催化裂化轻汽油醚化装置大处理量工业试生产
2015-10-13李秀强李林叶晓明王瑛
李秀强 李林 叶晓明 王瑛
中国石油兰州石化公司炼油厂
催化裂化轻汽油醚化装置大处理量工业试生产
李秀强 李林 叶晓明 王瑛
中国石油兰州石化公司炼油厂
为解决催化裂化轻汽油醚化装置不能完全加工上游催化汽油加氢装置生产的轻汽油的问题,以提高炼厂经济效益,实现公司效益最大化,提出了催化裂化轻汽油醚化装置大处理量工业生产,装置处理量由设计处理量的60t/h提高至70t/h以上。通过一个月的工业试生产,与装置标定期间相比:醇烯物质的量比下降0.17,空速增大0.24h-1,第一、二醚化反应器入口温度分别提高10.9℃、13.2℃,醚化分馏塔塔底温度降低3.4℃,其他工艺参数与标定时相当;醚化汽油辛烷值达到99.2,装置能耗下降3.24×105kJ/t;醚化汽油收率增加3.53%;装置运行平稳,产品质量满足汽油调和要求,年增加经济效益2 688万元。
催化裂化轻汽油 醚化装置 大处理量 辛烷值 收率
中国石油兰州石化公司0.5Mt/a轻汽油醚化装置采用中国石油兰州化工研究中心开发的轻汽油醚化技术,以辽宁丹东明珠特种树脂有限公司生产的D005-IIS树脂催化剂为醚化催化剂,以加氢脱硫后的催化轻汽油为原料,生产低烯烃、高辛烷值的汽油产品[1]。该装置于2012年11月建成投产,实现一次开车成功,生产出合格的醚化汽油产品[2]。
兰州石化公司3.0Mt/a重油催化裂化装置和1.2 Mt/a重油催化裂化装置并行,催化裂化汽油在保证1.8Mt/a催化汽油加氢装置满负荷生产的前提下,剩余部分进行碱洗脱硫醇。1.8Mt/a催化汽油加氢装置生产的轻汽油产量大约为75t/h,而0.5Mt/a轻汽油醚化装置设计最大加工量为66t/h,催化汽油加氢装置生产的轻汽油不能全部进行加工。在这种情况下,部分轻汽油将返回汽油罐区,一方面导致罐区汽油烯烃含量高,影响汽油产品的调和,另一方面部分轻汽油未能转化成附加值较高的醚化汽油产品,不利于提高公司经济效益。为解决上述问题,提升经济效益,实现公司效益最大化,充分发挥装置潜能,提出了0.5 Mt/a轻汽油醚化装置大处理量生产。在对装置工艺流程、设备负荷、安全生产等方面进行了全面评估,按要求办理了工艺变更手续后,开始进行装置大处理量工业试生产,装置加工量从60t/h逐步提高至70t/h以上。本文对工业试生产期间装置运行情况进行了分析。
1 装置工艺流程

0.5 Mt/a轻汽油醚化装置工艺流程如图1所示。来自1.8Mt/a催化汽油加氢装置的轻汽油和甲醇混合后依次进入第一醚化反应器R-101、第二醚化反应器R-102,在一定反应温度、压力、催化剂存在的条件下发生醚化反应,反应后的醚化产物进入醚化分馏塔C-101,分馏后塔底醚化汽油送出装置,塔顶剩余C5与甲醇的混合物进入甲醇萃取塔C-102,经萃取后塔顶剩余C5送出装置,塔底甲醇进入甲醇回收塔C-103回收以循环使用。
2 大处理量工业试生产情况
2013年10月,进行了装置大处理量工业试生产,装置加工量从60t/h逐步提高至70t/h以上,对工业试生产期间装置运行情况进行了如下分析讨论。
2.1 原料性质
在装置大处理量工业试生产期间,原料主要性质如表1所示。从表1数据看出,在工业试生产期间,轻汽油中C5、C6叔碳烯烃含量均远远低于设计值,与装置标定期间相比,C5叔碳烯烃含量下降、C6叔碳烯烃含量略有增加。轻汽油中叔碳烯烃含量的下降,会影响叔碳烯烃转化率及醚化汽油收率。

