台重复定位测量装置工作原理
如图8所示,重复定位精度测量装置安装于机床主轴箱前端套筒外圆上,通过部件1中的哈弗夹8来进行夹持锁紧,任选一件工作台进入托盘的初始位置并定位至基准面位置后夹紧托盘油缸,作为首次测量基准及重复测量相对位置基准。通过调整、连接X、Y、Z各坐标方向测量部件2、4、3后锁紧,指示器22调零,重复交换工作台即可用指示器22测量。
2 重复定位测量装置使用方法
(1)重复定位测量装置通过部件1中的哈弗夹8固定于主轴箱前端套筒外圆上,将各测量部件通过T型块14、螺杆13、垫圈12、手扭10连接于测量装置架上,通过调整支杆15、17、18、19的长度使指示器22固定在不影响装卸工作台的位置上。

图6 测量工具架与9向测量部件连接图
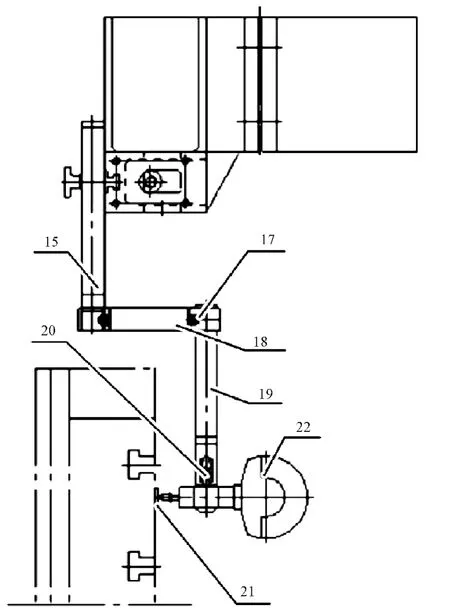
图7 测量工具架与:向测量部件连接图
(2)任选一件工作台从物流生产线运输到交换站,移动到托盘上,确定工作台进入托盘的初始位置及工作台各测量基准面位置后夹紧托盘油缸。
(3)移动主轴箱部件逐步靠近工作台后,除工作台外,主机其余坐标轴均锁紧。

图8 测量架哈弗夹与主轴箱套筒连接局部图
(4)将测量块的一检验面紧靠工作台的定位基准面上,指示器22的测头触及量块21的另一检验面,第一件工作台第一次定位时,指示器22调零,X、Y、Z三个坐标方向均作为首次测量基准及重复测量相对位置基准。在以后检验过程中不能重调指示器22。
(5)任选一件工作台移到托盘上,通过数控操作重复交换3次,每次检验都在工作台进入托盘的初始位置上进行。依次对多件工作台分别在多台主机上校验,每台主机上重复测量3次。
X、Y、Z三个坐标方向误差分别计算,误差以指示器3次中的最大值计(注:“+”为指示器读数的正向,“-”为指示器读数的负向)。
3 重复定位测量装置特点
3.1 定位可靠
依附机床主轴箱前端套筒外圆来定位,通过测量装置架1中的哈弗夹8来进行夹持锁紧,夹紧可靠、稳定。X、Y、Z各坐标方向测量部件的T型块14与哈弗夹8的T型槽通过面接触,并调整T型块14到合适的位置后用手扭10锁紧。
3.2 测量定位基准统一,测量准确度高
X、Y、Z各坐标方向测量部件2、4、3同时连接于测量装置架1上,测量部件只需一次装夹就可完成单件工作台的重复定位精度测量和多件交换工作台的定位精度测量,测量基准点不变,避免了多次装夹误差,测量精度高。
3.3 工作效率高
任意一件工作台交换到主机上,可实现一次性测量X、Y、Z三个坐标方向定位精度和重复定位精度,大大提高了工作效率。
4 结语
实际使用结果表明,该物流线交换工作台重复定位测量装置具有操作方便、测量精度高、工作效率高等优点。该测量装置不仅可用于物流线交换工作台重复定位精度的测量,还可用于双工位卧式加工中心、双工位刨台式加工中心等机床交换工作台的重复定位精度测量,应用范围广泛。
[1]俞圣梅,杜陀.我国FMS技术的发展现状[J].制造技术与机床,1994(2).
[2]东北重型机械学院,洛阳工学院.机床夹具设计手册[M].上海:上海科学技术出版社,1990.
[3]王伯平.互换性与测量技术基础[M].2版.北京:机械工业出版社,2005.
