利用三甘醇脱水工艺从源头解决大庆地区输气管道冻堵问题
2015-12-16刘清王玉宝
刘清 王玉宝
(大庆油田天然气分公司规划设计研究所)
1 问题提出
大庆油田有限责任公司天然气分公司负责管理外输天然气管道114条1 193km,覆盖南到哈尔滨、北到齐齐哈尔的160×104个民商用户。
近年来,在冬季气温低的情况下,商品天然气管道频繁发生冻堵问题,给下游用户造成严重影响。解决商品天然气管道含水高易冻堵问题,对于保证冬季天然气管网安全运行和减少对下游用户用气影响具有十分重要的意义。
2 问题分析
大庆油田冬季平均气温为-16.4℃,极端最低气温-39.2℃。输气管道冬季运行时,管道内的天然气随着环境温度的降低,饱和水蒸气以游离水的形式不断结露析出,并在管道低点形成冻堵。经过大量的取样分析,主要是由于深冷装置的外输天然气水露点不合格,造成了外输天然气管网冬季频繁冻堵。
油田气深冷装置的外输天然气由脱甲烷塔塔顶干气和分子筛再生气两部分组成,见图1。
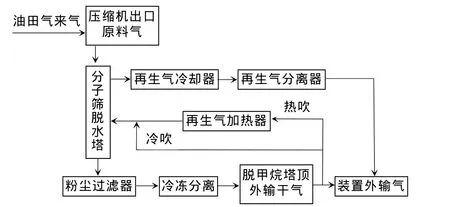
图1 深冷装置分子筛脱水及再生工艺流程
深冷装置的原料气脱水,基本采用分子筛脱水工艺。分子筛脱水装置一般设有两塔流程,主要由两个装填有分子筛固定床的脱水塔组成,运行时一塔脱水一塔再生,循环切换操作。在分子筛的再生循环中,由再生气“热吹”与“冷吹”两部分工艺组成,“热吹”即通过加热使分子筛吸附的物质被脱除的过程;“冷吹”即由冷再生气通过分子筛床层使其冷却达到备用的过程。用于分子筛再生的天然气取自脱甲烷塔顶干气,再生后返回至装置外输气干气汇管,与脱甲烷塔顶来的干气混合,作为装置外输天然气。
分子筛再生流程如下:
