增量等通道角挤压对汽车用AZ31镁合金组织和性能的影响
2015-09-13孙书娟季业益李强伟
孙书娟,季业益,李强伟
(1.苏州建设交通高等职业技术学校,苏州 215124;2.苏州工业职业技术学院,苏州 215003;3.苏州大学工程训练中心,苏州 215123)
0 引言
现代汽车工业设计和制造的主流方向是汽车轻量化,以减少燃料消耗、降低排气污染和提高汽车安全性[1]。由于镁合金密度较低,比强度和比刚度较高,阻尼减震性较好,导热性较好,电磁屏蔽效果优良等优点,是汽车轻量化的首选材料,在汽车车身、轮毂以及其他零部件上已广泛应用[2,3]。然而由于镁合金特殊的密排六方结构,低温下只能提供两个基面滑移系,不能够满足米塞斯屈服准则要求的五个独立的滑移系,故表现出较差的塑性能力。如何提高镁合金的强度和塑性成为当前研究的重点,并被广泛开展。研究表明,热处理、细化晶粒、合金化等方法能够有效的提高镁合金的强度。尤其是细化晶粒,其不仅能够提高镁合金材料的强度,塑性和韧性也随之提高,成为最受青睐的方法。剧烈塑性变形作为一种细化晶粒的方法,由于其简单的加工过程和以及能够制备纳米晶而广泛关注。高压扭转、等径角挤压、累积叠轧等剧烈塑性变形方法被方法开展,而等径角挤压时最常见的方法。镁合金是对温度敏感的材料,当温度升高至175℃,棱柱面a滑移开动,225℃锥面a+c滑移开动,极大的提高了材料的塑性变形能力[4]。
关于镁合金的等径角挤压一般是通过正常的等截面变形方法获得[5~7],而关于增量镁合金等通道角挤压还鲜有报道,因此为了更好的提高镁合金的塑性和强度,本文简单的研究了增量等通道角挤压对AZ31镁合金的影响。
1 实验材料和方法
本实验采用商业直径16mmAZ31镁合金棒材,取挤压试样其横截面而10mm×10mm,长为120mm。随后在250℃下进行不同路径增量等径角挤压(I-ECAP)A、Bc、C,以二硫化钼为润滑剂。等通道角挤压4道次之后,取试样进行室温单轴拉伸和压缩实验。图1所示为I-ECAP示意图, 其中A、B为材料输送模具,C为工作模具,B与C没有接触。初始阶段,材料从a方向送入,至不能够运动,工作模具C进行运动引入剪切变形至红色虚线处所示。

图1 I-ECAP变形示意图
取I-ECAP试样和原始试样制备拉伸和压缩试样。拉伸试样标距尺寸为宽×长为2.5mm×14mm,厚度为2mm;压缩试样尺寸高和直接分别为8mm×7mm。实验过程应变速率为1×10-3s-1,在室温下开展进行。
原始和I-ECAP试样通过金相进行组织观察。通过在600,800,1000,1200,1400的砂纸上进行研磨,随后通过1ml冰醋酸+10ml酒精+过饱和苦味酸进行腐蚀。
2 结果与讨论
图2所示为热挤压镁合金棒材原始金相显微组织,图中可以看出,小晶粒分布在粗大晶粒周围,粗晶晶粒尺寸约为83μm,而细小晶平均晶粒尺寸约为12μm,这主要是由于热挤压过程中发生了动态再结晶行为的结 果[8~10],如图2(b)所示。

