建筑钢结构应用焊接机器人技术发展趋势
2015-11-16戴为志陈杰曾祥文陆安洪
戴为志 陈杰 曾祥文 陆安洪
目前世界工业发达国家焊接自动化程度已高达80%,因此在工效和质量上都有很大的优势。而在我国按手工焊和自动焊消耗的焊材估算,名义上焊接自动化程度为30%,相比之下存在很大差距。随着建筑焊接结构朝大型化、重型化、高参数精密化方向发展,焊接手工操作的低效率和质量的不稳定往往成为生产效率的提高和产品质量稳定性的最大障碍。为适应高强、厚板、长焊缝的特殊要求,焊接水平特别是自动焊水平的提高是实现钢结构技术快速发展的关键所在,因此,迅速提高我国焊接自动化程度已经成为一项刻不容缓的重要任务。
1. 建筑钢结构焊接机器人的选型
在我国可供建筑钢结构选型的焊接机器人很多,大致可分为两大类:第一类,摇臂式机器人;代表厂家有唐山松下及开元,北京时代集团。第二类,爬行式机器人;代表厂家为北京石油化工学院(见图1~图3)。
焊接机器人选型问题是“仁者见仁,智者见智”,不必要求统一。然而笔者认为:建筑钢结构件粗大硕长,移动式机器人在这方面有优势,特别是现场施工;在制作方面,摇臂式机器人加上工作辅机也大有用武之地;关键是合理的性价比。
2. 建筑钢结构移动机器人应用
浙江精工研究焊接机器人技术多年,目前已经取得一定突破,主要包括以下方面。

图1 唐山松下摇臂式机器人及辅机

图2 北京时代集团摇臂式机器人
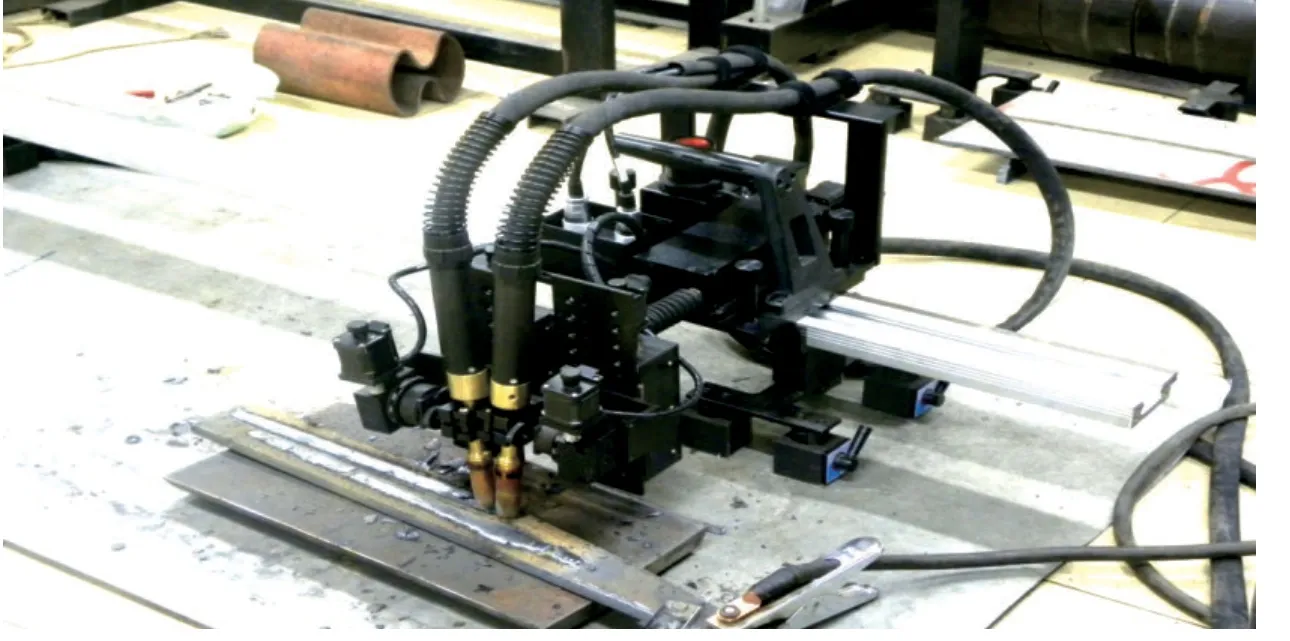
图3 北京石油化工学院移动式机器人
(1)焊接机器人 浙江精工焊接研究所的移动机器人是采购北京石油化工学院的第三代移动式机器人(LGG—2),如图4所示。在对该设备改造之后,实现了多种技术,其中有代表性的是:①焊缝轨迹示教跟踪控制技术。②焊缝电弧跟踪控制技术。③多层多道自动排道焊接技术。④喇叭口(渐变坡口)焊接控制技术。⑤焊接参数数据库及成套控制技术。
