电动机安全稳定运行技术浅析与探讨
2015-10-21左安林孙泽林
左安林 孙泽林


摘要:三相异步电动机作为最常见动力设备,为各类机械提供动力来源。电动机的安全稳定运行直接关系到安全生产的各环节。本文针对制约电动机安全稳定运行的几个重要环节,并结合电动机维护和检修经验展开技术分析和探讨,为实际生产过程中电动机的故障诊断及维修提供一定的参考。
关键词:三相异步电动机 故障诊断 检修维护
引言
电动机有机壳、轴承、定子、转子、散热风扇等几部分组成。影响三相异步电动机安全稳定运行的因素大致可分为以下两个方面:一是电机本身的原因,如轴承磨损、轴承装配不规范、转子动平衡不好、定转子磁中心不一致、绕组匝间短路等。二是与电机相关联的基础松动不平、背轮对中不好、机械负荷振动等方面的原因。下面将针对一些常见的影响电机安全稳定运行的问题及故障处理方法进行探讨与分析。
1 轴承故障
按滚动体的不同,轴承可分为球轴承和滚子轴承两大类,球轴承的滚动体为球体,滚子轴承的滚动体有圆柱、圆锥等。下面将针对轴承常出现的故障和维护方法进行分析探讨。
1.1 轴承磨损
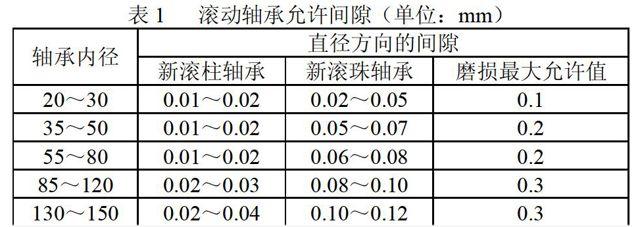
轴承磨损是轴承长期运行寿命到期的象征。轴承磨损严重时,电机运转时常伴有异音、端盖发热等现象。通常可以通过测量轴承间隙来判断磨损程度。滚动轴承的允许间隙见表1。为保证能长周期运行,在发现轴承磨损间隙过大时,应及时进行更换。
1.2轴承跑圈
轴承跑圈是指轴承圈与其配合的轴或端盖内圈发生了相对滑动,即跑内圈和跑外圈。轴承跑圈时故障现象为轴承部位温度偏高,振动加大,有时还伴有不规则的异音,拆检时会发现轴、端盖内圈表面存在磨痕,甚至磨出凹槽。引起轴承跑圈的原因有以下几点:
1.2.1轴、端盖内圈、轴承的加工精度低,配合公差不符合要求。
轴承与轴(端盖内圈)一般为过盈配合,少数情况为过渡配合。若各部件的加工精度不合要求,使轴承与轴(端盖内圈)的静摩擦力小于使它们相对滑动的扭力,就会引起跑圈,若继续长期运行势必引起电机故障。
1.2.2轴承装配不合要求。
轴承的拆装通常采取加热的方式进行。冷拆、冷装都会影响轴承与轴的接触面,造成配合公差过大,引起轴承跑圈。装配轴承时一般将轴承加热到90℃,且轴承安装后内套端面必须紧靠轴肩端面,不应留有间隙。
1.2.3电机使用维护不当,造成轴承跑圈。
电机使用过程中振动过大,会造成轴承与端盖间相对滑动的扭力增大,当大于静摩擦力时,引起轴承跑外圈。电机润滑不好,造成轴承及端盖过热,由于轴、轴承及端盖的热膨胀系数不同,可引起配合公差增大,导致轴承跑圈。一旦发现轴承有跑圈现象,就应及时对轴或端盖进行刷镀、金属喷涂等处理,使配合公差达到要求,必要时更换端盖。
1.3轴承的润滑维护
做好轴承润滑维护,定期补充或更换润滑脂是保证轴承使用寿命的关键。轴承补脂周期因尺寸、类型、使用转速、安装方向、工作环境、润滑脂的质量、运转温度的差异而不同。对于相同尺寸和转速的轴承,一般圆柱滚子轴承的补脂周期为球轴承的1/2,轴承转速越高补脂周期越短,轴承运行温度每增加15℃补脂周期减半,轴承尺寸越大,补脂越频繁;立式电机轴承补脂周期为水平电机的一半,潮湿多粉尘的环境应缩短补脂周期,使用高性能的润滑脂可适当延长补脂周期。因电机使用环境、温度、负载等的不同,补脂的周期还需根据实际情况,通过轴承声音、振动等多方面判断,合理安排。
1.4电机检修时轴承的选择
检修电机时,轴承最好选用与原装轴承型号一致的轴承,选错轴承就会给电机安全运行带来隐患。某电厂锅炉引风机电机(900kW、4极电机)检修更换轴承时,将原配C3游隙的轴承更换为C1游隙轴承,电机试运时10分钟内端盖表面温度升到90℃,润滑脂因高温液化润滑失效,重新更换为C3游隙轴承后,没有再发生过热现象。因此,电机检修时轴承的选择非常重要,但对于原配轴承存在温度过高现象时,可以适当地加大轴承游隙,尤其对于高速电机。
2 定转子故障
