焊丝对2A12铝合金焊接接头组织和力学性能的影响
2015-12-09韩丽娟李小欣李继承
韩丽娟,李小欣,李继承
(1.平高集团有限公司,平顶山467001;2.河南平高电气股份有限公司,平顶山467001)
0 引 言
铝合金由于密度小、比强度高、耐蚀性好、无磁性、成形性好以及低温性能好等特点而广泛应用于工业领域。2A12(LY12)硬铝合金是一种共晶型高强度硬铝合金,具有优良的综合力学性能,在航空、航天、舰船制造等领域[1]用于制造各种承受高载荷的零件和结构件,如飞机的骨架、蒙皮、翼肋、翼梁、隔框零件铆钉[2-3]等。作为典型的硬铝合金,2A12铝合金的焊接性较差,主要表现在易氧化、易产生气孔、易产生热裂纹以及接头不等强度等方面,焊接时需要采取一定的工艺措施才能获得性能优良的焊接接头。刘守法等[4]利用不同形状的搅拌头对高强度异种铝合金2024-T3与7075-T6进行了搅拌摩擦对接焊,并对焊缝的宏观形貌、硬度及接头的拉伸性能、断口形貌进行了分析;严军等[5]对8mm厚2A12铝合金板进行了CO2激光-MIG(熔化极惰性气体保护焊)复合焊接,讨论了焊接电压和焊接速度对焊缝几何参数的影响,认为熔深和母材熔化面积取决于焊接速度,此外他们还研究了接头的显微组织和力学性能;许良红等[6]分析了微观组织对MIG焊接接头冲击韧性的影响,认为在焊接过程中生成的CuAl2是影响接头冲击性能的主要因素。到目前为止,大部分研究人员的研究重点主要集中在焊接方法及工艺对2A12铝合金焊接接头的影响,而关于焊丝对其焊接性能影响的研究则鲜见报道。鉴于此,作者采用不同牌号的焊丝对2A12硬铝合金进行了逆变氩弧焊接,研究了焊丝对焊接接头显微组织、强度和硬度的影响。
1 试样制备与试验方法
1.1 试样制备
试验用母材为2A12-T4(固溶热处理+自然时效状态)铝合金,其尺寸为330mm×125mm×5mm,化学成分见表1。母材焊接坡口形式为“Y型”,焊接方式为对接焊,坡口尺寸如图1所示。选用BJ-380A(北京航天材料及工艺研究所)和ER4043(郑州船王有限公司)焊丝,二者均为光亮直丝,直径为4mm,焊前不需酸洗,它们的化学成分见表2。
在OTC ADMIRAL 500W 型氩弧焊机上进行TIG(钨极氩弧焊)焊接。焊前用钢丝刷或砂轮将2A12铝合金坡口两侧20mm范围内的氧化膜清理干净,然后用干净的棉布蘸酒精或丙酮溶液擦拭,以除去油污、氧化物等。然后按表3所示的工艺参数进行焊接,焊后进行检验,焊缝外表面应光滑,不允许有裂纹、气孔和咬边等焊接缺陷。

表1 2A12铝合金的化学成分(质量分数)Tab.1 Chemical composition of 2A12aluminum alloy(mass) %

表2 两种焊丝的化学成分(质量分数)Tab.2 Chemical composition of two kinds of welding wires(mass) %
