REDEX智能型多辊拉弯矫直机组
2015-06-28郭杰
郭 杰
(西北机器有限公司,陕西宝鸡722405)
REDEX智能型多辊拉弯矫直机组
郭 杰
(西北机器有限公司,陕西宝鸡722405)
文章通过对拉弯矫直机组的介绍,结合Redex型多辊拉弯矫直机组的结构特点进行分析,从适应性、操作性以及能耗等方面说明其特点和优势,旨在为高端精密带材精整设备的使用和选购提供技术支持。
拉弯矫直机;延伸率;纯拉伸模式;弯矫模式;多辊模式
在金属带材冷轧工艺段,由于轧制过程中延伸率在板面分布的各向异性,导致板形出现边浪、中浪、瓢曲、翘曲、镰刀弯等缺陷,严重影响成品带材的质量,要消除这些板形缺陷就需要用到拉弯矫直机。拉弯矫直机是通过对带材施加拉伸和弯曲的二元应力,使带材在屈服极限后平直部位和缺陷部位的金属纤维拉长,根据金属弹塑性理论,外部应力撤销后,带钢的纤维长度将趋于一致,原有板形缺陷得到大大改善。
根据工艺段结构的不同,拉弯矫直机常见的有三种模式。本文重点结合法国REDEX公司的多辊拉弯矫直机,从设备的适应性、延伸率控制以及智能节能三个方面介绍智能型多辊拉弯矫直机的特点。
1 纯拉伸模式