“热吹”操作。再生操作期间,取自脱甲烷塔顶部分干气作为再生气直接进再生气加热器后自塔底进入分子筛脱水塔,用以加热、吸附分子筛,然后自分子筛塔顶流出,经再生气冷却器冷却后进入再生气分离器,分离出冷凝下来的饱和水后汇入外输气管网。
“冷吹”操作。在冷吹操作期间,脱甲烷塔顶来的部分干气作为冷吹气不需进入再生气加热器,通过旁通直接进入分子筛脱水塔,冷吹再生后的分子筛床层使其降温冷却,为下个脱水循环做好准备。冷吹气流经再生气冷却器和分离器后汇入外输气管网。
油气加工三大队北I-1天然气深冷装置总外输天然气量为 24 100m3/h,其中脱甲烷塔顶干气流量为20 100m3/h,分子筛再生气流量为4 000m3/h。
“热吹”操作期间,取自脱甲烷塔顶的部分干气经再生气加热器加热至 260℃进入分子筛脱水塔对分子筛加热,吸附分子筛的水分后经再生气冷却器冷却至40℃左右,进再生气分离器,分离出冷凝下来的饱和水后进入装置外输气管网;“冷吹”操作时,干气直接进入分子筛脱水塔对分子筛进行冷却,为下一个原料气脱水过程做好准备。冷吹气经再生气冷却器、再生气分离器冷却、分离后,汇入装置外输气管网,完成一个再生循环。
为确定造成深冷装置外输天然气含水量高的原因,分别对北I-1天然气深冷装置的脱甲烷塔顶气、分子筛脱水塔再生气和装置总外输天然气汇管进行水露点取样分析,见表1。
从表1看出,脱甲烷塔顶气作为外输天然气水露点是合格的,但是,由于脱甲烷塔顶气的一部分作为分子筛再生气/冷却气,当冬季分子筛热吹再生操作时,再生气吸附分子筛中大量水分后经再生气冷却器冷却并经再生气分离器分离饱和水后,再生气分离器出口的天然气温度约30℃,而此时的“干气”仍是含有30℃饱和水的天然气。当这部分再生气与塔顶干气混合后进入外输天然气汇管后,使得总外输天然气水露点升高了。此时的装置外输气作为商品天然气进入管网,换算成冬季输气管道输气工况下,其水露点约为5~6℃。