表1 轻汽油原料性质Table 1 Properties of light gasoline material
2.2 主要操作条件
装置在大处理量工业试生产期间主要操作条件见表2。
由表2可以看出,与装置标定期间相比,在工业试生产期间,由于装置处理量的增大,空速明显上升,醇烯物质的量比下降0.17,第一、二醚化反应器入口温度分别提高10.9℃、13.2℃,温升分别降低2.8℃、0.4℃。其主要原因是从2 0 1 2年1 1月开工至2 0 1 3年10月,催化剂使用近一年时间,催化剂活性有所下降。为了增加催化剂活性,提高C5、C6叔碳烯烃转化率,相应提高了第一、第二醚化反应器入口温度;由于原料中总叔碳烯烃含量比装置标定期间下降,反应器温升也相应下降;为了增大醚化汽油收率,醚化分馏塔塔底温度降低了3.4℃,从而使醚化汽油出装置量增加;装置其他工艺参数与标定时相当。由于装置原料中叔碳烯烃含量的下降,空速上升及醚化汽油出装置量的增加,势必导致醚化汽油中总醚含量的下降。
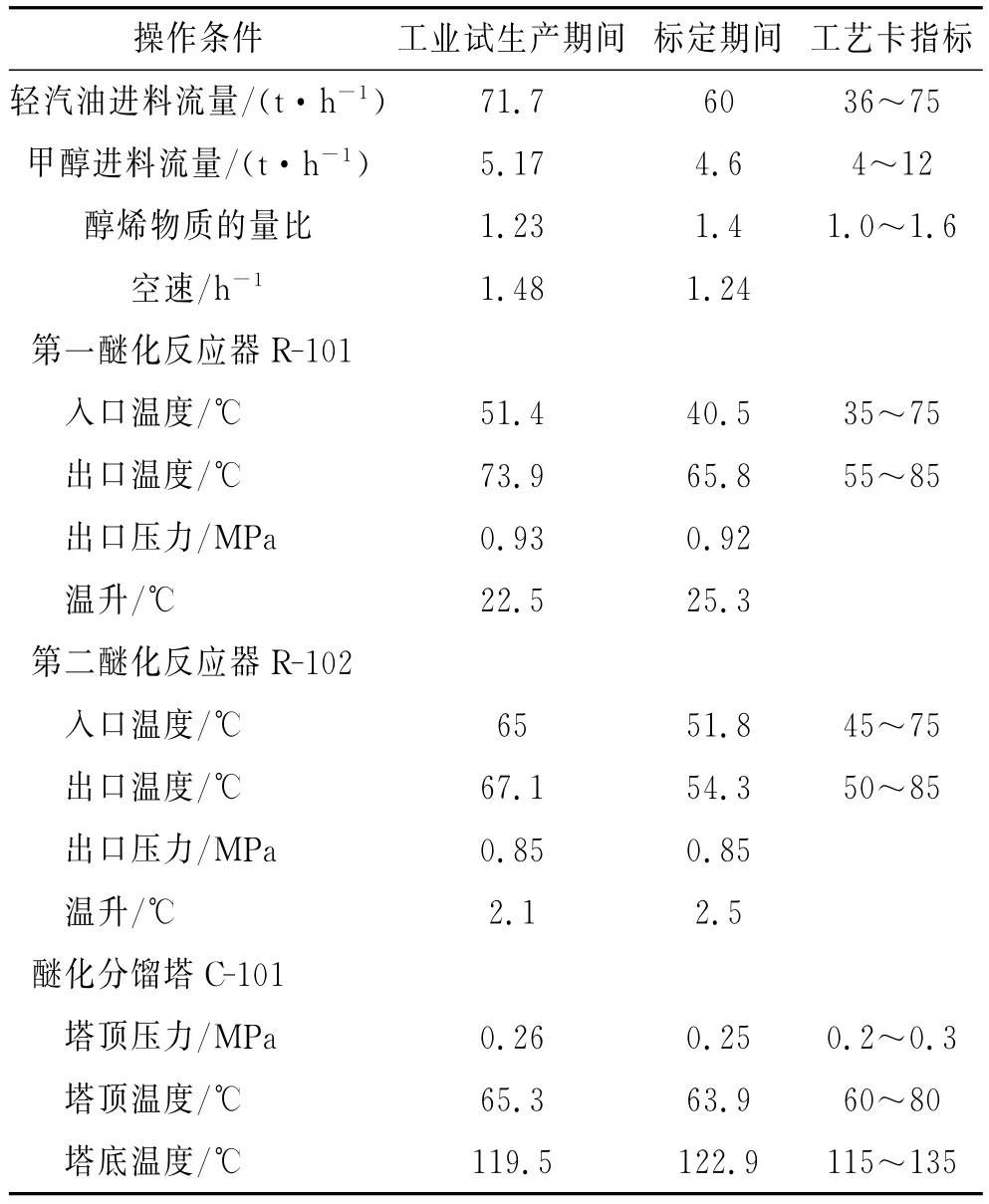
表2 装置主要操作条件Table 2 Main operation parameters
2.3 醚化汽油质量分析
轻汽油原料经醚化反应后,分馏塔塔底醚化汽油质量如表3所示。由表3可以看出,工业试生产期间醚化汽油研究法辛烷值达到99.2,比标定期间略低,比设计值高1.3;醚化汽油中MTBE(甲基叔丁基醚)、TAME(甲基叔戊基醚)质量分数分别达到3.68%、38.80%,还有一部分C7醚化物,总醚质量分数达到42.48%,产品质量合格,满足汽油调和要求,但较设计值和标定期间低,一方面是因为原料中叔碳烯烃含量低于标定期间和设计值,另一方面是由于催化剂使用近一年时间,催化剂活性有所下降,叔碳烯烃转化率相对下降,且分馏塔塔底温度相应下降,醚化汽油出装置量增加,总醚含量有所降低。
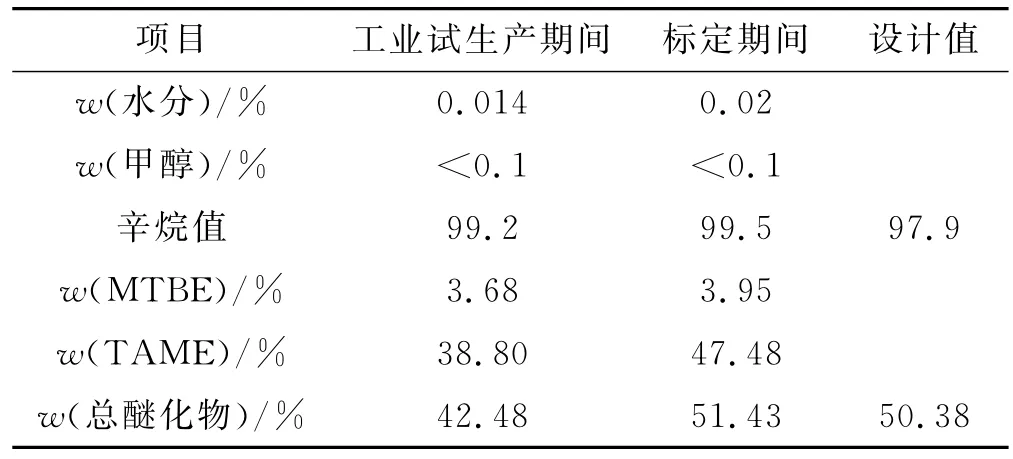
表3 醚化汽油质量Table 3 Quality of etherification gasoline
2.4 装置能耗
装置在工业试生产期间能耗如表4所示。从表4可以看出,装置能量消耗主要为1.0MPa蒸汽,其次是电耗和循环水消耗,分别比装置标定期间能耗、设计能耗低3.24×105kJ/t、5.42×105kJ/t。其原因主要是装置加工量增大,能耗单耗相应下降,使得装置总能耗下降。

表4 装置能耗Table 4 Energy consumption of the unit
2.5 装置物料平衡
由表5物料平衡可以看出,工业试生产期间,因提高了装置加工量,且进行了操作调整,降低了分馏塔塔底温度,醚化汽油收率较标定期间增加3.53%,产量增加6.96t/h,剩余C5收率虽下降,但产量也较标定期间增加5.23t/h,产品产量增加显著,经济效益明显。醚化汽油收率较设计值低,主要是因为轻汽油原料中C5、C6叔碳烯烃含量均远远低于设计值,影响了醚化汽油中的总醚含量。为保证醚化汽油中总醚含量合格,操作中将醚化分馏塔塔底温度控制在合适的范围,使得醚化汽油收率相对较低。