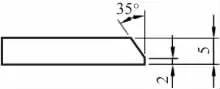
图1 母材坡口尺寸Fig.1 Size of base metal groove
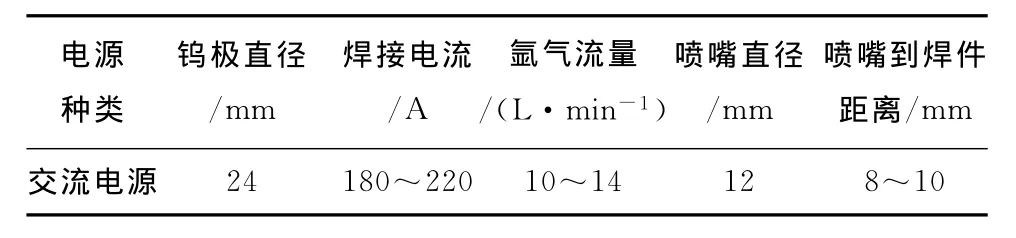
表3 焊接工艺参数Tab.3 Welding parameters
1.2 试验方法
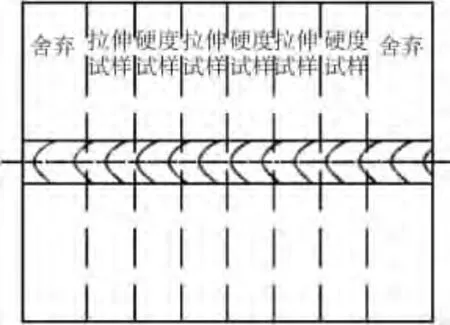
图2 拉伸和硬度试样截取示意Fig.2 A bridged general view of sampling for tensile properties testing and hardness testing
焊后,按图2所示截取硬度试样和拉伸试样。按照GB/T 231-2009《金属材料布氏硬度试验》制备硬度试样,室温下在HB-3000型布氏硬度计上沿垂直于焊缝方向进行硬度测定,同一位置的硬度值取3个试样的平均值;按照GB/T 228-2002《金属材料室温拉伸试验方法》制备拉伸试样,室温下在WEW-100B型液压万能试验机上进行拉伸试验,拉伸速度为1mm·min-1,抗拉强度取3个试样的平均值;采用 Axio Scope.A1型蔡司光学显微镜(OM)及JSM 6510A型扫描电镜(SEM)进行显微组织观察,腐蚀剂为HF、HCl、HNO3和H2O按体积比1∶1.5∶2.5∶95配制成的混合溶液;采用D2phase型X射线衍射仪(XRD)进行物相分析,铜靶,波长为0.154 06nm,工作电压为30kV,工作电流为10mA。
2 试验结果与讨论
2.1 显微组织
由图3可知,2A12铝合金母材为铝-铜-镁合金,其组织由黑色块状S强化相Al2CuMg和基体α-Al组成。
由图4和图5可知,两种焊丝接头焊缝区均为典型的铸态枝晶组织,且晶粒生长方向以弯曲形状垂直于焊接方向,具有一定的方向性。这是因为在焊接过程中,靠近焊接熔池的母材为冷基体,焊接熔池熔融液体一般沿热扩散方向凝固结晶生长所致;热影响区晶界粗化,晶粒大小不一,在晶界和晶内均有强化相析出。与图4(a)相比,图5(a)中焊接接头的晶粒更细小;图4(b)与图5(b)无明显区别;但与图4(c)相比,图5(c)的晶界中有更多的第二相析出。有研究表明[6-7],晶界上共晶组织的脆性大,对焊缝金属的拉伸性能极为不利;同时焊接热输入导致合金中的镁元素被烧损,形成的强化相Mg2Si的数量极为有限,这也会降低接头的抗拉强度。

图3 2A12铝合金母材的显微组织及XRD谱Fig.3 Microstructure(a)and XRD pattern(b)of 2A12aluminum alloy base metal