上述技术是建筑钢结构实现机器人自动焊所必须的技术,比如:焊缝电弧跟踪技术,成功地解决了厚板长焊缝坡口内定位焊所造成的高低不平,焊缝成形不良的问题。无论位置高低,电弧电压始终保持一致,从而保证了焊缝成形质量;目前该所尚有多种技术等待开发。
然而机器人不是万能的,机器人需要一定的工作平台;机器人自动焊对工件的制作精度有一定的要求,比如:对焊缝坡口切割精度就有一定的要求,否则影响焊接精度。随着机器人智能化水平的不断提高,对焊接坡口精度的要求越来越低。
(2)焊接机器人的效率问题 这是一个经常碰到的问题,提问的多数是掌握一定实权的领导,他们的决策对建筑钢结构焊接机器人自动焊技术的推广举足轻重,所以十分重要。
根据焊接机器人的定义:智能化程度越高,效率也就越高,这是一个侧面;更重要的是同机器人配套的焊机,是决定机器人效率的最根本因素。
一台机器人和一个熟练焊工相比,假如焊机相同,在板厚不大的短焊缝中,机器人因辅助时间长,所以焊工具有优势;而在厚板长焊缝焊接时,结果则相反,焊接质量也不是一个档次,特别是高强钢焊接。
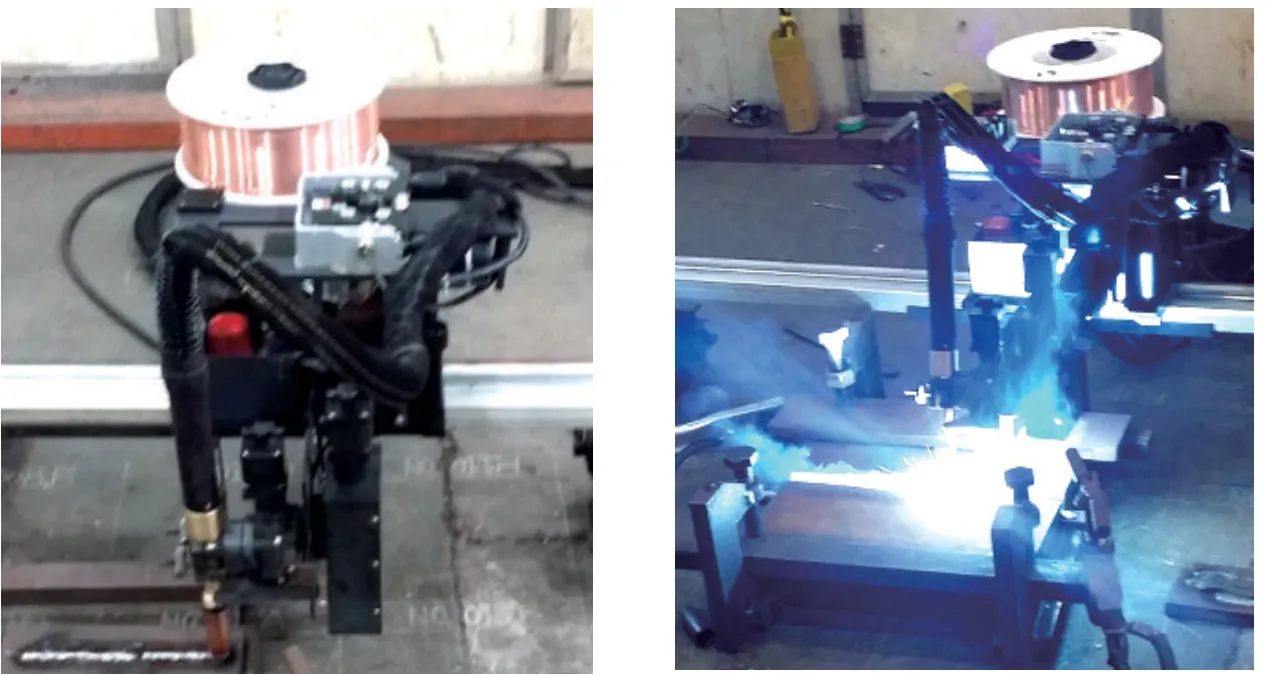
图4 机器人实体和工作现场

图5 DSP—500MIG焊机
3. 浙江精工焊接机器人强-强联合技术
(1)采用了目前国内先进的新型脉冲MIG无飞溅焊机 四川玛瑞新型脉冲MI G焊机(见图5),高速射流过渡无飞溅、焊缝成形美观、焊接HAZ熔深大,并可全位置焊。 在普通直流MIG条件下,250 A以上电流才能实现射流过渡;而采用新型脉冲MIG,在60A的电流下即可实现射流过渡。不仅可获得TIG的高质量和MIG的高效率双重优势,同时可实现快速脉冲压缩电弧,获得综合性能良好的焊接接头。
