脉动送气方式及其电弧现象
2015-11-23赵双喜宋永伦张文辉王艳清
赵双喜,宋永伦,张文辉,王艳清
(北京工业大学机械工程与应用电子技术学院,北京100124)
脉动送气方式及其电弧现象
赵双喜,宋永伦,张文辉,王艳清
(北京工业大学机械工程与应用电子技术学院,北京100124)
提出一种脉动式保护气体TIG焊工艺。介绍脉动送气系统的构成与控制功能,观测了脉动送气的电弧现象和气流变化。采用氩-氦气体的交替切换,无论在直流还是脉冲电流的条件下,均具有控制电弧能量的变化,促进熔池运动,能达到一种能量脉冲的工艺效果。
TIG焊;保护气体;脉动送气;电弧现象
0 前言
钨极惰性气体保护焊(TIG)是一种重要的焊接方法,使用的气体有单一气体、二元或多元混合气体。单一气体主要是惰性气体——氩气(Ar)和氦气(He)。当添加一定量的N2、H2等气体时,能改善熔池金属与熔滴的表面张力或提高电弧的焓值与能量。氩弧焊时,电弧稳定性好,但氩弧容易扩散,加热不够集中;氦弧具有较大的熔透能力,但稳定性不如氩弧。俄罗斯学者A.M.Zhernosekov,R.G.Tazetdinov等人提出了交替保护气体的熔化极弧焊工艺,结果表明:该方法具有减少焊接变形,提高不锈钢等材料的熔深和焊接速度[1-2]等效果。国内在这方面的研究尚未见报道。
本研究提出一种脉动式保护气体TIG焊工艺。在直流电流条件下,控制器控制电磁阀动作交替供给保护气体氩气和氦气;在脉冲电流条件下,脉冲电流基值时采用电弧稳定性好的氩气,在电流峰值时采用熔透能力较强的氦气[3],跟随脉冲电流交替供给,更好地发挥两种气体的优势和脉冲TIG焊工艺的特点,具有使弧压有序变化的弧压脉冲模式,控制电弧能量的变化,促进熔池运动,达到一种“能量脉冲”的工艺效果。
1 脉动送气系统与功能
1.1脉动送气的控制
脉动送气控制原理如图1所示。其要求的功能是:交替输送不同保护气体并要求与脉冲电流实现同步。由电流传感器实时监测焊接脉冲电流信号[4],经过转换变成电压信号给保护气体控制器提供脉冲信号输入,分别控制不同气体的电磁阀开关,对焊枪实现气体切换。其中,对硬件电路的要求是反应时间必须控制在毫秒级。输出信号控制电磁阀的动作必须跟随霍尔电流传感器输出脉冲信号,对时间延时控制亦在毫秒级。
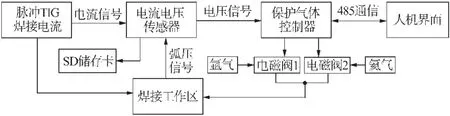
图1 脉动送气控制系统示意
对控制器设有自发和触发两种工作模式。自发模式即控制器自设给电磁阀信号交替动作,进行交替保护气体的供给;触发模式即控制器跟随脉冲电流信号,控制电磁阀动作进行交替保护气体的供给。在控制器工作前,需要进行自发模式和触发模式的模式选择,并进行参数设置。
