基于BV75数控铣床热误差的检测与分析*
2015-11-03陈金英
陈金英
(北京工业职业技术学院机电学院,北京 100042)
基于BV75数控铣床热误差的检测与分析*
陈金英
(北京工业职业技术学院机电学院,北京 100042)
利用先进的检测设备对数控铣床热误差进行检测与分析,使用Labview搭建了数据检测与分析的平台。在研究球杆仪检测数控机床热误差的方法的基础上,对数控机床空间几何位置和主轴端热漂移误差进行了分析。通过实验测得热误差进行曲线拟合,得到变化规律曲线,实验结果证明该实验方法和检测与分析平台的实用性和有效性。
球杆仪;检测;热误差;拟合
0 引言
国内外众多研究表明,数控机床产生热误差主要是因为热变形导致机床的某些操作指令所产生的预期响应与实际响应之间的差异[1]。热变形误差是数控机床的最大误差源,大约占总误差的40%~70%,因此提高数控机床精度的关键在于如何控制由于热变形所导致热误差[2]。本文主要利用球杆仪检测数控机床的热误差,了解其变形规律,并为改善数控机床的加工精度提供了一套实用和有效的检测方法。
1 球杆仪检测数控机床热误差的方法
数控机床在一定的进给速度和主轴速下随着操作时间的增加,不可避免地要发热。数控机床的内部热源比较多,引起热滞现象也比较多[3]。本文主要根据三轴数控铣床坐标变换原理及几何误差和热误差元素项所得出的综合误差模型[4],利用球杆仪进行检测数控机床的热误差,分析数控机床的主要热误差源和趋于平稳的加工时段。
(1)检测数控机床热误差的思路
数控机床开机后对机床进行圆轨迹的测量以得到各几何误差数值。然后让机床继续运转以保证数控机床的热变形和加工状态基本一致时测试其误差值。二者所测试的误差数据的差值为热变形所导致的热误差量。
(2)对球杆仪进行静态测试
如图1所示,球杆仪所经过的区域呈圆锥面[5]。
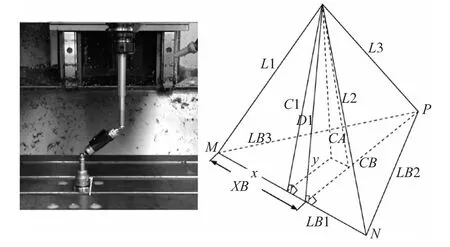
图1 空间的几何关系
在程序中首先设定三个暂停点,分别为M、N、P三点[6],在此点处分别读取球杆仪的长度值为L1、L2、L3。然后按照图1的空间几何位置进行计算并分析[7],得到其主轴端点X、Y、Z的坐标数值。最后在数控机床的两种状态下即初始状态和产生热变形后的状态,在不同时间段内分别采集多组数据进行分析,以得到主轴端热漂移的误差数值。具体计算如下:
首先,依据它们在空间的几何关系量得出主轴端X的实际坐标数值如下:

其次,同样依据它们在空间的几何关系量得出主轴端Y的实际坐标数值如下:

最后,同样依据它们在空间的几何关系量得出主轴端Z的实际坐标数值如下:

2 搭建球杆仪检测数控机床热误差的实验平台
(1)球杆仪的安装及参数选择
如图2所示将球杆仪的一端精密球安装于主轴刀具卡座上,另一端精密球固定于数控机床工作平台上。如果机床不存在误差,则球杆仪的运行轨迹应该为标准的圆;如果机床存在误差,可通过球杆仪标准圆的轨迹偏差与实际运行轨迹的不同,分析得到数控机床的误差产生[8]。

