售后市场报修空压机窜油的分析及改进
2015-11-23居艳梅
居艳梅
(同济大学汽车学院,上海200092)
售后市场报修空压机窜油的分析及改进
居艳梅
(同济大学汽车学院,上海200092)
介绍了售后市场上用户报修空压机窜油的质量问题。从多方面分析了造成窜油问题的各种因素,并提出相应的解决措施。列举了几个处理窜油质量问题的实际案例。为今后处理类似问题提供了参考。
空压机窜油售后市场用户报修
1 前言
在大中型客车及中、重型卡车上,空压机(或称空压泵)有着广泛的应用。空压机系统的作用是:在合适的压力范围内向整车用气设备提供清洁、干燥和低温的压缩空气,同时保证空压机处于合理的负荷状态,并且不影响发动机的性能。压缩空气主要用于刹车制动系统及客车的车门开关系统;对于某些高等级大客车,还用于整车的空气弹簧悬架[1]。空压机系统对于车辆的正常运行很重要。
空压机系统的主要零部件有进气管路、空压机、排气管路、干燥器/冷凝器、储气罐、调压阀/安全阀/单向阀等。
售后市场上,与空压机有关的质量报修主要有:空压机损坏,打气速度慢,排气管路或某部件漏气,空压机窜油等。本文就空压机窜油这类问题,分析各种可能的影响因素,讨论改善的思路,并列举几个实际案例。
2 关于空压机窜油
用户抱怨的空压机窜油,指空压机的排气管路里、或下游的用气设备里出现了过多的润滑油。这些窜油,源头都是来自于空压机。
目前车用空压机都是往复活塞式,是典型的“曲柄-连杆-活塞-活塞环”结构,类似柴油机,需要机油来润滑[1]。在工作过程中,空压机的曲轴箱内充满了油气,而曲轴箱底部则始终存有较高温度的机油。随着活塞/活塞环的泵油效应,不可避免地会将曲轴箱中的油气及一部分散布在缸筒内壁及活塞环槽中的机油带入到压缩空气中,并随着空压机排气进入下游气管路及储气系统,甚至用气设备之中。空压机排气中的含油量过多,并且在进入储气设备之前仍未被有效地分离、排出,就形成了俗称的“空压机窜油”现象。按当前的行业水平,空压机排出的压缩空气中含有极少量的润滑油是难以避免的。
空压机窜油会对空压机系统造成危害,体现在以下几个方面。
(1)控制阀或制动系统管路里的橡胶密封件出现腐蚀、损坏,严重时可能会造成制动控制系统失灵,影响行车安全。
(2)可能导致其他用气设备(如空气弹簧悬架)出现故障。
(3)缸盖上的排气阀及阀门弹簧结胶,影响空压机的正常工作。
(4)机油耗增大,增加车辆的运营成本。
(5)排放超标,污染环境。
因此,必须严格控制压缩空气中的含油量。在实际中,客车及公交行业对窜油问题更加敏感,要求更严格。
关于空压机窜油的具体指标,在我国有标准予以规范[2],即QC/T 29078-1992《汽车用空压机技术条件》中采用“随气排油量”进行量化规定。标准中规定,在转速低于2 000 r/min时,随气排油量不得超过0.08 g/m3。但值得注意的是,这是对空压机的量化指标,其限值及测试方法仅限于空压机本身,并不涉及上下游的管路系统及其他零部件。
3 空压机窜油的影响因素分析及应对措施
影响窜油程度的首要因素就是空压机本身的结构设计。其次,还有其他因素,如:空压机系统的进、排气管路,空压机与整车用气设备的匹配等。另外还有市场因素及零部件的可靠性质量问题等。
3.1 空压机结构设计的影响
可能导致窜油问题的空压机结构方面的因素主要有:(1)活塞环材料的选用是否合适;(2)活塞环与环槽之间的间隙、回油截面是否合适;(3)活塞与缸壁的间隙是否合适;(4)缸套是否存在严重的变形、失圆;(5)进油量过大;(6)回油不通畅。
因此,为从源头控制随气排油量的多少,就需要从上述因素着手,优化空压机的结构设计,同时还必须保证空压机自身的润滑需要,不至于拉缸。
文献[3]提到,通过降低空压机的进油量,明显改善了窜油问题。文献[4]提到,通过优化空压机回油孔的结构,使回油更通畅,明显改善了窜油问题。还有文献[5]提到,通过增大空压机的压缩比,明显改善了窜油问题。
3.2 空压机与用气设备匹配的影响
空压机的排气压力和流量,必须与整车的用气设备相匹配。如果排量偏小,则空压机的负荷率(负荷系数)就会增大。负荷率过高,将导致泵气时产生的热量无法及时散出去,空压机会过热,这可能导致下列几方面的问题:(1)空压机故障率增加,使用寿命缩短;(2)活塞环的密封性下降,机油更容易混入排气管路;(3)排气温度升高,影响下游干燥器的性能。