1.2电磁阀选择
由于电磁阀的动作要紧跟脉冲信号,因此需要对电磁阀的响应时间提出较高要求。在此选用尼克福斯的高频电磁阀,型号为35A-ACA-DDAA-1BA。主要技术参数有:直流24 V供电,功率5.4 W,通电响应时间6 ms,断电响应时间2 ms。
由电流信号上升沿触发两个电磁阀的切换动作。电磁阀关闭时间为2 ms,同时触发另一电磁阀的打开,而电磁阀打开的时间为6 ms,对切换过程中的4 ms处于无保护气体状态的时间,通过在控制器的控制程序中加延时来解决。
1.3人机界面设计
人机界面是用于设定控制参数和方便操作。系统所选人机界面为昆仑通态公司生产的TPC7062KX系列7.0英寸高亮度TFT液晶触摸屏,这是以低功耗CPU为核心(主频400 MHz)的高性能嵌入式一体化触摸屏,配有两个串口,端口COM2支持RS485通信,触摸屏和控制器之间采用RS485串口通讯。
触摸屏界面设计使用了MCGS7.6嵌入版组态软件,经过功能优化和操作方便的考虑,操作者根据工艺设计选择不同的模式。需要设置的参数有:电磁阀触发时间为脉宽参数设置,电磁阀延时关闭补偿时间参数设置等;同时为了操作者更直接的观察系统状态,界面中可以实时显示保护气体的供给状态以及系统工作状态是否正常等信息。
2 脉动送气的电弧现象与效果
2.1脉动送气的电压变化
直流30~200A及脉冲电流基值50A、峰值120A条件下,Ar和Ar-He保护气体转换产生的电弧弧压变化值的检测结果如表1所示,气体的切换频率为1 Hz。图2分别是自触发和电流脉冲触发的电弧电压与电流的波形。
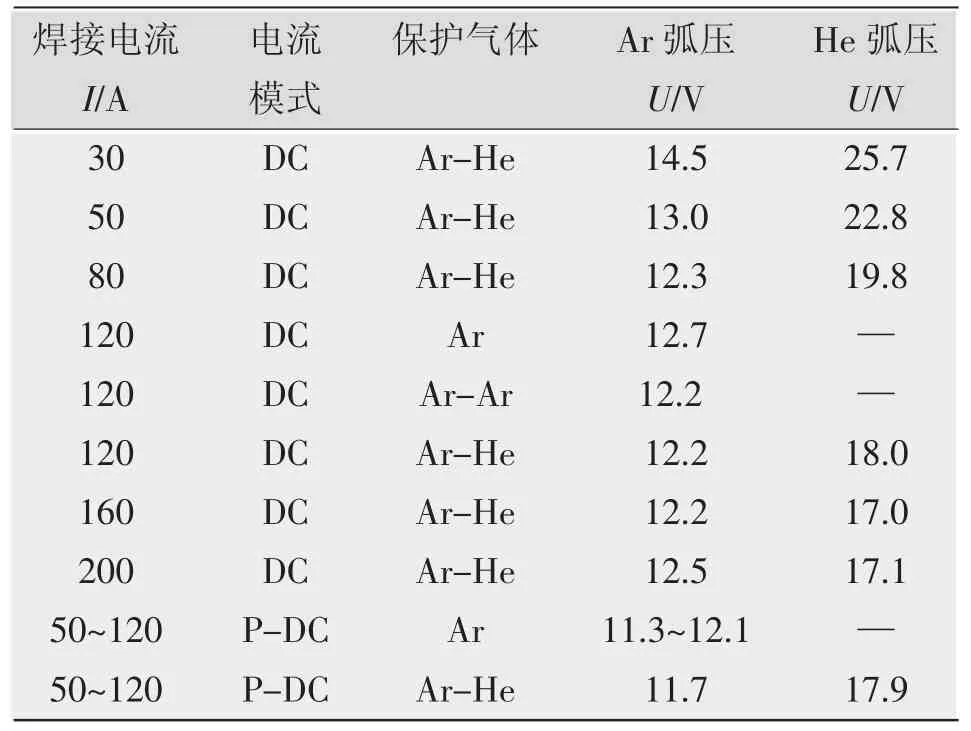
表1 不同保护气体条件下的弧压值

图2 电弧电压与电流波形
2.2脉动送气的电弧与气流的变化
图3和图4分别是Ar-He替换送气电弧形貌的变化及其相应的气流流场的变化。由图可见氩电弧切换为氦电弧的形貌变化,氦电弧能量向阳极(熔池)聚集现象。在气流场的形貌方面,氩气保护范围自喷嘴口顺钨电极向熔池方向膨胀,而氦气紧靠钨电极并在钨极端向熔池散开。由此可见,两者保护范围和效果的不同,显然氩气保护的范围会较大些。
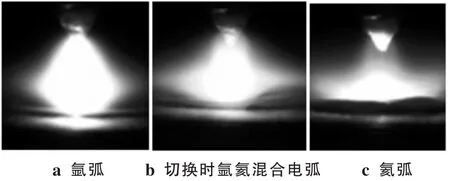
图3 氩-氦替换送气电弧形貌的变化
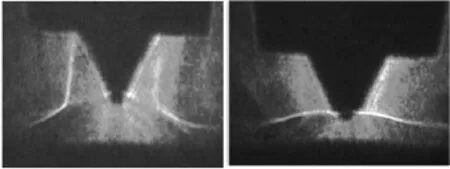
a氩气b氦气图4 喷嘴口氩气和氦气气流形貌
3 脉动送气的焊接电参数特征
3.1脉动送气正脉冲特征