图2 球杆仪的安装
选择球杆仪的杆长为100mm,分别在XY平面内运行圆,在XZ、YZ平面内运行半圆进行测试,先逆时针再顺时针检测。
(2)数控机床的准备
编制球杆仪检测数控机床的G代码程序,让机床试运行,检验程序正确与否,如表1所示。
其中静态测试3点的程序坐标计算,如图3所示。由OX长度为100cm即球杆仪的长度,根据三角形即可计算得到ZX为长度86.603cm。
测试的三点间隔120°,如图4所示。
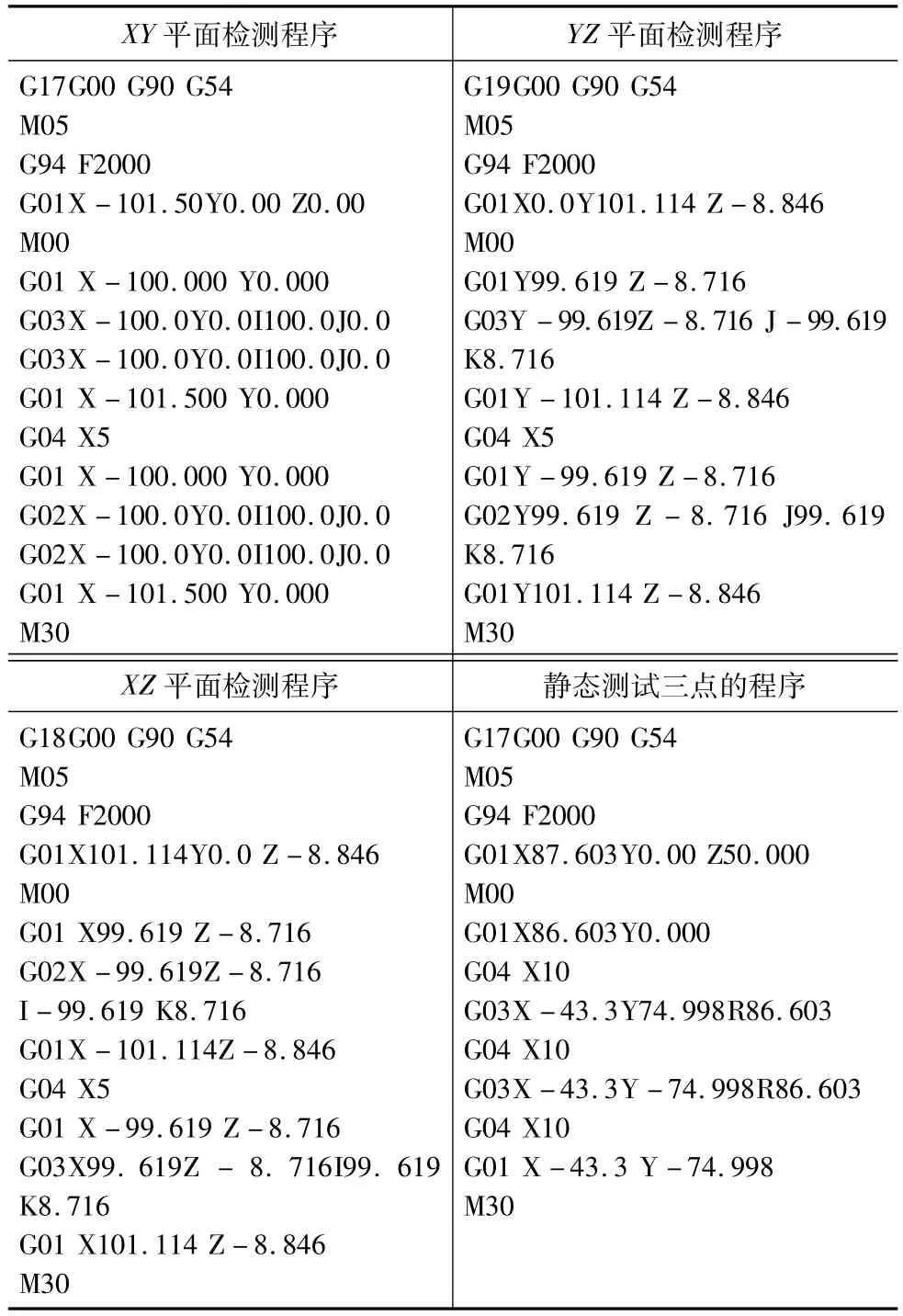
表1 检测程序