图2 AZ31镁合金金相显微组织
图3为250℃下进行不同路径I-ECAP4道次后以及原始试样真实拉伸-压缩应力应变曲线。A为单向挤压,B为单向每道次旋转90°,C为单向每道次旋转180°。可以看出,与原始挤压板材相比,经过不同方向的I-ECAP后塑性均获得提高,经过A,Bc,C路径进行I-ECAP后,拉伸断裂延伸率分别提高了55%,156%和155%,尤其是经过Bc和C路径进行I-ECAP塑性获得极大的提高。对于强度,原始和不同路径I-ECAP试样的大约为290MPa,也就是说增量等径角挤压对镁合金的抗拉强度的影响很小。而对于屈服强度,原始,I-ECAP路径A,B,C分别为 220,150, 95和60MPa,获得持续的减小。同样不同路径,A,B,C进行I-ECAP后其屈服强度随之逐渐降低。
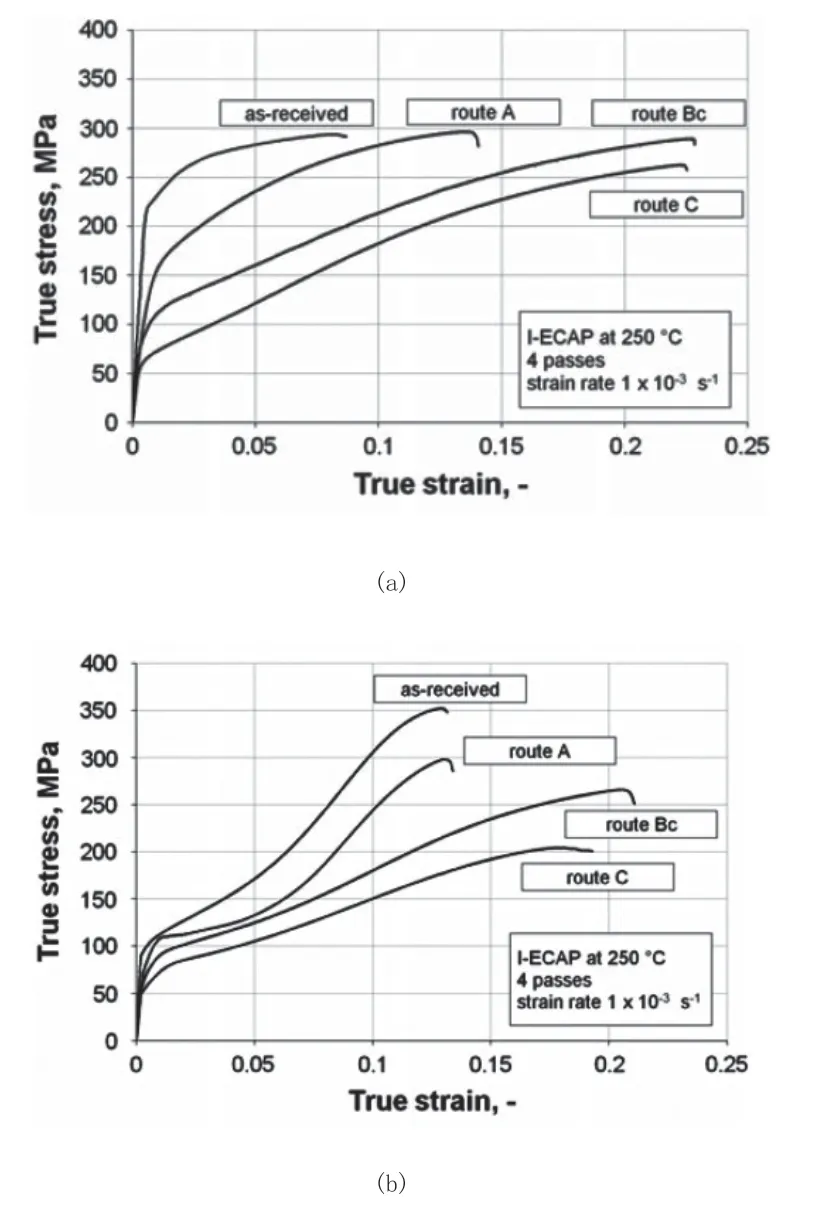
图3 原始和I-ECAP试样室温拉伸-压缩真实应力应变曲线
图4所示为AZ31镁合金板材增量等径角挤压后金相显微组织和晶粒尺寸分布图。通过截线法对经过路径A,Bc和C挤压的镁合金材料晶粒尺寸进行统计,其分别为5.51μm,5.42μm,5.37μm。也就是说,不同的方向路径进行增量等径角挤压对镁合金的组织均匀性和晶粒尺寸没有很大影响。具有代表性经过路径A挤压的晶粒分布组织如图4所示。可以看出,超过50%的晶粒尺寸在3μm~6μm,而又4%的粗大晶粒,尺寸约为12μm~30μm,这主要由于再结晶行为的开动,再结晶小晶粒分布在初始大晶粒周围。

图4 AZ31镁合金板材I-ECAP路径A挤压金相显微组织和晶粒尺寸分布
图5所示为AZ31镁合金初始板材拉伸和压缩后金相显微组织,从中可以看出,原始试样拉伸后粗大晶粒尺寸要大于50μm,并且在粗晶内部出现大量的孪晶。从局部放大组织图5(b)中可以看出,这些孪晶横穿粗晶,而细小晶粒内部没有孪晶出现。而压缩至应变0.1时,在压缩组织中也可以看到大量孪晶,说明即使是较小的变形在压缩过程中也会使得孪生开动,这与镁合金孪晶的极性有关[11~13]。

图5 原始AZ31镁合金金相显微组织
图6所示为不同路径等径角挤压后拉伸金相显微组织,可以看出在较小的晶粒尺寸组织内部进行拉伸变形,有很少的孪晶出现,孪生变形受到抑制。而相应的出现一系列的剪切带,经过路径A挤压,其剪切带平行于拉伸方向出现,组织中如黑色区域;经过路径B和C进行挤压后,剪切带与TD方向呈45°方向分布,并且剪切带越来越不容易被观察。在细晶组织内部出现剪切带的原因还不清楚。Lapovok等[14]指出AZ31镁合金在250℃进行1道次ECAP时,剪切带出现,然而剪切带对拉伸变形的研究没有开展。在本文中,剪切带在经过4道次ECAP时没有出现,只在拉伸过程中出现,与其有着不同的现象。同时,剪切带以外的晶粒尺寸大小相近,说明剪切带与晶粒尺寸没有直接的联系。

