工业以太网在轧钢厂连轧线电气控制系统中的应用
2015-08-20傅立峰
傅立峰
(北满特殊钢有限责任公司,黑龙江 齐齐哈尔161041)
轧钢厂连轧线是2011年11月份投产使用的。连轧线一共有两条生产线,一条是由10架轧机组成的650、400连轧生产线,主要生产规格为Φ42~Φ200圆钢。另一条是由2架轧机组成的850连轧生产线,主要生产规格为Φ210~Φ330圆钢。两条线预计年产钢22.2万t。两条连轧线的自动化部分控制系统全都采用SIEMENS公司PLC控制系统,传动部分控制系统全都采用SIEMENS公司6RA70系列、S120系列、6SE系列的传动控制系统。两条连轧线自动化控制系统之间以及与主控室操作画面之间全都是通过工业以太网进行数据通信的。
1 工业以太网概述
工业以太网(Industrial Ethernet)是为工业应用专门设计的,它是遵循国际标准IEEE802.3(Ethernet)的开放式、多供应商、高性能的区域和单元网络。工业以太网已经广泛地应用于控制网络的最高层,并且有向控制网络的中间层和底层(现场层)发展的趋势。
1.1 工业以太网的优点
工业以太网采用TCP/IP协议,可以通过以太网将自动化系统连接到企业内部互联网、外部互联网和因特网。不需要额外的硬件设备,就可以实现管理网络与控制网络的数据共享,即实现“管理一体化”。不需要专用的软件,可以用IE浏览器访问控制终端的数据。通过交换技术可以提供实际上没有限制的通信性能。
以太网的灵活性好,现有的设备可以不受影响地发展。可以采用冗余的网络拓扑结构,可靠性高。通过有线电话网、无线电话网和互联网,可以用以太网实现远程数据交换。
1.2 工业以太网的特点
工业以太网通信由于管理层和车间层的控制器之间或控制器与PC之间的通信,一般数据量较大,传输距离较远,传输速率快,可以适应环境恶劣和抗干扰要求高的工业场合。工业以太网有以下特点:
(1)与IEEE802.3和IEEE802.3u兼容,产品的设计制造充分考虑到工业应用的需要。
(2)抗干扰能力强,可以用于严酷的工业现场环境。
(3)采用标准导轨,容易安装和更换,能方便的组成各种网络拓扑结构。
(4)10Mbit/s/100Mbit/s自适应传输速率,最多1 024个网络节点,网络最大范围为150km。
(5)可用DC24V冗余供电,实现冗余连接。
(6)故障自动恢复,网络出现故障时(例如断线或交换机故障)最大网络重构时间小于0.3s。
(7)快速的网络故障定位和诊断。