空压机的负荷率,指空压机泵气的时间占车辆运行时间的比率。负荷率的测量,可以通过对整车的实际运行路谱做统计分析得到。
因此,如果负荷率过高,将造成空压机可靠性下降,使用寿命明显缩短,更容易引发包括窜油在内的多种故障问题。普遍认为,空压机的负荷率不得超过50%,一般推荐范围30%~40%。
合理控制空压机负荷率有以下途径:(1)选择大排量的空压机;(2)根据整车空压机系统的情况,选择合适的卸荷类型;(3)优化排气管路,尽可能降低流动阻力;(4)选择用气量较小的用气设备。
为降低空压机的负荷率而选用大排量空压机,也会带来不利影响,因为空压机的外形体积及重量会更大、消耗功率会更多、采购成本会更高。因此,大排量空压机的方案需要做综合评估,找到最优平衡点。
空压机的卸荷方式,有进气卸荷和排气卸荷两种。考虑到结构特点及零部件的可靠性因素,国内更多采用的是排气卸荷。
3.3 空压机进排气管路的影响
3.3.1 空压机的进气系统
空压机的进气必须是过滤后的清洁空气,以避免活塞环的异常磨损。进气管路应尽可能顺畅,减少阻力,进气口处的负压越小越好(压力的绝对值越小越好);负压越大越容易导致窜油。如S公司推荐,空压机进气口处的负压限值为:排量小于500 L/min,负压不得超过-4 kPa;排量大于500 L/min,负压不得超过-5 kPa。
为降低空压机进气口处的负压值,可采取的措施有:缩短取气管路的长度、加大管路的有效通径、优化取气管口的形状、避免管路(橡胶管)折瘪、减少气管路的折弯等。文献[3]和文献[6]都提到,通过优化进气管路,降低进气阻力,从而有效控制窜油的实例。
空压机的进气方式,首选从空滤器之后取气。只有少数是从压气机之后取气,此种方式的优点是进气阻力小,甚至是正压,可提高空压机的充气效率。一般认为:对于公交客车类的整车,只推荐从空滤器后取气的方式,原因在于公交客车的使用工况以低速大扭矩为主,增压后取气将使空压机跟柴油机“抢气”的效应更明显,对发动机性能的负面影响过大。如,S公司对某排量为10 L的柴油机做过的台架试验,结果表明,相对于从大气环境取气,空压机从中冷器后取气时,柴油机性能有小幅度的恶化,功率、扭矩降低,油耗升高。
对于需要从增压后取气的柴油机,要事先经过空压机、增压器与柴油机的整体性能匹配、调试。根据C公司的推荐,从增压后取气的空压机系统,还必须在干燥器内或干燥器之前,增加一个增压保护阀,其作用是在空压机卸载过程中,防止出现增压后的柴油机进气从空压机系统泄漏,影响发动机性能。
此外,从增压后取气,即使从中冷器后取气,进气温度仍然要高于空滤器后取气,这将增加空压机的热负荷,对空压机的可靠性是很不利的。图1为两种空压机取气方式的示意图,其中,虚线为从空滤器后取气,实线为从增压(或中冷)后取气。
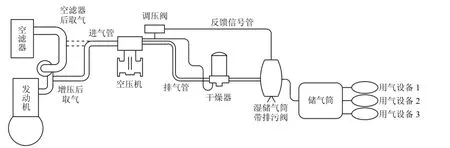
图1 两种空压机取气方式的系统示意图
3.3.2 空压机的排气系统
从空压机排出的压缩空气温度很高,最高可接近190℃,多数工况下也都处于120~160℃,这将极大地影响到下游干燥器的可靠性及正常使用,因此必须将排气温度降低。一般要求排气温度在进入干燥器之前不得高于66℃。为了降低排气温度,通常在干燥器之前装配一个冷凝器,或湿储气筒,以冷凝过滤的方法搜集压缩空气中的水汽及油气,并通过排污口将其排出。此环节“拦截”下来的油气越多,下游的干燥器、储气罐及用气设备出现油污,造成“窜油现象”的程度就越轻。文献[5]提到,通过加大干燥器的容量,也能有效地改善窜油问题。
排气管路的内径不能过小,以降低流动阻力。排气管路的走向,应尽量连续下行,不得有下弯段,严格禁止上下蛇形盘绕布置,防止冷凝水及油水的沉积,否则在冬季时可能引起冰冻使排气不畅。
3.4 其他因素
有些窜油问题是源于用户的不规范使用,如:机油牌号不符合要求;未及时更换机油导致机油过脏,使空压机的活塞环出现异常磨损等。再如:用户长期超载运行,制动系统的用气量明显加大,使空压机长时间高负荷运行。
还有些窜油问题是由于零部件的可靠性质量差造成,比如:卸荷阀卡死,空压机不能卸载而长期处于高负荷状态运行。
4 对几个空压机窜油案例的处理
4.1 案例一
某公交公司反馈,车辆在使用过程中出现批量性的空压机窜油问题,更换空压机后使用不久再次出现窜油现象。首先对更换下来的空压机旧件做故障件分析,按QC/T 29078标准的规定,在台架上测试随机排油量,未发现异常。之后,到现场对该柴油机在该车型上的安装、匹配做检查,并检测空压机的进气阻力。测试数据如表1所示。