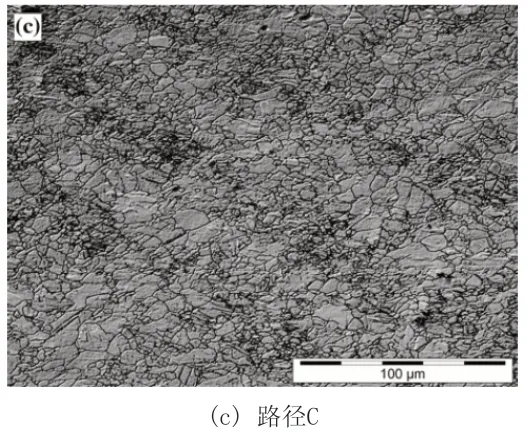
图6 不同路径等径角挤压后拉伸金相显微组织
3 结论
通过对AZ31镁合金热轧板材进行增量等通道角挤压研究了不同路径A、B和C对其的组织和性能的影响。通过增量等通道角挤压后,组织得到极大的细化,晶粒尺寸由原始的粗大晶粒50μm细化至5.5μm左右,不同路径对晶粒尺寸没有较大的影响。拉伸屈服强度和压缩屈服强度在A、B、C路径I-ECAP后随之降低,延伸率获得提高。随后在单轴拉伸过程中,剪切带出现在经过I-ECAP的试样中,剪切带的出现可能与等径角挤压引入的剪切变形以及晶粒转变有关。
[1] 魏光清.镁合金拉压不对称性研究进展[J].热加工工艺,2014,43(5):9-12,16.
[2] B Clausen, CN Tomé, DW Brown, SR Agnew. Reorientation and stress relaxation due to twinning: Modeling and experimental characterization for Mg[J].Acta Materialia,2008,56:2456-2468.
[3] A Galiyev, R Kaibyshev,G Gottstein. Correlation of plastic deformation and dynamic recrystallization in magnesium alloy ZK60[J].Acta Materialia,2001,49:1199-1207.
[4] H Yoshinaga,R Horiuchi. Deformation Mechanisms in Magnesium Single Crystals Compressed in the Direction Parallel to Hexagonal Axis[J].Transactions of the Japan Institute of Metals,1963,4:1-8.
[5] Y Pei,A Godfreya,J Jiang,YB Zhang,W Liu,Q Liu. Extension twin variant selection during uniaxial compression of a magnesium alloy[J]. Materials Science and Engineering:A,2012,550:138-145.
[6] JJ Jona,SJ Mu,T Samman,G Gottstein,L Jiang,Martin.The role of strain accommodation during the variant selection of primary twins in magnesium[J]. Acta Materialia,2011,59:2046-2056.
[7] YC Xin, MY Wang,Z Zeng,GJ Huang,Q Liu.Tailoring the texture of magnesium alloy by twinning deformation to improve the rolling capability[J].Scripta Materialia,2011,64:986-989.
[8] YC Xin, XJ Zhou,HW Chen,JF Nie,H Zhang, YY Zhang, Qg Liu. Annealing hardening in detwinning deformation of Mg-3Al-1Zn alloy[J]. Materials Science and Engineering:A,2014,594:287-291.
[9] NV Ravi Kumar, JJ Blandin,C Desrayaud, F Montheillet, M Suéry. Grain refinement in AZ91 magnesium alloy during thermomechanical processing[J].Materials Science and Engineering:A,2003,359:150-157.
[10] 唐忠.基于小波混沌神经网络AZ31镁合金退火参数优化研究[J].制造业自动化,2014,(1):143-144,149.
[11] SR Agnew, JA Horton, TM Lillo, DW Brown.Enhanced ductility in strongly textured magnesium produced by equal channel angular processing[J].Scripta Materialia,2004,50:377-381.
[12] MR Barnett.A taylor model based description of the proof stress of magnesium AZ31 during hot working[J].Metallurgical and Materials Transactions A,2003,34:1799-1806.
[13] DL Yin, JT Wang, JQ Liu, X Zhao.On tension-compression yield asymmetry in an extruded Mg-3Al-1Zn alloy[J]. Journal of Alloys and Compounds,2009,478(1):789-95.
[14] Rimma Lapovok,László S. Tóth, Alain Molinari, Yuri Estrin. Strain localisation patterns under equal-channel angular pressing [J].Journal of the Mechanics and Physics of Solids,2009,57:122-136.