在电源上采用了全桥软开关结构与数字控制相结合的方式,达到快速控制熔滴过渡过程的目的。高频脉冲可形成电流密度极高的压缩电弧,进而提高了焊接HAZ熔深(见图6)。
这种脉冲焊接方式减少了母材的热输入,可以获得溶宽均匀、美观的纹状焊缝,还增加了熔池的搅拌作用,将金属内形成气泡等缺陷的因素排除,同时细化了焊缝晶粒,降低了裂纹敏感性,提高了焊缝的整体质量。
(2)采用新型无镀铜焊丝ER50—6和20%CO2+80%Ar保护气体 与镀铜焊丝相比,GMAW无镀铜焊丝的飞溅更小,同时在焊缝外观上最直接的表现是其焊缝的润湿性更好,焊缝更加平滑,镀铜焊丝焊缝金属凸起。因此无镀铜焊丝焊后的成形更加美观,光洁性好,无镀铜焊丝焊接出来的焊缝更加白亮。无镀铜焊丝导电性能好:试验的使用和工程试用中没有出现因导电问题而产生的断弧,在小电流工况下优势尤为突出。浙江精工焊接试验证实:采用GMAW方法,在焊接电流80A时,GMAW无镀铜焊丝焊接稳定性大大优于GMAW镀铜焊丝;这是因为GMAW无镀铜焊丝化学膜不耐压,在不到10V电压下就被击穿(焊接电压远远超过击穿电压),因此、导电性能好于GMAW镀铜焊丝。
与GMAW镀铜焊丝相比较,GMAW无镀铜焊丝焊接工艺性能良好,焊接时产生较低的飞溅和焊接烟雾,焊缝成形性良好。
GMAW无镀铜焊丝彻底解决了焊丝的生产和使用环节的铜污染问题。排除了对环境的污染和对焊工的身体影响的大部分因素。
根据采用新型脉冲焊机的需要和研究方向,采用了20%CO2+80%Ar双元气体作为试验的保护气体。