表1 空压机进气阻力的实测结果
测试结果表明,发动机转速超过1000 r/min之后,空压机进气阻力都超过了-4 kPa,在扭矩点和标定点,进气阻力更高,这是不合理的。根据S公司推荐:进气阻力不得超过-4 kPa。
对空压机进气管路做优化改进,加大取气管路的直径,适当缩短管路长度。之后再次测量,进气阻力降低,基本符合推荐值。整改之后,窜油的程度明显改善,得到了用户的认可。
4.2 案例二
用户(某车队)报修反映,空压机窜油量大、打气慢,担心可能会影响车辆运行安全,同时抱怨机油耗高导致运营成本增加。接报后,首先检查了空压机的进、排气管路系统,未发现异常,进气阻力也在推荐范围内;其次又初步排除了各类调压阀、干燥器等故障的可能性;再将更换下的几台空压机,返回厂家做台架测试,排气量也符合技术要求,窜油量也无明显异常。上述检查排除了空压机本身的质量问题。后经过与整车厂做进一步深入沟通,发现整车定型批产后对储气筒做过改动,由原定的容量85 L改为130 L。由此找到了问题根源,储气罐容量增加后,空压机排气量就偏小,导致打气时间长,打气速度慢。此外,由于排气量偏小,导致空压机长时间处于负载状态,负荷率偏高,导致窜油量偏大。
根据整车的用气量及储气罐的容量,重新匹配空压机,选用排量更大的空压机。跟踪验证,用户反映改进效果很明显。
4.3 案例三
某公交公司反映,整车行驶2 000~4 000 km,批量出现空压机窜油大的现象,并且导致冷凝器密封圈腐蚀损坏,担心整车的气路系统存在安全隐患,要求主机厂分析空压机窜油及冷凝器损坏的原因,并及时整改。到公交公司汽修厂现场查看,确认冷凝器、干燥器出口处确实存在大量的油污,见图2。已拆下的冷凝器O型橡胶圈,已经有变形失效的情况,见图3。
按标准QC/T 29078在现场随机测试了3辆车,均未发现异常。对冷凝器O型圈做材质分析,为丁腈橡胶。空压机至冷凝器之间的排气管路,材质为铜管,长度约2.8 m。经测量,经过铜管冷却后的压缩空气在到达冷凝器时温度约120℃。据此初步判断原因是:空压机的排气在到达冷凝器时温度过高,超过了冷凝器O型橡胶圈的承受能力,因此导致O型圈的失效、变型,密封性变差,甚至漏油;而密封圈失效后,反过来又使得空压机更频繁地加压泵气,负荷率升高,从而进一步恶化空压机的随气排油量。
解决方案:降低到达冷凝器时的排气温度,防止O型圈失效。在实际整改中,由于该车型的结构限制,排气管路的改动比较困难,经过优化后排气温度有降低但仍偏高,因此,实际的处理方案是:对排气管路略做优化,适当加长,同时更改了O型圈的材质,选用能够承受更高温度的耐油橡胶。批量更换后,跟踪了十个月,未再出现冷凝器O型圈失效、漏气漏油的质量报修。
4.4 案例四
某公司反映,车队中有几辆车子,空气悬架气囊的高度阀橡胶圈损坏严重,拆检更换时还发现有大量机油,认为是空压机窜油量大所致,要求更换空压机并分析窜油量大的原因。
现场对车辆检查,未发现空压机及气管路系统有明显异常,但是冷凝器的排污口处比较干燥,无油迹,这比较反常。一般情况下只要冷凝器的排油功能正常,通过排污口出来的油气、水汽,很容易吸附灰尘,导致排污口有明显的油污现象。而断开空压机排气管与冷凝器的管路,简单测试空压机的随气排油量,未发现异常。因此,基本断定是冷凝器的排油功能出现了故障。
进一步了解该型号冷凝器的工作原理:冷凝器的排油是通过延时继电器控制,继电器每10 min通电一次,一次通电时间为7 s,让冷凝器的排油阀工作,向外排出油污。再对报修车辆做此测试,发现排污阀不工作,压缩空气中的油、水无法正常排出。过多的机油无法排出,集聚在气囊的高度阀里,而高度阀的橡胶阀片的耐油性一般,最终造成高度阀的阀片失效。更换损坏的冷凝器,同时将气囊的高度阀片更换为耐油性更好的材质。

图2 冷凝器出口存在明显油污

图3 冷凝器O型圈已明显变型
5 结束语
售后市场上,引起空压机窜油质量报修的原因有多方面。在处理此类市场报修时,一般都可基于本文上述分析对各因素做逐项排查、确认。当然,还要结合现场问题的具体情况,综合分析,从可能性较大、又便于查找的因素着手。
[1]《汽车工程手册》编辑委员会.汽车工程手册·设计篇[M].北京:人民交通出版社,2001.