在脉冲电流条件下,不同保护气体类型的电弧弧压波形与特征如图5所示。氩气流量均为15L/min,氦气流量15 L/min,弧长2 mm,脉冲电流基值50 A、峰值120 A。图5a为单一保护气体氩气的弧压图,图5b为与焊接脉冲电流同步的弧压图,基值时段通氩气,峰值时段通氦气。
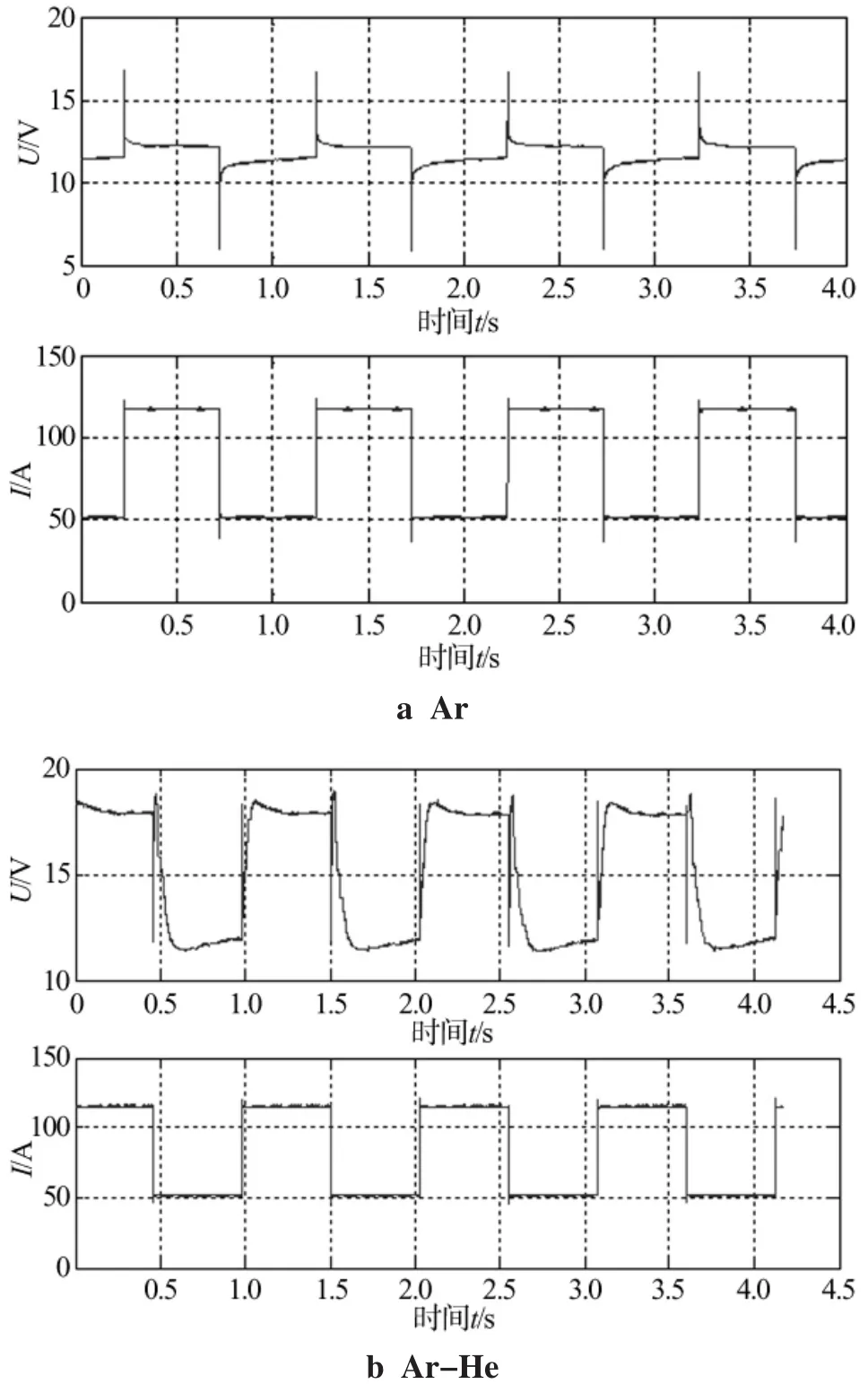
图5 相同脉冲电流不同保护气体类型的弧压波形
由图5可知,脉冲电流条件下,同一种保护气体氩气产生的弧压是脉冲弧压,基值弧压平均为11.3V,峰值弧压平均为12.1 V,弧压差0.8 V;氩气-氦气交替供给产生的弧压也是脉冲弧压,基值通氩气时弧压平均为11.7V,峰值通氦气时弧压平均为17.9V,弧压相差6.2 V。因此,在脉冲电流下,通过保护气体的切换可产生显著的弧压脉冲,加强了脉冲电弧的“脉动效应”。
3.2两种电压“负脉冲”现象
当脉冲电流基值电流远小于峰值电流值时,不论是单一保护气体氩气还是He-Ar交替供给,弧压都出现“负脉冲”现象。图6为脉冲电流基值为7A、峰值80 A、占空比80%,通单一保护气体氩气的“负脉冲”波形图;图7为脉冲电流基值12A、峰值120A,占空比80%,电流基值时通氦气,峰值时通氩气,He-Ar交替保护气体下“负脉冲”波形。
由图6a可见,电流为基值时氩弧电压为22.9V,电流峰值的氩弧电压为10.1V,弧压相差12.8V;由图6b可见,电流基值时氦弧电压为32.8 V,电流峰值的氩弧电压为10.0 V,弧压相差达22.8 V。这一现象的机理是“非热等离子态”电弧与“热等离子态”电弧的转换,即电弧在“负阻特性”和“正阻特性”之间的变化。图7是以U-I图方式表达图6b的He-Ar交替保护的“负脉冲”电弧特征。
4 结论
介绍了脉动送气系统的构成与控制功能,观测脉动送气的电弧现象。采用氩-氦气体的交替切换,无论在直流还是脉冲电流的条件下,均能达到一种“能量脉冲”的工艺效果。利用脉动送气功能,可观测到电弧的负脉冲现象,能够为“非热等离子”电弧物理的研究提供稳定工作的条件。
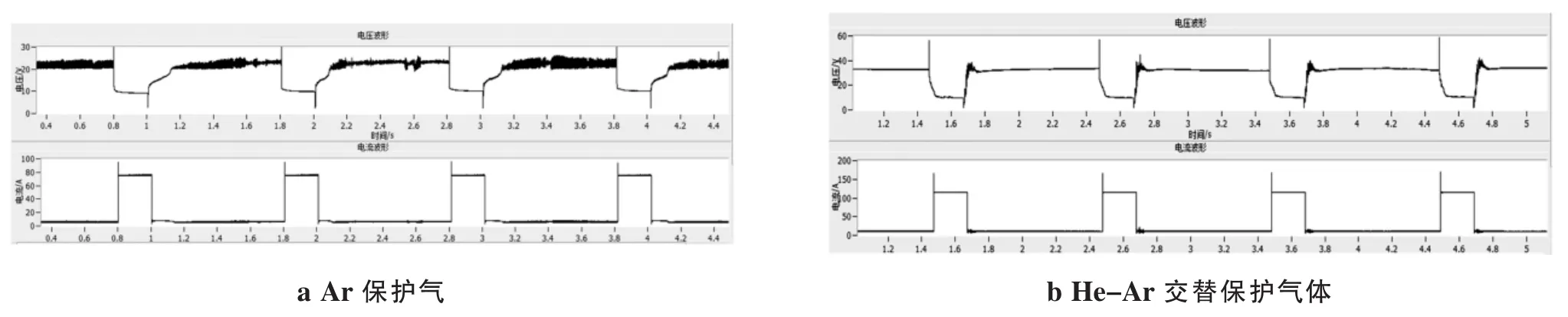
图6 “负脉冲”波形
图7 He-Ar交替保护下“负脉冲”U-I图
[1]Zhernosekov A M.Combined pulsed effect of shielding gases and welding current in consumable electrode welding[J]. SvarochnoeProizvodstvo,2013,66(12):9-13.
