基于Moldflow的型腔数量及浇口位置对变形的影响分析
2015-11-24耿海珍贾林玲
□ 耿海珍 □ 贾林玲
江门职业技术学院机电技术系 广东江门 529090
基于Moldflow的型腔数量及浇口位置对变形的影响分析
□ 耿海珍 □ 贾林玲
江门职业技术学院机电技术系 广东江门 529090
翘曲变形是注塑件的主要缺陷,影响注塑件的精度、装配性能和使用性能,是衡量产品质量的重要指标。浇口位置对塑件成型的翘曲变形影响很大,基于Moldflow软件,采用侧浇口一模四腔、侧浇口一模两腔、潜伏型浇口一模两腔三种注射方案,对与零件尺寸精度密切相关的总变形量进行有限元分析,从而确定塑件的最佳注塑方案。利用研究结果,可以有效缩短模具开发周期,减少修模次数,降低生产成本,提高产品质量。
注塑成型 翘曲变形 浇口 Moldflow
塑料成型是现代工业生产的重要手段之一,收缩是注塑成型过程中不可避免的一种物理现象,成型收缩不均匀所引起的翘曲变形是塑料制品常见的质量缺陷之一[1],它不仅与材料特性有关,还与塑件结构、模具设计及成型工艺有关[2]。翘曲变形不仅影响注塑件的精度和装配性能,同时对制品的外观质量和使用性能也有一定的影响[3],是注塑制品很棘手的问题。翘曲变形作为衡量产品质量的一个重要指标,受到了广泛的关注和重视。
塑件结构和材料确定后,模具设计的核心及重要环节就是确定型腔数量和浇口位置。浇口是充填时熔体流动和保压时压力传递的必经通道,直接影响塑料熔体流动的平衡、聚合物分子和纤维的取向、填充结束时制品的体积收缩和尺寸的稳定性,对塑件成型的翘曲变形影响很大[4-7]。
本文利用Moldflow软件,对典型薄壁面壳塑件进行注塑成型模拟分析,研究型腔数量及浇口位置对塑件总变形量的影响,对与零件尺寸精度密切相关的翘曲情况进行有效预测,提高一次试模的成功率,缩短模具开发周期,减少修模次数,提高产品质量,最终达到降低生产成本、提高生产效率的目的。
1 塑件成型工艺性分析
相机前盖是一种比较典型的薄壁面壳零件,其结构如图1所示。外形尺寸为90 mm×65 mm×25 mm,产品周边位置处壁厚为2 mm,侧面有圆孔,3级精度,由塑件的尺寸公差表(SJ/TI10628-1995)可知,其长度方向的尺寸公差值为0.3 mm,大规模生产,材料选用Novodur
P2MC ABS。
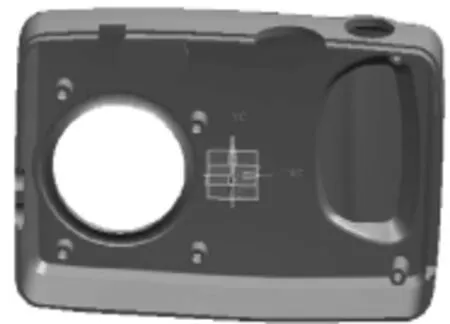
▲图1 零件结构图
2 塑件的网格划分
2.1 模型的简化
模型的简化是通过Moldflow cad doctor软件完成的。在进行Moldflow分析之前,需对产品模型进行必要的简化和合理的修改。因为分析能否顺利进行、分析结果是否可靠,都和产品的网格模型有着直接的关系,而网格模型是在产品的3D模型上直接生成的。产品网格模型是由大量具有公用边的三角形单元组成,细小、细微结构必然导致三角形单元的激增和网格质量的下降,因此,对于较复杂的3D模型,在进行网格划分之前一般都需要进行简化。模型的简化应遵守的原则是:尽量减少过小的倒角;去除对分析结果影响不大的细小、细微结构;在不影响分析结果的前提下,尽量保证面与面之间的棱线过渡,尽量避免小圆角过渡。
2.2 产品导入与网格划分
将简化的模型以 Fusion的网格形式导入Moldflow,对导入的产品进行网格划分和修复。其划分的最终结果应保证以下基本条件:自由边、非交叠边、定向错误的单元数、相互交叉的单元数、完全重叠的单元数的值都为零。三角形最大纵横比的值应保持在6到8之间,最大值不应超过20。网格的匹配率则应保持在90%以上,以便能得到准确的结果。对划分网格的统计结果见表1。