上述组合,实现了焊接优良资源的强-强联合,形成了目前高强钢焊接的前沿技术。
(3)熔敷效率对比试验采用Q420GJB试件,长度600mm,厚度为45mm的全熔透焊缝,模拟机器人自动焊,用快速脉冲压缩电弧工艺焊接28道;采用相同焊接参数,采用常规GMAW,纯CO2作为保护气体,焊接32道,如图7所示。
经分析,快速脉冲压缩电弧焊接工艺较GMAW 传统纯CO2焊接工艺,熔敷效率提高了12.5%。
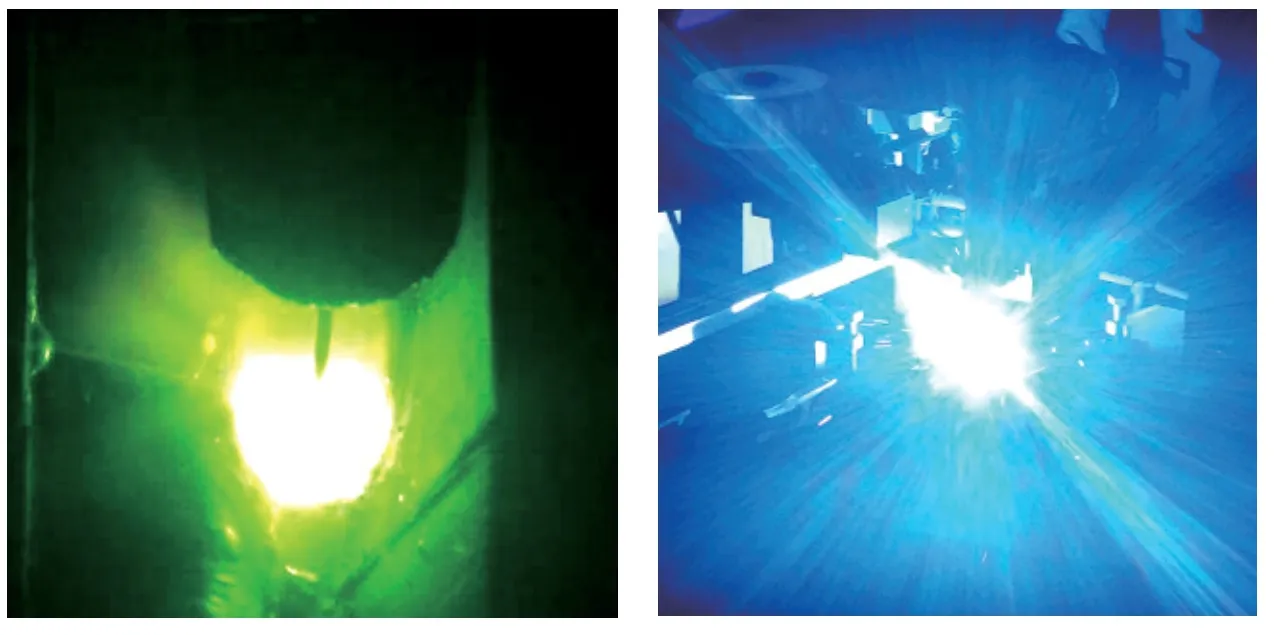
图6 电流密度极高的压缩电弧
4. 建筑钢结构应用焊接机器人技术前景展望
目前建筑钢结构行业,由于焊工难以寻找,所以开始重视焊接自动化技术,这是一个非常好的现象。
有工厂在箱型杆件的焊接中进口了伊萨的双头自动焊机,大大提高了焊接质量和生产率。而要进一步实现箱型杆件的高水平机器人自动焊,就需要适应厚板长焊缝带有智能化的移动机器人。
国外已经有能够自动检测焊接坡口形状、长度、厚度,并自动调节焊接参数,自动进行焊接直到全部焊完的“迷你”型机器人,这正是我们建筑钢结构所需要的机器人。国内虽然已经进入示教机器人领域,但同国外相比尚有一定差距,应用范围有限。
建筑钢结构采用机器人自动焊肯定是大势所趋,这是我们即定努力方向。目前最困难的是建筑钢结构设计标准化,标准化实现的速度越快,水平越高,越有利于焊接机器人自动焊技术的推广应用。
焊接机器人自动焊技术涉及面很广,包括经费的投入、管理体制的调整及人员习惯的改变等,因而困难会很大,所以不能求大、求全、求快。在任何情况下都要把提高建筑钢结构施工质量、提高企业经济效益作为推行技术进步的根本目的。
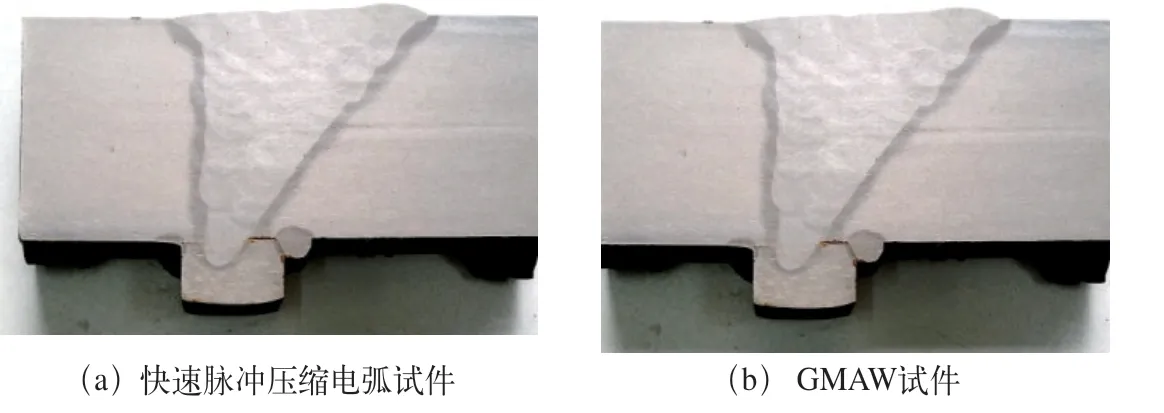
图7 熔敷效率对比试验