纯拉伸模式适用于σb≤250MPa、厚度为0.3~1.5mm的有色金属,尤其是铝带的矫直,见图1。
纯拉伸模式工艺段单位张力介于抗拉强度和屈服强度之间。其优点是结构简单,成本低廉;但是缺点也很明显,①由于工艺段张力很大,因此能耗很高;②加工范围很窄;③ 延伸率动态特性不稳,操作很不方便;④对综合板型缺陷矫直难以兼顾,综合效果不好。因此该模式的拉弯矫直机组基本上被限制在特定领域。
2 弯矫模式
弯矫模式是在纯拉伸模式的基础上增加了抗横弯的弯曲单元和抗纵弯的矫直单元。适用于σb≤600MPa、厚度0.15~2.0mm的普碳钢及低碳合金钢的矫直。常见的有单弯单矫、双弯单矫(MR)和双弯双矫(AR)等形式,见图2。

图2 弯矫模式Fig.2 Tension leveling mode
弯矫模式工艺段单位张力只需达到屈服强度的30%~40%即可在弯矫交变应力的联合作用下实现带材的矫直。弯矫模式工艺段无需像纯拉伸模式那样大的张力,因此同等条件下能耗相对较低;同时根据料厚、原料状态、板型缺陷等差异,可针对性的配置相应的弯矫单元,来解决板型问题,从适应性、操作性和节能等方面有较大优势,成为近几年主流的配置模式。
3 多辊模式(LR)