表5 物料平衡Table 5 Materials balance
2.6 经济效益计算
按照汽油辛烷值提高2.0个单位,加工成本115元/t原料,汽油价格6 431元/t,甲醇价格3 005元/t,提高一个辛烷值增值约120元/t计算。
(1)大处理量生产前的经济效益。2013年1~9月,装置共加工轻汽油365 019t,消耗甲醇29 006t,生产醚化汽油133 901t,剩余C5259 963t,加工时间6 552h。经济效益计算如下:
甲醇转化为汽油的效益:29 006×(6 431-3 005)=9 937.5万元
辛烷值增加的效益:365 019×120×2.0=8 760.5万元
总加工成本:365 019×115=4 197.7万元
总效益:9 937.5+8 760.5-4 197.7=14 500.3万元
小时效益:14 500.3÷6 552=2.213万元/h
(2)大处理量生产后的经济效益。2013年10~12月,装置共加工轻汽油156 478t,消耗甲醇10 428 t,生产醚化汽油63 222t,剩余C5103 617t,加工时间为2 183h。经济效益计算如下:
甲醇转化为汽油的效益:10 428×(6 431- 3 005)=3 572.6万元
辛烷值增加的效益:156 478×120×2.0=3 755.5万元
总加工成本:156 478×115=1 799.5万元
总效益:3 572.6+3 755.5-1 799.5=5 528.6万元
小时效益:5 528.6÷2 183=2.533万元/h
(3)增加效益。按照每年运行时间8 400h计算,大处理量生产后增加效益为:
大处理量生产后增加效益:(2.533-2.213)× 8 400=2 688万元
3 结论
(1)装置大处理量工业试生产期间,处理量由60 t/h提高至70t/h以上,与装置标定期间相比:醇烯物质的量比下降0.17,空速增大0.24h-1,第一、二醚化反应器入口温度分别提高10.9℃、13.2℃,醚化分馏塔塔底温度降低3.4℃,其他工艺参数与标定时相当,装置运行平稳。
(2)醚化汽油辛烷值达到99.2,比标定期间略低,比设计值高1.3,总醚含量达到42.48%,产品质量合格,满足汽油调和要求。
(3)与标定期间相比,装置能耗下降3.24×105kJ/t,醚化汽油收率增加3.53%,产品产量显著增加。
(4)装置大处理量工业生产后,每年可增加经济效益2 688万元,经济效益显著。
[1]李林,陈允玺.催化裂化轻汽油醚化技术的工业应用[J].炼油技术与工程,2014,44(4):17-19.
[2]刘小维,张平,李林.提高催化裂化汽油辛烷值方法的研究进展[J].化工技术与开发,2013,42(7):33-35.
Trial production of FCC light gasoline etherification unit with large processing capacity
Li Xiuqiang,Li Lin,Ye Xiaoming,Wang Ying
(Oil Refinery of Lanzhou Petrochemical Company of PetroChina,Lanzhou730060,China)