(8)支持虚拟局域网技术,将网络划分为几个虚拟的子网,可以有效地减轻网络负荷。
1.3 TP电缆与RJ-45连接器
西门子的工业以太网可以采用双绞线、光线和无线方式进行通信。
TP Cord电缆是8芯的屏蔽双绞线,连接到RJ-45连接器有两种线序,见表1。RJ-45电缆有交叉连接和直接连接这两种连接方式。
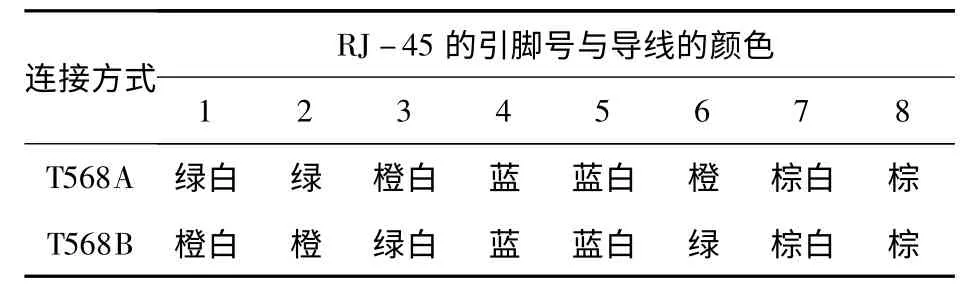
表1 TPCord电缆与RJ-45连接器的线序
电缆两端的RJ-45连接器采用不同的线序为交叉连接,见图1,交叉连接电缆用于两台设备(例如PC和PLC)的以太网接口之间的直接连接。
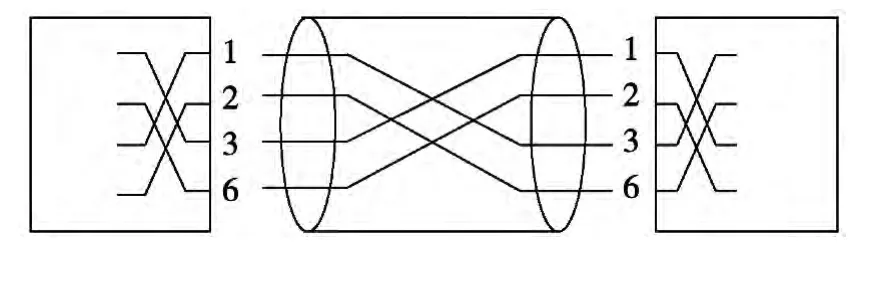
图1 交叉连接
电缆两端的RJ-45采用相同的线序为直接连接,见图2,直通连接电缆用于PC、PLC等设备与交换机(或集线器)之间的连接。
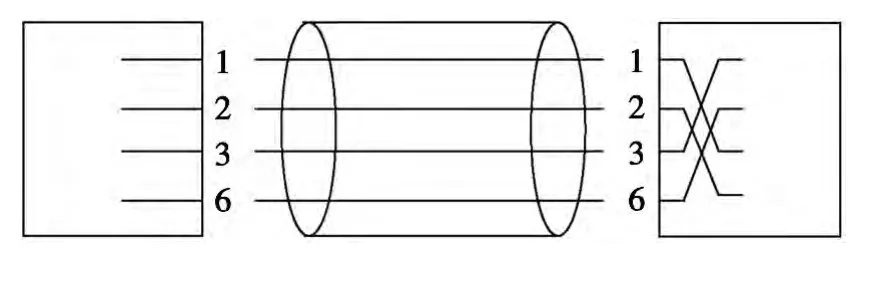
图2 直接连接
西门子交换机采用自适应技术,可以自动检测线序,连接西门子交换机时可以采用上述的任意一种连接方式。
1.4 光纤
光纤通过光学频率范围内的电磁波,沿光缆无辐射传输数据,不受外部电磁场的干扰,没有接地问题,重量轻、容易安装。光纤的传导芯是一种低衰减的光学透明材料。既使线缆弯曲,光束也能在芯体和周围材料之间通过完全反射传输,光缆包裹在一层保护套内。有两种不同类型的光缆,标准玻璃光缆可以在室内和室外使用;托曳式玻璃光缆用于室内或室外以及需要移动的应用场合。
1.5 工业以太网的构成
典型的工业以太网由以下网络器件组成:
(1)连接部件包括FC快速连接插座,电气连接模块(ELM),电气交换模块(ESM),光纤交换模块(OSM)和光纤电气转换模块(MC TP11)。
(2)通信媒体可以采用普通双绞线、快速连接双绞线、工业屏蔽双绞线和光纤。
(3)CPU集成的PN接口和工业以太网通信处理器用于将PLC连接到工业以太网。
(4)PG/PC的工业以太网通信处理器用于将PG/PC连接到工业以太网。
2 轧钢厂连轧线自动化控制系统的组成
连轧线自动化控制系统包括两部分,一部分是650、400连轧线电气控制系统;另一部分是850连轧线电气控制系统。
2.1 650、400连轧线自动化控制系统的组成
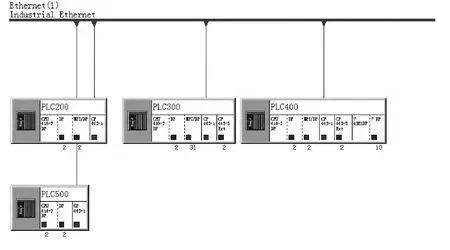