图4 2A12铝合金焊接接头的显微组织(ER4043焊丝)Fig.4 Microstructure of 2A12aluminum alloy welded joint with ER4043welding wire:(a)welded joint;(b)weld seam zone and(c)heat-affected zone
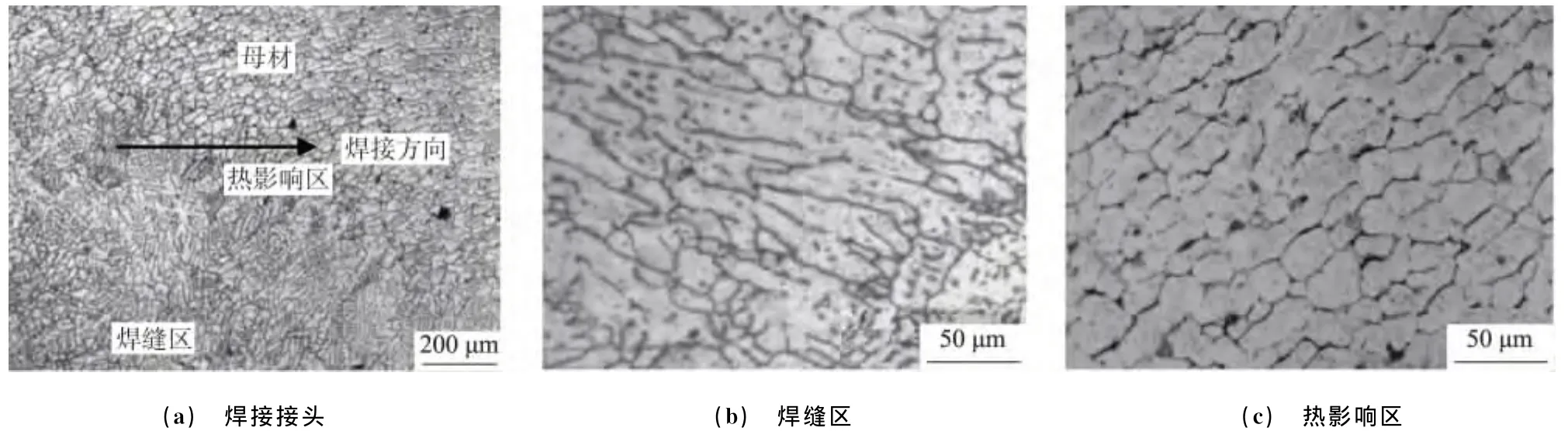
图5 2A12铝合金焊接接头的显微组织(BJ-380A焊丝)Fig.5 Microstructure of 2A12aluminum alloy welded joint with BJ-380Awelding wire:(a)welded joint;(b)weld seam zone and(c)heat-affected zone
2.2 抗拉强度及硬度
无论采用哪种焊丝,2A12铝合金焊接接头的抗拉强度均在200MPa以上,如表4所示,可达母材强度(约为414MPa)的50%以上;且断裂部位均位于热影响区。这是因为焊接过程中的热输入导致接头热影响区组织粗化,低熔点共晶物偏聚于热影响区组织的晶界间,加之热影响区软化,在拉应力作用导致热影响区先发生断裂。与BJ-380A焊丝相比,ER4043焊丝接头的抗拉强度较高,平均值为281MPa,达到了母材强度的67.9%。
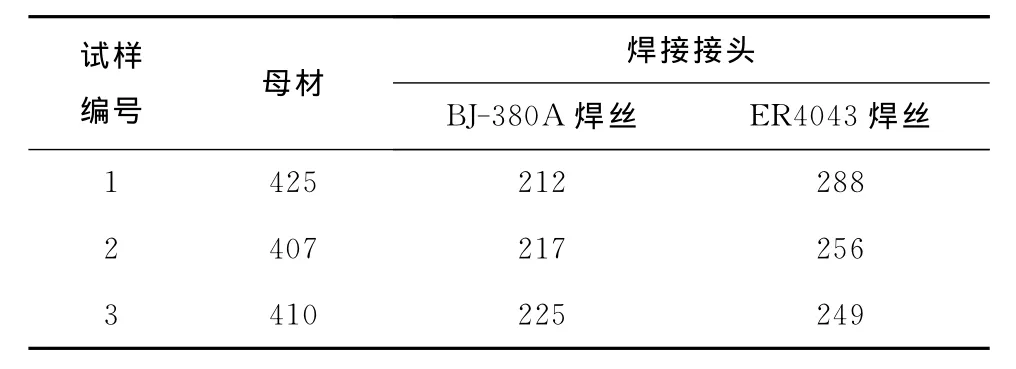
表4 母材及不同焊丝接头的抗拉强度Tab.4 Tensile strength of base metal and welded joint with different welding wires MPa
由图6可知,两种焊丝接头中焊缝与热影响区的硬度均低于母材的(103HB),硬度最低值出现在热影响区,靠近焊缝区;距焊缝越远,硬度逐渐升高,越趋向于母材的;与BJ-380A焊丝相比,ER4043焊丝接头的硬度稍高一些,这与上述其抗拉强度较大的结论相符。
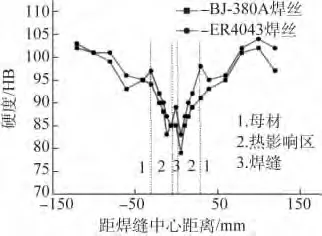
图6 不同焊接接头上距焊缝中心不同距离处的硬度Fig.6 Hardness at different distances from welded joints center
由图7(a)可知,2A12铝合金母材的拉伸断口主要为韧窝型断裂,为韧性断裂,断口上有明显的纤维状特征,存在大量的韧窝和撕裂棱,韧窝尺寸大小不一,这是由于第二相析出及杂质的共同作用造成的[8],热影响区晶界第二相析出分布如图4(c)和图5(c)所示。与母材相比,焊接接头拉伸断口上的韧窝变少变浅,底部变平,拉伸断裂主要为脆韧混合型断裂。与BJ-380A焊丝相比,ER4043焊丝接头拉伸断口上的韧窝尺寸较小且数量多,这与其焊接接头抗拉强度较高的结论相一致。