由于冬季气温寒冷,外输管道较长、温降大,极易析出饱和水并造成管道冻堵;另一部分用于冷吹再生气对分子筛床层的冷却过程中,仅对分子筛进行冷却操作,含水量未发生改变,输送至外输管网中不会造成外输天然气水露点的改变。
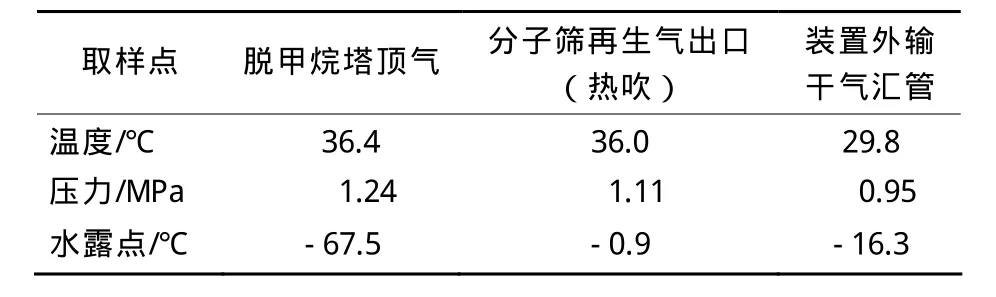
表1 北I-1天然气深冷装置外输天然气含水量分析
分子筛再生过程中用于热吹的干天然气吸附了大量的饱和水分,汇入到装置外输气管网,导致了总外输天然气水露点升高,是造成冬季商品天然气输气管网结露冻堵的主要原因。
3 改造方案
为解决冬季商品天然气输气管道冻堵问题,主要考虑从降低分子筛热吹再生气的含水量入手,结合其他油气田的经验,共有4个可选择方案:
方案一:再生气不进入外输管网,用于自耗气消耗后剩余的少部分气量再进入压缩机入口的集气汇管。优点是投资小,改造工艺简单;缺点是再生气进入集气汇管,降低了装置工作效率,能耗增加,影响轻烃回收率,不是很好的解决办法。
方案二:新建再生气分子筛脱水装置,对再生气进行二次脱水。优点是不影响轻烃回收率,脱水深度较高;缺点是新建再生气分子筛脱水的再生气依然进入外输天然气管网,不能根本解决问题,投资也比较高。
方案三:利用丙烷制冷系统对再生气冷凝脱水。优点是可以彻底解决再生气含水高问题;缺点是需依托制冷系统,降低了系统运行效率,不经济。
方案四:新建三甘醇脱水装置,对再生气二次脱水。优点是可彻底解决再生气含水高问题,脱水效果好,结构紧凑,系统独立,流程简捷,操作方便;缺点是一次性投资相对较大。
通过对比分析,推荐采用方案四三甘醇脱水方案。
4 三甘醇脱水方案简介
利用三甘醇的亲水性,在三甘醇吸收塔中使甘醇与再生气充分接触,将再生气中的水分吸收到甘醇溶液中,使再生气含水量大幅降低,从而实现外输天然气水露点达标。