图3 XY平面呈300夹角
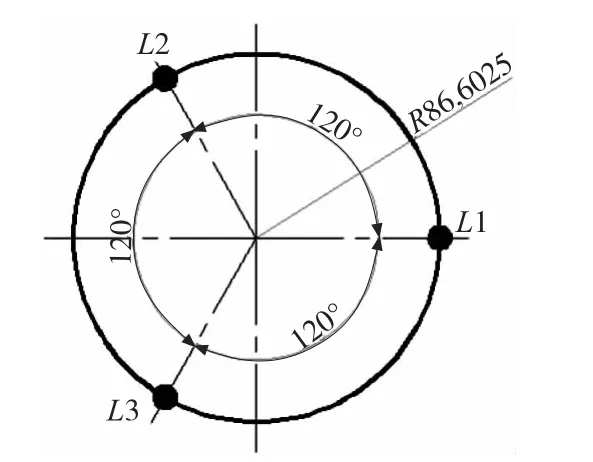
图4 间距为1200时的3点
(3)测试任务的制定
在数控机床初始状况下进行静态测试,安装球杆仪时使其与XY平面呈30°夹角[9],如图3所示,对圆锥面的3点进行测试并记录保存数据。
在数控机床初始状况下进行动态测试,保存在XY、XZ、YZ平面内运行整圆及半圆轨迹的测试数据,分析各轴的直线度、角度误差、垂直度、位置及比例误差、周期误差等。
设计的试验条件是每隔 20min,主轴转速为3000r/min空转,待数控机床产生热变形之后,再重新安装球杆仪。不断重复上述测量过程[10],即先重复静态测试,再依次重复动态测试。最终得出数控机床的综合误差,对照机床初始状态的测试结果从而得到机床的热误差量[11]。
(4)搭建数据处理平台
依据计算公式(1)~(7),利用Labview8.5软件搭建数据处理平台如图5所示,对采集的数据进行处理与分析。

图5 计算轴的实际坐标
3 实验结果及分析
(1)测试实验数据记录
球杆仪测试实验数据如表2所示。

表2 测试实验数据
(2)测试实验数据处理
通过Labview8.5软件搭建数据处理平台,得出沿各轴向的热位移数值如表3所示。

表3 备轴热位移数值
为便于观察热变形规律,借助Labview8.5软件,进行数据拟合分析[12],将各坐标轴的热误差值及其拟合曲线如图6、图7、图8所示,主轴端热漂移误差符合热变形规律。
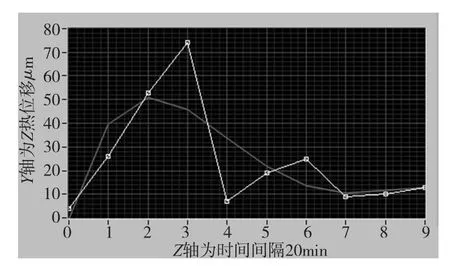
图6 Z轴的热误差值及其拟合曲线
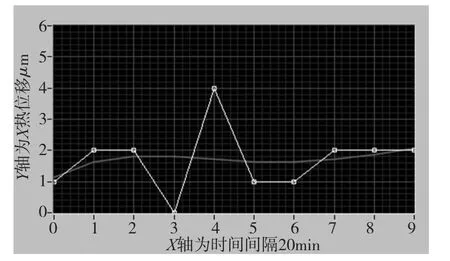
图7 X轴的热误差值及其拟合曲线