定子绕组故障一般由于电机绝缘老化、受潮、振动磨损、接线端子松动、过载、欠压或过压、缺相运行等原因引起。电机运行过程中一旦出现保护跳闸,先判断绝缘是否损坏。然后,测量绕组直阻,检查三相直阻平衡度,判断是否存在匝间短路或断路故障。对于绕组故障的处理,应根据检测情况对绕组采取局部绝缘处理、整体浸绝缘漆处理等方法,损坏严重的应进行重新绕制。
电机转子的故障率较低,一般由于内部缺陷或频繁启动使转子常承受较大的应力,引起转子断条、断环等故障。轻微的转子故障不会对电机运行带来太大影响,通常会引起转差率加大,定子電流及功率的增加,同时,出现三相电流不平衡、摆动等现象。转子故障比较严重时,电机启动时间加长、带载能力下降、启动中伴随强烈振动和噪声,甚至无法启动,对定子线圈造成二次损坏。对于转子故障的处理可采取局部修理或整体更换的方法。
3 电机过热
3.1电机温升是衡量电机是否过热的依据,一旦出现各部位温升超标,不及时采取措施,将会影响电机的安全稳定运行。表2为电动机额定温升与绝缘等级的关系。温升超标会加速定子绝缘老化、润滑脂的失效,严重时损毁电机。
3.2 电机内部原因引起的过热
电机内部原因引起的过热主要有绕组短路、短路连接错误、轴承故障等原因,此时应对电机进行拆检试验,查找具体原因进行处理。
3.3 外部因素引起电机过热
外部因素引起的电机过热原因主要有:过载运行、运行电压过高或过低、电压缺相、使用环境恶劣等,对于外部原因引起的电机过热,应及时查找具体原因,以免对设备安全运行造成影响。
3.4 变频器控制的电机过热原因
变频控制电机过热的原因,一是变频装置用交-直-交控制,输出的电压、电流波形带有高次谐波,引起电机的效率和功率因数变差,损耗增加,电机过热。资料表明,变频传动与工频传动相比,电流约增加10%,温升约增加20%;二是,电机低速运转,自身所带风扇转速慢,散热能力变差;三是,变频器输出电压虽然为等效的正弦波,但实际电压变化率du/dt增高,导致绕组匝间短路故障率增加,引起电机过热。所以采用变频控制的电机应采用专用的变频电机,变频电机绕组结构能有效抑制高次谐波,散热风扇采用单独的工频电源风扇,能有效地解决变频控制电机过热问题。
4、电动机振动原因判断及处理
4.1振动的危害
⑴损伤轴承,加剧磨损,缩短使用寿命。
⑵损耗能量,降低效率。
⑶损伤电机基础和其他零部件,若是电机本身原因引起的振动还会对电机所拖动的设备造成损伤,严重情况下会造成事故。
4.2 电动机振动允许值及引起振动的原因
4.2.1振动允许范围
电动机3个方向(水平、垂直、轴向)双幅振动最大允许值见表3。对于振动的评价等级标准不应单独依振幅為标准,还应参考速度值。GB 6075-99列出了四类旋转机械的振动速度评价等级标准。对于振动幅值和速度超标的电机,应查找振动原因,采取有效措施,使电动机振动在允许范围内。
4.2.2电动机振动的原因
引起电动机振动的原因可分为两个方面:一是电磁方面的原因;二是机械方面的原因,其中机械方面的原因是造成振动的主要原因。
4.3 振动原因的判别及处理
4.3.1振动原因初判
在实际生产中,查找振动原因,应先判断是电磁原因还是机械原因再判断是电机还是负载机械引起的振动,逐步缩小范围。
判断是由电磁原因还是机械原因引起的振动,可将电机切断电源,若振动突然减小,则说明振动是由电磁方面的原因引起;若振动变化不大,则振动主要是机械原因引起。判断是电机还是负载机械引起的振动,可脱开电机与负载的机械连接。若振动依然较大则振动是由电机本身引起,若振动明显减小,则与负载或安装有关。[1]
4.4电磁原因造成的振动及处理
异步电动机旋转是转子绕组电流和气隙中的基波旋转磁场相互作用产生电磁转矩的结果。电磁转矩T可表示为[2]
通过式(1)可看出引起振动的电磁方面原因有三相电压电流不平衡、三相阻抗不平衡、受谐波磁通影响、磁路中心线偏移等。在生产中,除了因电源电压三相不平衡引起振动,更多的是由于电机自身原因引起的。对于三相电流不平衡引起的振动,检查应从定转子两方面考虑,转子鼠笼条断条、短路环开裂、定子线圈匝间短路都会引起电机三相电流不平衡,引起电机振动。所以发现电机振动并伴有三相电流不平衡时,应对定子直阻、转子进行检查,查找故障原因,消除振动。