In order to solve the problem that the FCC light gasoline from FCC gasoline hydrogenation unit was not refined completely by FCC light gasoline etherification unit,the trial production of FCC light gasoline etherification unit with large processing capacity was presented to increase the economic benefit of refinery and gain more benefits to our company.The processing capacity of FCC light gasoline etherification unit was raised from 60t/h to over 70t/h,through one month trial production,compared with the calibration data,the results showed that molar ratio of methanol/tert-olefins decreased by 0.17,space velocity increased by 0.24h-1,inlet temperature of first and second etherification reactor increased by 10.9℃and 13.2℃respectively,column bottom temperature of etherification fractionator decreased by 3.4℃,and other process parameters were almost the same with calibration data;the RON for etherifying gasoline reached 99.2,the unit energy consumption decreased 3.24×105kJ/t,and the yield of etherifying gasoline increased by 3.53%.The unit is stable in operation,the etherifying gasoline quality meet the blending requirement,and the economic benefit increase 26.88million yuan annually.
FCC light gasoline,etherification unit,large processing capacity,RON,yield
李秀强(1974-),男,高级工程师,硕士,2008年毕业于四川大学材料工程专业,现任职于中国石油兰州石化公司炼油厂,从事炼油生产技术管理工作。E-mail:lixiuqiang@petrochina.com.cn
TE624.4+1
A
10.3969/j.issn.1007-3426.2015.05.009
2015-04-24;
2015-07-17;编辑:康 莉