图8 Y轴的热误差值及其拟合曲线
(3)实验数据分析
数控机床因热变形而导致主轴刀具端的热漂移量中[13],主要因为加工过程中,机床的热变形主要集中在主轴箱及主轴附近,沿Z轴方向最大,所以对主轴与Z导轨的平行度影响最大。
在现有的实验条件下,数控机床因热变形而导致的主轴刀具端沿各坐标轴向的热漂量移中,虽然其变化规律各不相同但是观察其拟合曲线,在40min到100min之间变化较为明显,在100min之后基本趋于平稳,这一结论是符合机床热变形规律的。
4 结论
在研究球杆仪检测数控机床热误差的方法的基础上,对三轴数控机床空间的几何位置和主轴端的热漂移误差进行了分析。应用Labview的开放性,搭建了数据检测与分析平台,使用先进的球杆仪检测设备对数控铣床热误差进行检测与分析。实验结果证明该实验方法的正确性,同时体现了检测分析平台的简捷性及有效性。
[1]朱赤洲,陈蔚芳,赵鹏,等.数控机床三维空间误差建模及补偿技术研究[J].组合机床与自动化加工技术,2012(4):16-19.[2]李继中.一种简易的数控机床精度检验方法[J].组合机床与自动化加工技术,2010(5):60-61.
[3]陈金英.球杆仪对数控机床切削参数的优化[J].机床与液压,2013,41(20):41-42.
[4]李继中.数控机床螺距误差补偿与分析[J].组合机床与自动化加工技术,2010(2):34-36.
[5]陈金英,史利娟.基于球杆仪检测与分析XK714数控铣床的精度[J].煤矿机械,2013(4):99-100.
[6]姚雨良,赵飞,张东升.基于球杆仪的空间误差测量分析方法研究[J].组合机床与自动化加工技术,2011(8):72-75.
[7]李业农,张丽萍,周开俊,等.基于球杆仪的VMCL600型立式加工中心精度检测与分析[J].机床与液压,2012, 40(8):150-153.
[8]李继中.数控机床螺距误差补偿与分析[J].组合机床与自动化加工技术,2010(2):98-101.
[9]张曙,张浩,朱志浩.机床数控技术的发展现状与趋势[J].组合机床与自动化加工技术,1993(1):4-16.
[10]曹永洁,傅建中.数控机床定位精度检测方法比较[J].组合机床与自动化加工技术,2006(11):60-62.
[11]胡秋,何东林.数控机床电主轴单元热-结构特性动态分析[J].组合机床与自动化加工技术,2006(12):5-7.
[12]刘飞,梁霖,徐光华,等.基于动态测量模型的圆度误差分离方法研究[J].组合机床与自动化加工技术,2012(12):92-95.
[13]刘焕牢,李斌,师汉民.基于球杆仪数控机床误差补偿方法研究[J].工具技术,2003(8):41-43.
Based on the Detection and Analysis of Thermal Error of CNC Milling BV75
CHEN Jin-ying
(School of Mechanical and Electrical Engineering,Beijing Vocational&Technical Institute of Industry,Beijing 100042,China)
By using advanced testing equipment to detect and analyse CNC milling thermalerror,we employ Labview to set up the platform of data detection and analysis.Based on the research of detective method of CNC Machine Thermal Error on ballbars,we analyse spatial geometry of CNC machine tool spindle thermal drift and error.By experimentally measured thermal error curve fitting,we obtained curve variation.The experimental results show that the experimental methods and the platform of detection and analysisare practicability and effective.
ballbars;detection;thermal error;fitting
TH166;TG547
A
1001-2265(2015)04-0101-03 DOI:10.13462/j.cnki.mmtamt.2015.04.026
2014-06-27;
2014-09-10
北京市科技计划面上项目编号(PXM2014-014225-000007)
陈金英(1976—),女,山东济宁人,北京工业职业技术学院副教授,硕士,研究方向为数控机床故障诊断与精度检测,(E-mail)vegachjy @163.com。