表1 网格修复后的统计结果
3 注塑成型过程模拟分析
成型高精度塑件时,模腔不宜过多,通常不超过四腔,且必须采用平衡布置分流道的方式[8-10]。此塑件为3级精度,其长度尺寸方向的最大公差不得超过0.3 mm,属高精度工件,考虑到此件为大批量生产,为提高生产效率,降低成本,可预先采取一模四腔的平衡式注塑方式。
由文献[11]分析得出,最佳浇口位置位于塑件的中心。在综合最佳浇口位置的分析结果与产品要求的情况下,笔者提出两种可行的浇口形式:位于工件侧面的侧浇口以及位于中心位置下表面的潜伏型浇口。
3.1 采用侧浇口时产品成型过程模拟分析
该零件的表面要求光洁,而点浇口的浇口较小,长度很短,脱模后塑件上的浇口痕迹也不明显,因而采用侧浇口时也不需要再修正浇口痕迹。因此浇口采用直接侧浇口形式,方便零件的后续清理。
3.1.1 一模四腔矩形平衡式布局
型腔排列方式及塑件总变形量的分析结果如图2所示,由图中可知,产品拐角处单边产生的最大变形为0.7 mm左右,此结果严重超过了产品要求0.3 mm的公差值,根本无法生产出满足要求的合格产品。产生次品的主要原因是产品变形严重超差、变形不均匀无法装配等。
通过对其初始流动分析可知,由于型腔布置的不对称,使分流道内的熔体注入4个型腔时产生不同的注射时间,这对高精度塑件的生产是严重不利的。此方案虽然能在大规模生产的形势下,很大程度地提高生产率,但由于型腔布置方式严重的不对称,由此产生的注射过程的不平衡,会引起产品成型后尺寸与性能不稳定。另外,由于产品在开模过程中需要侧抽芯结构,此型腔布置方式会大大提高模具的制造成本,降低塑件的成型质量,这对于大批量高精度塑件的生产及装配都是不允许出现的。从塑件的精度要求及生产类型综合考虑,宜改用一模两腔对称布置的产品生产方式。

▲图2 侧浇口一模四腔模拟分析
3.1.2 一模两腔对称布局
其型腔排列方式及塑件总变形量的分析结果如图
3所示,从图3(b)明显看出,在改变型腔数量及排列方式而其它成型参数不改变的情况下,塑件的变形分布及其总变形量得到了很大程度的改善。最大翘曲变形的位置为塑件两周边薄壁处及拐角处,其最大值为0.096 4 mm,满足产品长度方向尺寸公差为0.3 mm的要求。
通过对其流动性分析可知,由于型腔布置的对称性,使分流道内的熔体注入2个型腔时注射时间的差别有了很大程度的改善,从而基本上保证了注射过程的平衡,有效降低了塑件的翘曲变形,稳定了产品成型后的尺寸与性能。
3.2 采用潜伏型浇口时产品成型过程模拟分析
由于位于中心位置下表面的潜伏型浇口能很好地满足产品的外观要求,并能与软件分析的最佳浇口位置重合,在此采用潜伏型浇口一模两腔进行分析研究。型腔排列方式及塑件总变形的分析结果如图4所示。
由图4(b)可知,最大翘曲变形的位置在一个周边及其它3个周边的3个点处,其变形量分别为0.09 mm、0.057 7 mm、0.050 4 mm和0.045 1 mm,同样满足产品长度方向尺寸公差为0.3 mm的要求。
对比图3(b)和图4(b)的分析结果,塑件的最大变形量均满足公差要求,但从产品变形分布的角度看,潜伏型浇口一模两腔的注射方案更合理,产品变形的分布明显优于侧浇口。其主要原因是由于采用侧浇口进行填充时,浇口位置的不对称,导致了型腔对称位置处的填充时间、冷却时间及保压情况有所不同,因此会使产品在收缩冷却过程中产生差别,严重时会产生明显的翘曲变形,这对外观要求较高的高精密塑件的生产是不利的。

▲图3 侧浇口一模两腔模拟分析

▲图4 潜伏型浇口一模两腔模拟分析
4 结论
基于确定的模具型腔布置和浇口形式,利用Modlflow软件对与零件尺寸精度密切相关的“塑件总变形量”进行了有限元分析。综合上述分析结果,采用一模两腔侧浇口和一模两腔潜伏型浇口的注射方案,塑件的最大变形量均满足公差要求,但一模两腔潜伏型浇口的注射方案,塑件变形的分布优于测浇口。
必须指出的是,由于现实的生产过程中存在着众多不确定的因素,以及在有限元分析过程中所做的简化处理,使分析结果与实际生产存在一定的差异。因此在产品的生产过程中,在充分运用CAE软件的同时,还要结合实际生产条件对分析结果进行适当的调整,使其与实际情况更加吻合。
[1]钱欣,金杨福.塑料注射制品缺陷与CAE分析[M].北京:化学工业出版社,2010.
[2]尤芳怡,戴秋莲,刘晶峰.Moldflow辅助壳形注塑件变形分析及其加强筋的优化设计 [J].华侨大学学报 (自然科学版),2013,34(4):376-379.
[3]郭志英,梁书云,张宜生,等.聚苯乙烯平板翘曲变形的实验研究[J].中国塑料,2000(10):43-47.
[4]吕长友,于同敏.浇口设计对塑件收缩规律影响的数值模拟[J].塑料科技,2008,36(8):68-72.
[5]梅益,汪希奎,肖石霞,等.复杂注塑零件翘曲最优化控制方法研究及应用[J].塑料工业,2013,41(5):52-54.
[6]桂和利,芮春燕.基于Moldflow的汽车电器支架塑料件浇口优化设计[J].轻工科技,2014(7):117-118.
[7]苗瑞,宋桂珍,亓秀梅.基于模流分析的注塑模浇口优化设计[J].太原理工大学学报,2013,44(4):457-460.
[8]吴梦陵,张珑,孔凡新,等.一模多腔平衡式注塑模具结构充填流动不平衡现象[J].塑料,2014,43(2):110-113.
[9]刘彦国,严慧萍.注塑成型模腔数量的择优确定[J].电加工与模具,2006(4):46-49.
[10]屈华昌.塑料成型工艺与模具设计[M].北京:机械工业出版社,2008.
[11]耿海珍,任莉新,杨俊茹.基于MPI的相机前盖注塑成型工艺优化设计[J].机械设计与研究,2013,29(6):59-62.
(编辑 小 前)
TH162;TQ320
A
1000-4998(2015)06-0076-03
2015年2月
