浅析H型钢定尺兑现率控制
2015-12-21刘轶群山东钢铁股份有限公司莱芜分公司自动化部山东莱芜271104
刘轶群(山东钢铁股份有限公司莱芜分公司自动化部,山东莱芜,271104)
浅析H型钢定尺兑现率控制
刘轶群
(山东钢铁股份有限公司莱芜分公司自动化部,山东莱芜,271104)
本文简单介绍了H型钢的生产工艺,分析了影响定尺兑现率的因素,结合生产实际,通过采取坯重预调、轧制过程长度预测、轧件长度实时计算、提高冷锯定尺精度等措施,使定尺兑现率得到了显著提高。
H型钢;定尺率;长度计算
型钢产品按照长度可分为定尺材和通尺材,定尺材是指按照订单要求切割成长度固定的产品,长度在标准范围内且无固定长度的型材被成为通尺材。非定尺产品的出现,一方面消耗了大量的能源,另一方面严重影响了精整区域的工作效率,进而对整条生产线的生产节奏产生影响。定尺率作为衡量一条生产线的技术、操作及管理水平的综合数据,直接影响着企业的经济效益。莱钢大型H型钢生产线主要生产大中型H型钢、工字钢、F型钢等产品,年产量150万吨,定尺率为98.2%,随着近年市场竞争的加剧,产品规格更换频繁,提高型钢产品成材率与定尺率成了企业降本增效、提高自身竞争力的重要举措。
1 生产工艺简介
型钢线所用原料为连铸异形坯,主要生产设备包括:步进式加热炉1座;万能粗轧机1架;万能精轧机3架;锯机4台;步进式冷床1座;9辊矫直机1座;成品码垛机3组。生产工艺流程如下,异形连铸坯→步进加热炉加热→高压水除鳞→万能粗轧机轧制→万能精轧机组轧制→热锯切头分段→步进式冷床冷却→九辊压力矫直机矫直→成排收集→冷锯定尺→码垛→打捆。
2 影响定尺率的因素及应对措施
结合型钢的生产工艺,我们将影响型钢成材率和定尺的因素列举如下:
1)异形坯来料重量;
2)加热炉烧损及除磷后钢坯表面二次氧化;
3)轧钢过程中的参数调控;
4)精整区定尺控制精度。
2.1 来料重量控制
异形坯来料重量不稳定,是造成定尺率不稳定的主要因素。坯料重量过重,会增加能源的消耗,生产出来多余非定尺产品无法创造经济效益,造成极大的浪费。而坯料过轻,则会造成轧件长度不够,产生短尺,极大的影响成材率与定尺率。
为解决上述问题,应用MES管理系统,从生产订单到产品出库实现一站式跟踪预调。根据订单产品的单位米重和允许工差,结合加热炉实际容量和各工序损失的重量,参考历史轧制数据库资料,对连铸来料重量进行预调指导。在加热炉装料前,对来料进行称重,若来料重量在预调要求的范围之内,执行装炉动作,若来料重量不在范围之内,则将坯料剔除,同时将承重数据反馈回连铸,作为其切割坯料的参考依据。
2.2 加热炉烧损及除磷后钢坯表面二次氧化
加热炉受炉温控制、燃烧组织等因素影响,不但使异形坯烧损严重,造成大量金属损失,还造成煤气能源消耗大幅上升,增加企业运营负担。异形坯在炉内过度氧化,使得氧化铁皮在除鳞过程中难以去除,在后期的轧制过程中易产生腹板氧化铁皮压入,影响型钢表面质量及性能指标,造成成材率与定尺率下降。
为解决该问题,我厂采用控温轧制,并严格根据轧制节奏联系连铸机组进行坯料热装热送,减少异形坯在炉内的时间,减少氧化铁皮的生成。另针对不同规格钢种及轧机轧辊参数,在保证轧机安全的前提下,对异形坯进行降温轧制,有效的降低了烧损。同时,对除鳞设备进行改造,提高一次除鳞后的钢坯表面质量,减少腹板氧化铁皮残留,提高产品质量。
2.3 轧钢过程中参数调整
轧钢过程中,辊缝参数的调整至关重要,是控制成材率与定尺率的关键所在,本生产线精轧区域为三架串列往返轧制机组,轧钢工不但要对钢坯长度进行实时观察,更要根据生产实际情况对轧制参数进行调整,最大程度上避免产品定尺不足情况的出现。因此,在轧制过程中,除了对轧件长度进行实时测量外,控制程序还要对轧件进行终轧长度预判,确保最终产品的定尺兑现率。
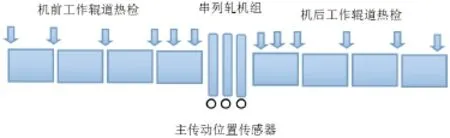
图1 精轧测长设备分布图
精轧测设备分布图如图1所示,轧机前后均安装有热金属检测仪,距轧辊中心线为固定值。当轧件进入轧机,工序最末端的机组检测到有轧制力时,安装在主传动末端的位置传感器开始计数,程序通过高速计数模板将脉冲转换为轧件的真实长度。当轧件依次通过后端热金属检测仪后,程序将轧件长度立刻修正为该元件距轧辊中心线的参考设置距离,同时对位置传感器反馈回的脉冲换算值继续进行累加。当工序末端轧机判断轧件轧制完成时,位置传感器停止计数,并将轧件的计算长度显示在计算机操作画面,以便操作人员及时了解轧件的长度的变化。
为保障最终产品的定尺兑现率,避免短尺的出现,程序记录轧件每一道次的测长数值,根据轧制表辊缝参数的设定值及数学模型,预算出轧件的最终长度。当长度预算值低于计划定尺数后,在画面报警提示,并在最后一道轧制前中断自动程序,待操作人员修改相应参数后并确认后,恢复自动程序。
通过对轧制过程中轧件长度的精确测控,使调整工能在准许范围内灵活调整尺寸正负公差,有效的避免了定尺不足情况的发生,另通过精细控制,减少了成品侧弯、偏心等现象,提高了产品成材率。
2.4 精整区定尺精度控制
精整区域主要对矫直后的成品钢进行收集分组,并对定位收集好的钢组进行定尺锯切。通过合理控制矫直力、改造定尺机性能提高冷锯定尺精度、型材定尺温度自动补偿、优化控制程序等一系列措施,使得定尺率得到了显著提高。
3 结束语
莱钢大型H型钢生产线通过坯重预调、加热炉燃烧控制、轧钢参数调整、提高精整区定尺精度控制等一系列措施,成材率和定尺率均得到了有效提高,型钢成材率达到98.3%,定尺率稳定在99.2%以上。产品质量得到了提升,产生了较大的经济效益。
[1]吕晓茜,江楠,鲍红宾.铸坯定尺精确性的影响因素分析和改进[J].自动化技术与应用. 2013(08)
[2]王成龙,张国锋,段文宇,于美丽,冯旻. 定尺剪系统改造设计与应用[J]. 山东冶金. 2015(01)
[3]段丕荣.优化4145H锭型,提高定尺材成材率[J].特钢技术.2009(01)
Analysis of the control of the H type steel gauge control
Liu Yiqun
(Automation department,Shandong Iron &Steel Co. Ltd,Shandong Laiwu,271104)
This paper briefly introduced production technology of H type steel, factors analysis of the impact of fixed length cash rate, combined with the actual production, by taking billet weight preset, rolling length prediction, workpiece length is calculated in real time and improve the cold saw fixed length accuracy measures the length of cash ratio has been improved significantly.
H type steel; fixed length; length calculation
TG335.4
A