随着超薄不锈钢和高强钢的出现,多辊模式近些年才开始在企业推广开来,以23辊拉弯矫直机最为常见。根据反复弯曲理论,带材在交变应张力作用下经过多次反复弯曲,一次性消除带材在轧制过程中产生的综合缺陷。该模式可对0.02~3.0mm厚、σb≤2000MPa的带材进行矫直,见图3。

图3 多辊模式Fig.3 Multi-roll mode
多辊模式工艺段单位张力只需达到屈服强度的20%~25%即可完成带材的矫直。多辊拉弯矫直机对带材的厚度和强度有更好的适应性,能耗进一步降低,通过配置不同的辊盒,处理板形缺陷的能力更加强大和灵活,从功能能够上完全涵盖纯拉伸模式和弯矫模式(MR、AR),成为拉弯矫直机发展的新趋势。
3.1 设备的适应性
首先,从原材料的适用范围来看,多辊模式能够实现厚度0.02~3.0mm、σb≤2000MPa卷材的加工,
可对目前成品带材的厚度和强度范围实现全覆盖(图4)。
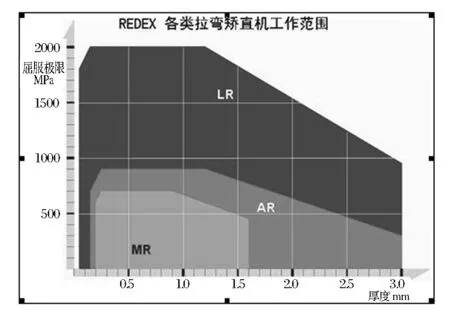
图4 Arcelor(阿赛洛)实验室数据Fig.4 Arcelor laboratory data
其次,从设备的操作性来说,REDEX多辊拉弯矫直机操作者只需调整1个参数便可完成设备的调整,而弯矫模式和弯矫复合模式需调整的参数多而且相互关联,操作起来比较麻烦,见图5。