另外,基波及谐波磁通不平衡也会引起电机振动,主要原因是定转子间气隙不对称。气隙不对称允许范围为±5%以内,差别较大时通过调整定子垫片厚度来调节气隙,使气隙均匀。在生产中,常将下部气隙适当减小,增加电机的稳定性。
4.5 机械原因造成的振动及处理
因机械方面造成的电机振动,很多是质量分布不均转动产生偏心离心力造成的,偏心离心力不断变化方向,带动设备或基础振动。偏心离心大小可用以下公式表示:
由式(2)中可以分析振动与转体质量、偏心距、转速有很大关系。对于引起电动机振动的原因一是转子动平衡不好、轴弯曲、轴承损坏等;二是电机安装时轴线与所拖动的设备轴线不一致、联轴器不配合、地脚松动、基础强度不够等。[3]
4.5.1电机自身不平衡原因引起的振动
电机转子及风扇等转动部件由于结构不对称(如键槽)、材料质量不均匀(厚薄不均或砂眼)或加工误差等原因会引起旋转部分不平衡,使重心相对轴线产生偏移,转动时就会产生不平衡的离心力或离心力偶,使电机发生振动。若转子质量中心线和转子回转中心线是平行的,有一个固定的轴心距,称为静不平衡。此时,转动转轴,轴会固定停在某一位置。若从整体看重心跌在转动轴线上,即质量中心线与回转中心线相交,则称为动不平衡,此时转动转子,静止时可以停在任意位置。对于动不平衡在转子旋转时,就会产生一对大小相等方向相反的离心力,形成一对力偶,引起电机振动,此时可以通过校动平衡、加平衡块来解决。[5]
4.5.2 电动机安装不规范引起的振动
电机安装时,要求和所拖动的设备轴心线保持一致。若两轴线平行或相交,就会产生不平衡的离心力或离心力偶,引起电机和所拖动的设备振动。但在实际生产中对中往往还要考虑电机和所拖动设备热膨胀量的不同(如电机和液力耦合器的对中),对中时要为热膨胀留出余量。[5]
对于电机和所拖动设备间的联轴器应保证在机械上是平衡的,且使用合适的键,键槽和键是产生不平衡的一个很重要的因素,键在槽内不应有间隙。安装联轴器时正确的方法是使用阶梯键。阶梯键在联轴器内是整个厚度,在联轴器外是一般厚度,能有效减少因键和键槽引起的转动不平衡的产生。在安装联轴器时,还应保证联轴器间应有3~5mm的余量,防止设备运行时因热膨胀使轴伸长,使电机轴受到轴向力,引起电机振动。对于联轴器间的连接螺栓,应保证减振橡胶垫圈受力均匀,实践中常发现因垫圈大小不一致,受力不均引起振动的现象。
电机基础的强度不够,不牢固、不平也是造成电机振动的原因之一。某电厂疏水泵电机(45kW,2极电机)曾出现振动达0.07mm的情况,经检查发现电机基础一固定螺丝松动,紧固螺丝后,振动下降至0.03mm。对于电机的安装底座,要有足够的强度和精度。如果固定电机的4个螺栓点不在同一平面上,在紧固螺栓时,使电机底座变形扭曲,使轴中心偏移,也会引起电机振动。从大量的实践经验来看,规范的安装电机可以有效减小电机的振动。
5 结束语
综上所述,制约电动机安全稳定运行的因素很多,在实际生产中,对于不同故障现象还应辩证的去分析原因,例如,轴承故障可能出现电机发热、电流升高、振动加大等现象,转子故障也会引起电机振动加大、三相电流不平衡等现象。因此,对于电动机的故障判断可根据上述分析从多方面加以借鉴,更好地做好电动机的检修和维护,有效地保证安全稳定生产。
参考文献:
[1] 段芮,刘君三相异步电动机振动原因及处理方法浅析[J].上海电力学院学报。2007,23(1):4-7.
[2] 杨玉荣,孙庆本.电机学[M].长春:吉林大学出版社,199,178-185.
[3] 赵波.中小型异步电动机振动与噪声处理[J].中国设备管理,2000,(8):24-26.
[4] 顾德军,栾华.两极中型异步电动机振动产生的原因及处理[J].防爆电机,2005,40(3):30-32.
作者简介:
左安林(1982-),男,山东淄博人,工程师,主要从事电气自动化方面的研究
孙泽林(1967-),男,山东淄博人,高级工程师,主要从事电气自动化方面的研究