图7 2A12铝合金母材及不同焊丝接头拉伸断口的SEM形貌Fig.7 SEM morphology of 2A12aluminum alloy base metal and welded joints with different welding wires:(a)base metal;(b)ER4043welding wire and(c)BJ-380Awelding wire
3 结 论
(1)两种焊丝接头的焊缝区均为典型的铸态枝晶组织,晶粒生长方向以弯曲形状垂直于焊接方向,具有方向性;热影响区晶界粗化,晶粒大小不一,在晶界和晶内均有强化相析出;与ER4043焊丝相比,BJ-380A焊丝接头热影响区的晶界中有更多的强化相析出。
(2)两种焊丝接头的抗拉强度均能达到母材的50%以上,断裂部位均位于热影响区;ER4043焊丝接头的抗拉强度为281MPa,为母材的67.9%;两种焊丝接头的拉伸断口均呈脆韧型混合断裂,母材断口呈韧窝型断裂。
(3)两种焊丝接头硬度的最低值出现在热影响区,靠近焊缝区;与BJ-380A焊丝相比,ER4043焊丝接头的硬度稍高一些,但它们均低于母材的(103HB)。
[1]张士林.简明铝合金手册[M].上海:上海科学技术文献出版社,2001.
[2]TANG Y X,ZHANG Y K,WANG X D,et al.Elastic properties modification in aluminum alloy induced by laser shock processing[J].Mater Sci Eng:A,2001,297:138-145.
[3]马壮,李应红,汪诚,等.激光冲击处理2A12航空铝合金低循环疲劳寿命影响研究[J].材料热处理学报,2007,28(增1):46-48.
[4]刘守法,蔡云,吴松林.不同形状搅拌头异种铝合金搅拌摩擦焊接头的性能[J].机械工程材料,2014,38(3):80-84.
[5]严军,高明,曾晓雁.激光-MIG复合焊接2A12铝合金工艺和接头性能[J].中国有色金属学报,2009,19(12):2112-2118.
[6]GUO Xu-ming,YANG Cheng-gang,QING Bai-nian.Pulsed MIG welding process of high strength Al-Cu alloy[J].Transaction of China Welding Institution,2004,25(4):7-8.
[7]彭云,许良红,田志凌,等.焊接热输入对高强铝合金接头组织和性能的影响[J].焊接学报,2008,29(2):17-21.
[8]许良红,田志凌,彭云.微观组织对高强铝合金接头冲击韧度的影响[J].机械工程学报,2009,45(7):108-113.