本系统采用SIEMENS公司的PLC系统,硬件包括S7-416一套和S7-414两套,分别是中轧区PLC300系统、精轧区PLC400系统及冷床收集区PLC500系统;三套PLC共计18个ET200M远程站I/O,2个OS操作员站,1个ES操作站,三套S7-414站间采用光线工业以太网(ETHERNET)进行通信。
2.2 850连轧线自动化控制系统的组成
本系统采用SIEMENS公司的PLC系统,硬件包括S7-416一套,是PLC200系统、7个ET200M远程站I/O,2个OS操作员站,与650、400连轧线共用1个ES操作站,与650、400连轧线三套PLC系统之间采用光线工业以太网(ETHERNET)进行通信。
2.3 650、400连轧线和850连轧线之间的以太网通
3 工业以太网的网卡与通信处理器
3.1 用于PC的工业以太网网卡
(1)CP1612 PCI以太网卡和CP1512 PCMCIA以太网卡提供RJ-45接口,与配套的软件包一起支持以下的通信服务:传输协议ISO和TCP/IP、PG/OP通信、S7通信、S5兼容通信(SEND/RECEIVE),支持OPC通信。
(2)CP1515是符合IEEE802.11b的无线通信网卡,应用于RLM(无线链路模块)和可移动计算机。
(3)CP1613是带微处理器的PCI以太网卡,使用AUI/ITP接口或RJ-45接口,可以将PG/PC连接到以太网网络。用CP1613可以实现时钟的网络同步。与有关的软件一起,CP1613支持以下的通信服务:ISO和TCP/IP通信协议、PG/OP通信、S7通信、S5兼容通信和TF协议,支持OPC通信。
3.2 S7-300/400的工业以太网通信处理器
(1)S7-300/400工业以太网通信处理器有下列特点:
通过UDP连接或群播功能可以向多用户发送数据;
CP443-1可以用网络时间协议(NTP)提供时钟同步;
可以选择KeepAlive功能;
使用TCP/IP的WAP功能,通过电话网络,CP可以实远距离编程和对设备进行远程调试;
可以实现OP通信多路转换,最多连接16个OP;
使用集成在STEP 7中的NCM,提供范围广泛的诊断功能,包括显示CP的操作状态。
(2)CP343-1/CP443-1通信处理器
CP343-1/CP443-1分别用于S7-300和S7-400的全双工以太网通信处理器,通信速率为10Mbit/s或100Mbit/s。CP343-1的15针D形插座用于连接工业以太网,允许AUI和双绞线接口之间自动转换,RJ-45插座用于工业以太网的快速连接,可以使用电话线通过IS-DN连接互联网。CP443-1有ITP,RJ-45和AUI接口。