[2]QC/T 29078,汽车用空气压缩机技术条件.
[3]邢磊,蔡敏.空气压缩机窜油质量问题的试验研究及其设计改进[J].柴油机设计与制造,2011(1).
[4]唐喻林.CCEC车用发动机上的空压机介绍及常见故障分析[J].重发科技,2005(3).
[5]王仪林,杨俊武.柴油机用空压泵的性能改善[J].柴油机设计与制造,2013(2).
[6]庞冰薇,黄冬梅.汽车用空气压缩机进气管路对窜油故障影响的研究分析[J].内燃机,2013(5).

图5 BN法(磁弹法)检测装置原理
4.5 磁弹法在磨削烧伤上的应用
目前该方法主要使用一种芬兰Stresstech公司研制的Rollsca磁弹仪系列仪器,且主要在发动机凸轮轴、曲轴、轴承、齿轮等高硬度磨削表面进行过烧伤检测试验与应用。
5 结语
运用巴克豪森效应及仪器检查高硬度轴类磨削表面是否烧伤,已被认为是可行的。但目前拘于表面状态与MP值的对应关系边界较模糊,不能准确界定,仪器与检测探头成本较高,使其在生产线上的应用受到限制。可以预料,在多种高硬度表面磨削烧伤检查领域,随着产品质量要求的需要,磁弹法的应用将逐步得到推广。
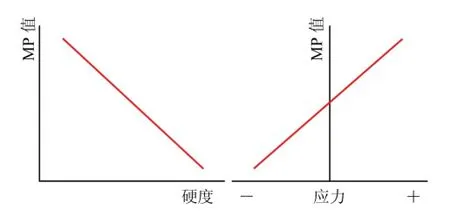
图6 表面状态与MP值的对应关系
参考文献
[1]库拉科夫K M等.磨削缺陷的预防[M].金同熹,译.北京:机械工业出版社,1987.
[2]杨叔子主编.机械加工工艺师手册[M].北京:机械工业出版社,2001.
[3]林信智.感应淬火零件残余应力及载货车半轴感应淬火技术条件商榷[J].汽车工艺与材料2004(10):16-19
[4]上海市机械制造工艺研究所有限公司.销轴应力测试报告[R].2013.
[5]李良琦.取代磨削的硬切削[J].国防制造技术,2010(1):58-59
[6]王素玉高速铣削加工表面质量的研究[D].山东大学,2006.
[7]Wojtas A S.使用磁巴克豪森噪声法检测钢制零件磨削后的热损伤[J].王献锋,译.轴承技术,2003(1):42-46.
Analysis and Improvement for Oil-Expelling Problem of Air Compressor in the Aftermarket
Ju Yanmei
(Tongji University,School of Automotives Studies,Shanghai 200092,China)
The paper introduced the oil-expelling problem of air compressor in the aftermarket.Many influencing factors to the problem have been analyzed in various aspects,and the corresponding solutions are pointed out.The author listed several actual-cases about the repairing processing of oil-expelling problems. It's helpful to dealing with the similar quality issues.
air compressor,oil-expelling,aftermarket,maintenace service
10.3969/j.issn.1671-0614.2015.04.013
来稿日期:2015-08-29
居艳梅(1976-),女,工程师,主要研究方向为用户市场质量问题的分析及改进。