[2]Tazetdinova R G,Novikov O M.Arc welding in shielding gases withalternatepulsedsupplyofdissimilar gase[J].SvarochnoeProizvodstvo,2012,65(1):38-42.
[3]黄思俊.不同保护气体对6082-T6铝合金GTAW焊接接头组织和力学性能的影响[J].机械工程材料,2014(38):43-46.
[4]陆婷婷.弧焊过程信息监测及工程化应用研究[D].北京:北京工业大学大学,2012.
Pulse gas supply mode in TIG welding and its arc phenomena
ZHAO Shuangxi,SONG Yonglun,ZHANG Wenhui,WANG Yanqing
(BeijingUniversityofTechnology,Beijing100124,China)
A pulse shielding gas TIG welding technology is put forward in this article.The constitution and control function of pulse gas supply system are introduced,and the arc phenomenon and airflow changes of the pulse gas supply are observed.No matter under the condition of direct current or pulse current,using alternating argon-helium gas switch can control the change of arc energy,promote the movement of molten pool and achieve a process effect of"energy pulse".
TIG welding;shielding gas;pulse gas supply;arc phenomenon
TG444+.74
A
1001-2303(2015)11-0006-04
10.7512/j.issn.1001-2303.2015.11.02
2015-05-05;
2015-07-29
国家自然科学基金项目(51275009)
赵双喜(1987—),男,河南新蔡人,工程师,硕士,主要从事焊接自动化和焊接工艺的研究工作。