三甘醇脱水装置主要设备由三甘醇吸收塔、精馏塔、三甘醇泵、过滤器、再生气换热器,三甘醇贫富换热器组成,流程示意见图2。
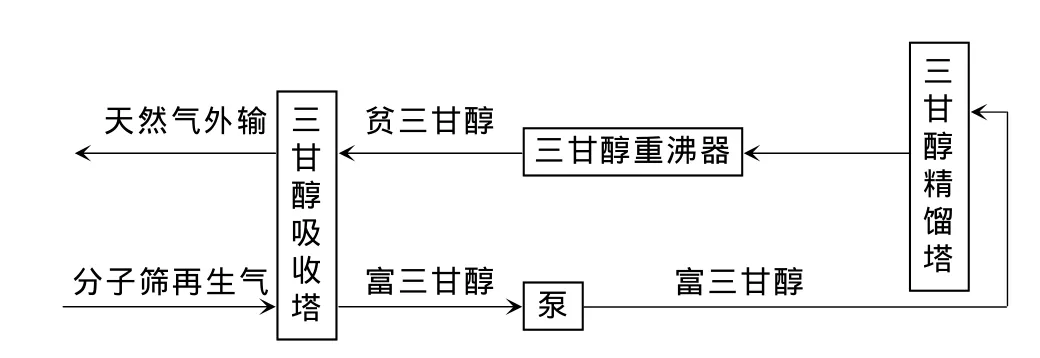
图2 分子筛再生气三甘醇脱水工艺
天然气脱水流程:再生气在三甘醇吸收塔下部的气液分离段进入,通过填料与从塔上部进入的贫三甘醇液充分传质交换脱出水分后,再经过吸收塔内置套管式换热器与进塔的贫三甘醇进行换热后,进入外输天然气汇管。
三甘醇再生流程:贫三甘醇液由上部进入三甘醇吸收塔,通过填料与再生气交换吸收完再生气的水分后,生成富三甘醇溶液,经塔底三甘醇泵打入三甘醇精馏塔,经塔顶部盘管换热、过滤后进入重沸器,加热蒸发水分得到三甘醇贫液,为下一次循环使用做好准备(三甘醇浓度超过99.7%)。
5 三甘醇脱水应用
北I-1油田气深冷分子筛再生气三甘醇脱水装置投产多年来,装置运行稳定,外输天然气水露点持续合格。表2是某时期三甘醇的pH值及浓度变化表,表3是某时期再生气脱水前后及外输气水露点测量数据统计表。
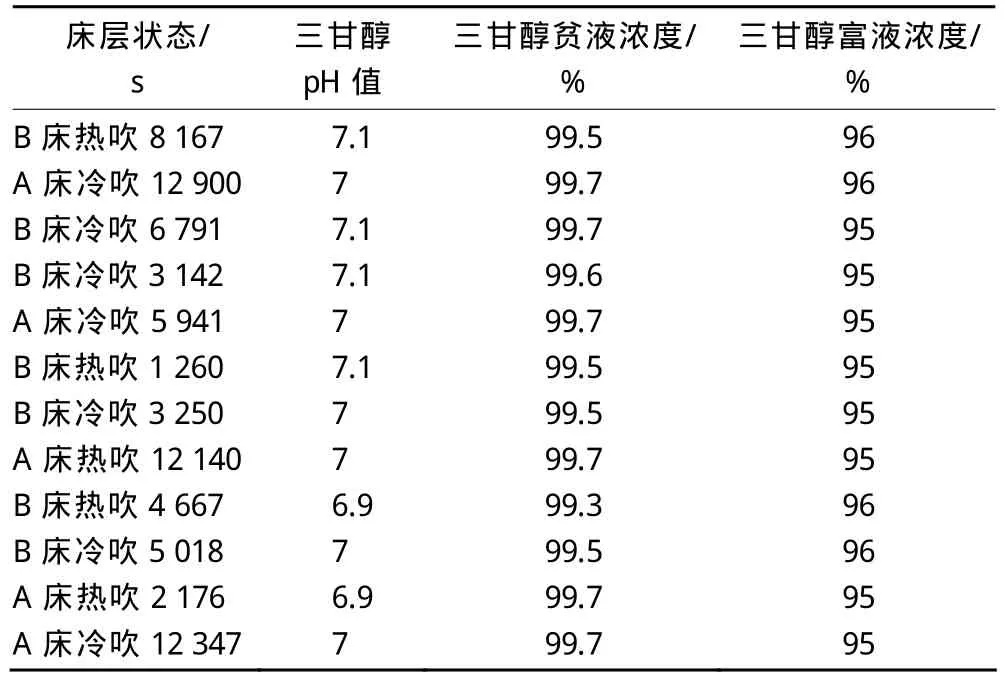
表2 脱水及再生时三甘醇pH值、浓度值统计表
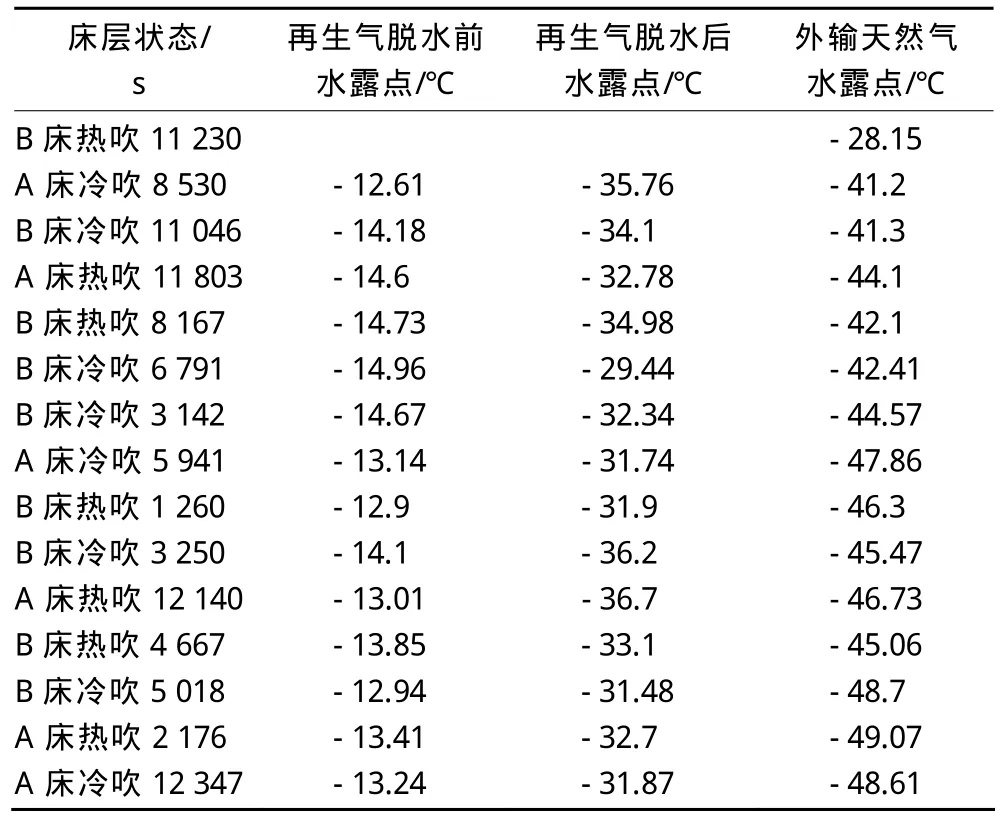
表3 再生气脱水前后露点测量数据统计表
6 结语
分子筛再生气增设三甘醇脱水装置后,脱水效果良好,操作简便、实用,完全满足大庆地区冬季外输天然气的水露点需求,经济效益和生产效率明显提高。目前,已在南八天然气深冷、北I-2天然气深冷和南压天然气深冷装置上推广应用。
[1] 苏建华,许可方,宋德琦,等.天然气矿场集输与处理[M].北京: 石油工业出版社,2004: 199-207.