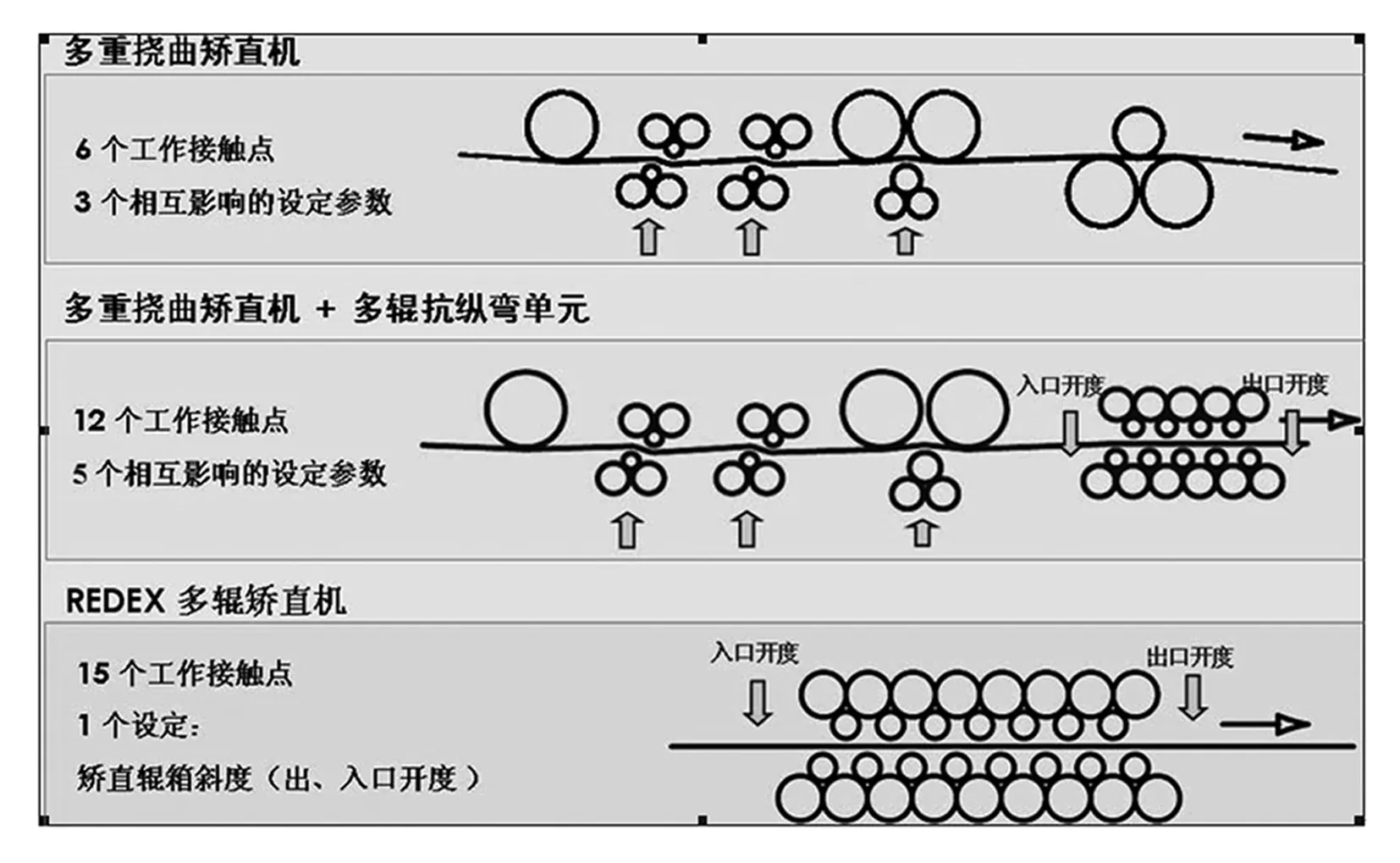
图5Fig.5
针对同一产品纵弯和横弯缺陷与出口开度的变化曲线如图6所示。传统模式下仅有两个工作点能够同时消除纵弯和横弯缺陷,设定开度在工作点轻微的偏移即会导致很大的板型缺陷变化。而REDEX多辊模式可以连续宽泛的设定工作范围,不论实际设定值和理论工作点的偏移有多大,矫直后纵弯和横弯缺陷值均被降低至2~4UI。出口开度在0~0.85mm,纵弯和横弯缺陷均可被有效消除,数值均低于20mm/m。
针对不同厚度产品的纵弯缺陷与出口开度的变化曲线如图7所示。传统模式下厚度越小,消除纵弯缺陷的效果越差。而REDEX多辊模式出口开度在0.2~0.85mm,纵弯缺陷均能被有效消除。
针对不同屈服强度产品纵弯缺陷与出口开度的变化曲线如图8所示。传统模式下,屈服强度变化超过50MPa,开口度的变化超过0.1mm,纵弯的变化可以达到80mm/m,严重超差。而REDEX多辊模式开口度在0.3~0.85mm,纵弯缺陷均可被有效消除。
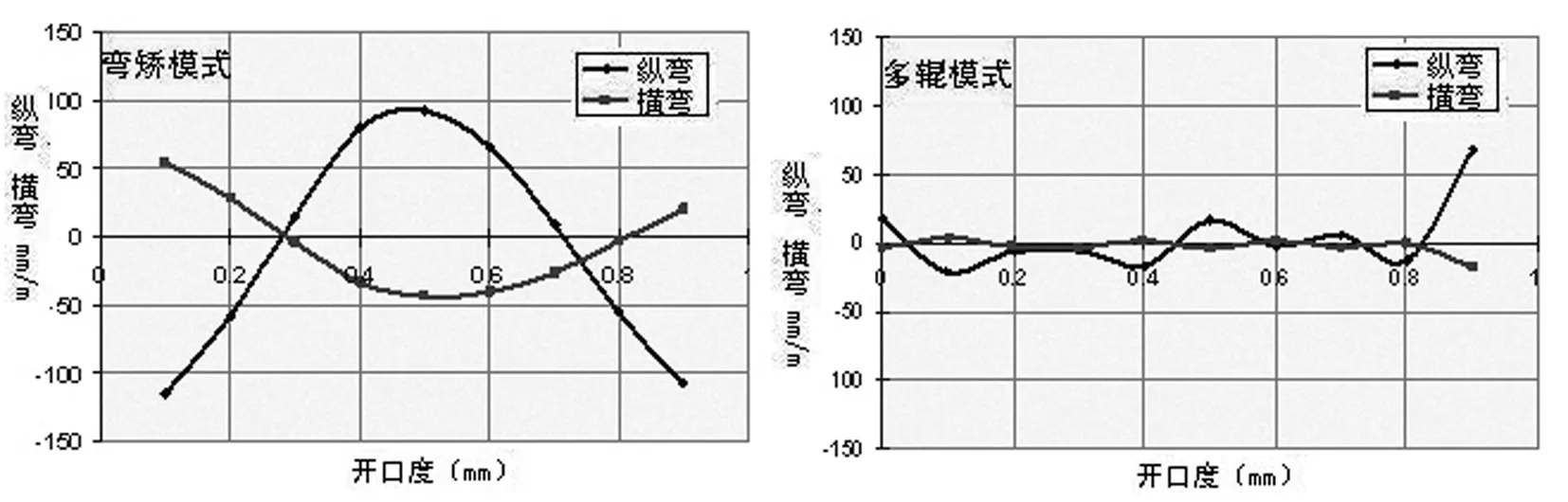