CP343-1/CP443-1在工业以太网上独立处理数据通信,有自己的处理器。通过他们S7-300/400可以与编程器、计算机、人机界面装置和其他S7和S5 PLC进行通信。
3.3 通信处理器CP443-1在轧钢厂连轧线自动化控制系统中的使用程序
PLC300站与PLC400站通信的双方通过调用AG_SEND/AG_RECV(FC5/FC6)实现数据的发送和接收。
AG_SEND/AG_RECV在程序编辑器左边窗口的文件夹“库SIMATIC_NET_CPCP400”中。
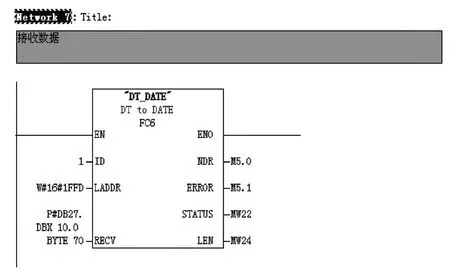
在PLC300站OB1中编写调用FC6的接收程序:
ID:组态时指定的连接ID;
LADDR:组态时指定的CP起始地址;
RECV:存放接收数据的地址区;
NDR:每次接收完新数据产生一个脉冲;
ERROR:错误标志位;
STATUS:错误状态字;
LEN:实际接收的数据长度。
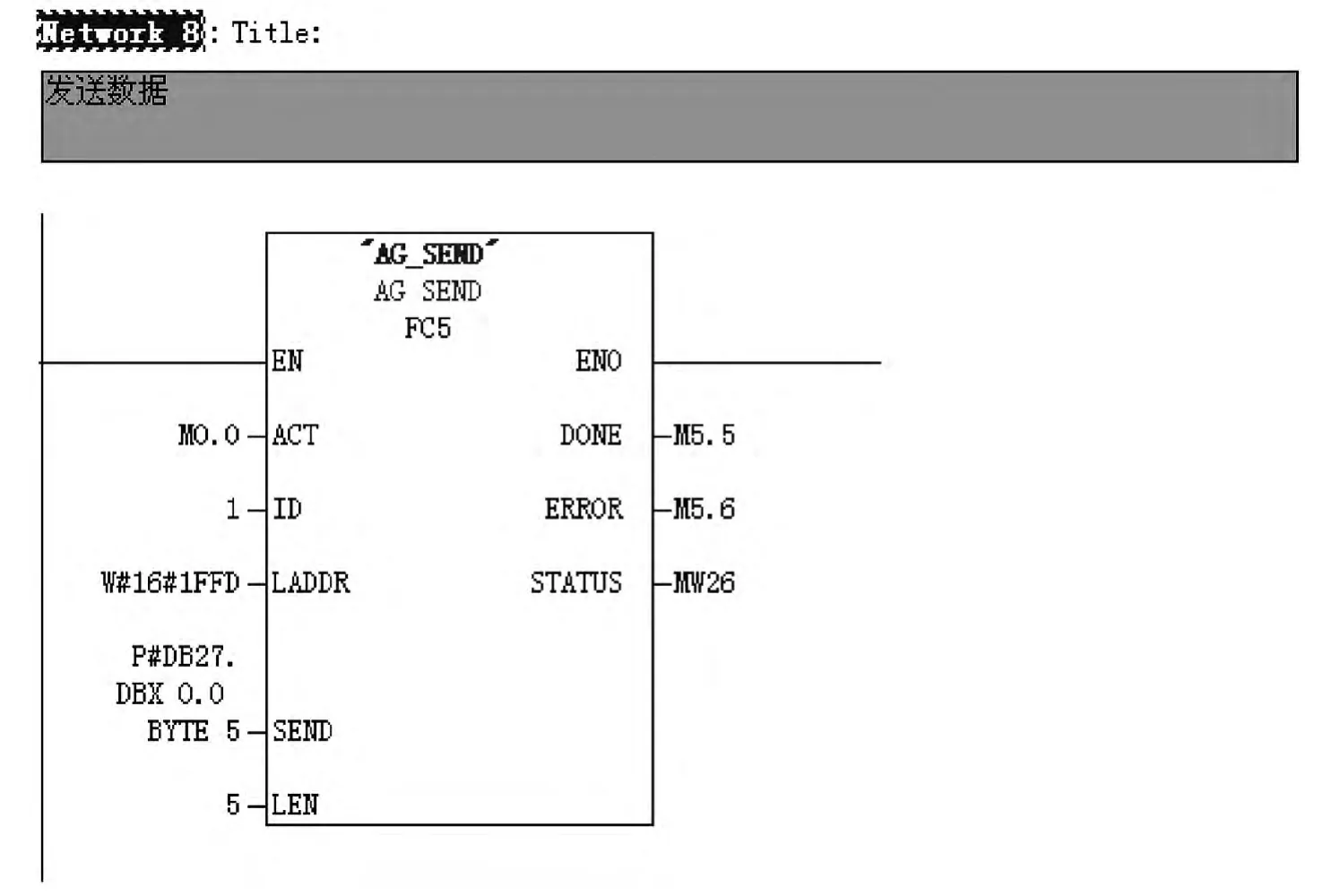
PLC300站的FC5发送程序在OB35中编写,ACT是FC5“AG_SEND”的发送使能位,ACT为1状态时发送数据。为了实现周期性的数据发送,令ACT一直为1状态,如果在OB1中调用FC5,每个扫描循环周期都要发送一次,发送将过于频繁。因此将发送程序放在中断循环周期为默认值100ms的OB35中。如果设置ACT的实参为一个位地址(例如M0.0),可以用它来控制是否发送数据。
在PLC300站的OB35中编写调用FC5的发送程序:
ACT:发送使能位,为1时发送数据;
ID:组态时指定的连接ID;
LADDR:组态时指定的CP起始地址;
SEND:存放要发送的数据的地址区;
LEN:发送数据字节数;
DONE:每次发送成功产生一个脉冲;
ERROR:错误标志位;
STATUS:错误状态字。
在PLC400站中的发送程序和接收程序基本上相同,其区别仅在于LADDR的值。
4 结语
轧钢厂连轧线自动化控制系统投入运行后,工业以太网通信至今没有发生过故障。从提高产品质量和产量方面来讲,一年就收回改造费用。尤其是采用的工业以太网通信方式,使我们知道了工业以太网通信在工业现场应用的重要性。因为有了工业以太网通信这种通信方式,可以减少自动化控制系统PLC之间以及与其它各种各样的自动化设备之间繁琐的接线。同时可靠行、稳定大大的增强。
[1]廖常初.[S7-300/400 PLC应用技术].北京:机械工业出版社,2011,1-425.