图6Fig.6
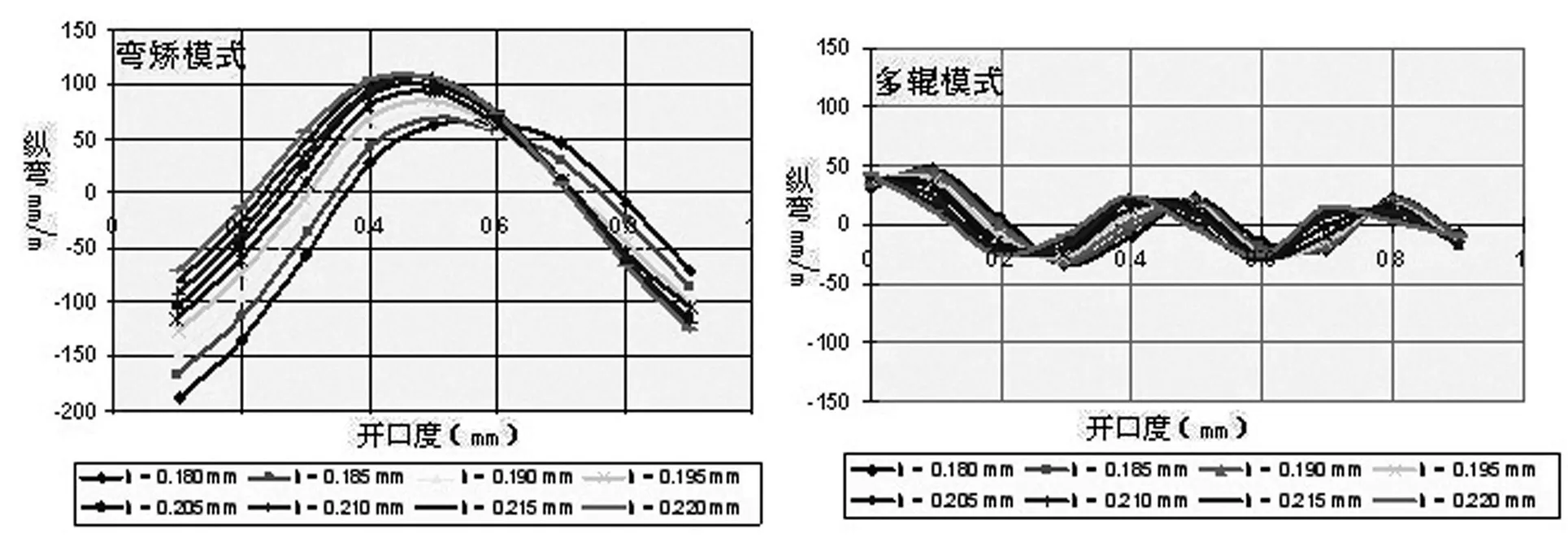
图7Fig.7
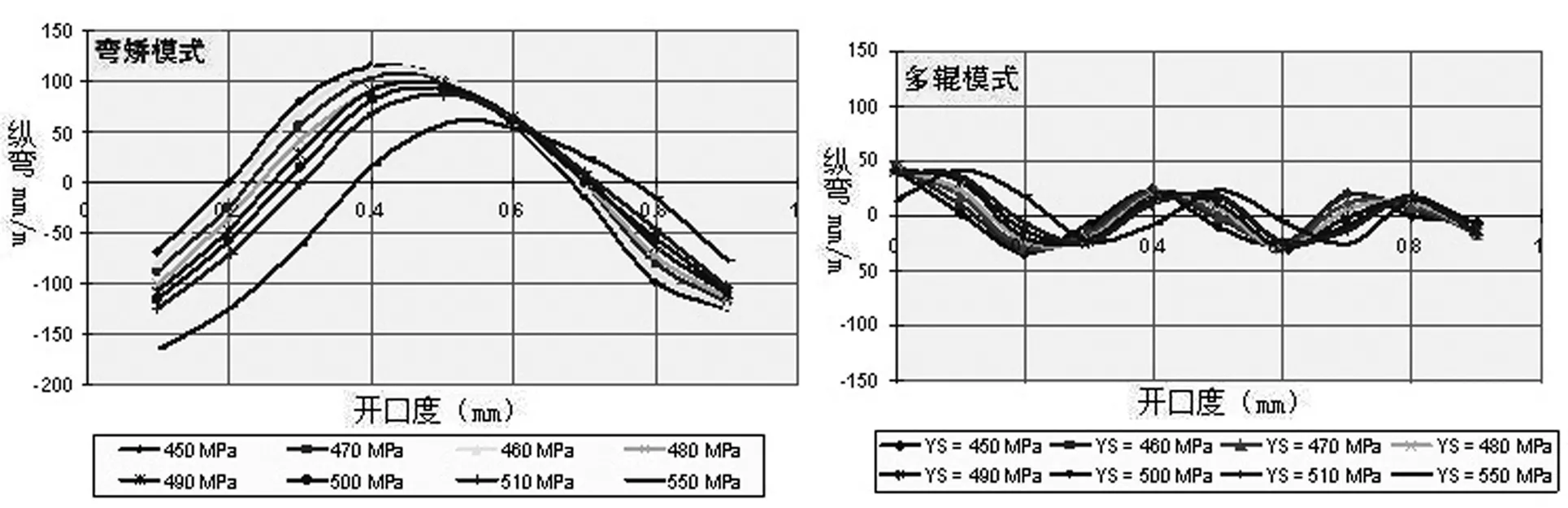
图8 Fig.8
3.2 延伸率控制
对延伸率的精确控制和方便调整是REDEX型多辊模式的一大亮点。传统拉弯矫直机组的延伸率控制和调整是通过控制张力辊速度差来实现的,延伸率精度很大程度上受到速度精度的影响,一般稳态能控制在0.1%~0.3%,在加、减速时偏差就更大了,严重影响了带材的矫直效果和操作者的使用体验。而REDEX型多辊模式的延伸率控制不同于传统模式(图9),采用独有差动齿轮箱传动,将延伸率控制和调整映射到一台延伸率控制电机上,通过调整延伸率控制电机的转速来精确调节延伸率的大小。假设延伸率电机的速度精度为0.01%,差动齿轮箱速比25,延伸率精度就是0.01%/25,可以达到0.0004%。关键是延伸率电机是单独控制的,不受机组加、减速和张力变化的影响。延伸率精确控制保证了设备稳定性和板型指标的一致性,提高了带材的品质和成品率。
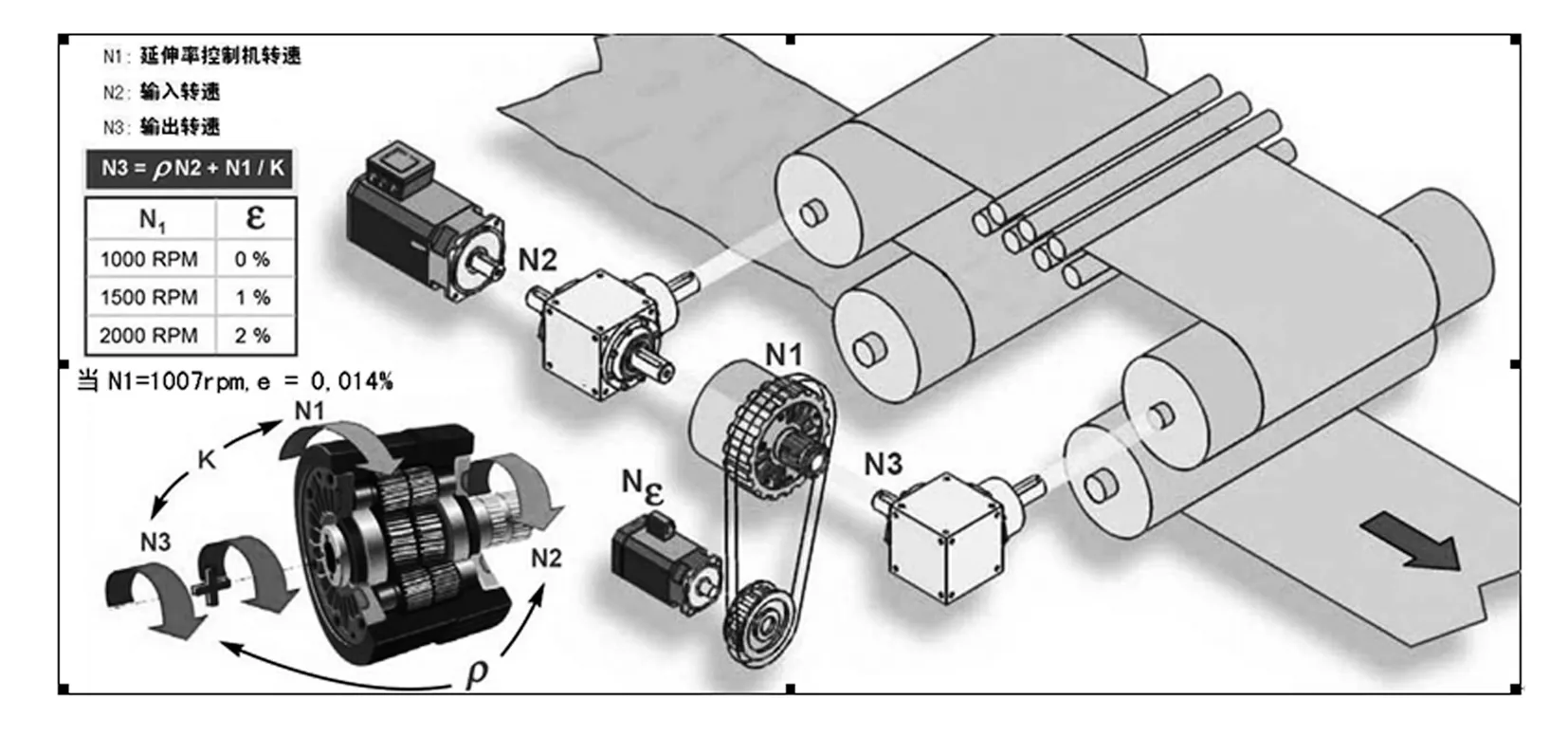
图9Fig.9
3.3 智能节能
在拉弯矫直机工艺段配置了入口、出口张力辊组。入口张力辊组的作用是将开卷的张力放大,出口张力辊组则是将工艺段张力减小至合理的卷取张力,在入口、出口张力辊组之间就形成了工艺段张力。处理高强钢时,入口、出口张力辊组分别配置了4支张力辊,传统方式是采用8台电机分别驱动8支张力辊,各电机分别采用速度或张力闭环控制来实现带材所需的延伸率。REDEX的拉弯矫直机组8支张力辊中的1#、2#、7#、8#采用的也是独立控制,而3#、4#、5#、6#张力辊则是由一台主电机集中驱动,见图10。
由于拉矫机张力辊的用电峰值一般不同时出现,有的主动耗电,有的被动耗电(发电)。在各辊独立传动时,电机均必须按照峰值功率选配,总功率是各辊电机功率的代数和,数值很大,同时,电控系统亦是水涨船高。各电机正常工作时富裕功率无法共享,各电机负载率都不高,一般在30%~40%,造成硬件和能耗方面的极大浪费。而REDEX型多辊拉弯矫直机能耗最大的3#和4#、5#和6#张力辊均是利用差速齿轮箱和扭矩分配箱采取两并一串模式,由一台主电机驱动。4个辊子能耗可以通过差速齿轮箱和扭矩分配箱自动智能匹配,削峰填谷,能量共享,主电机的选配只考虑综合能耗的峰值即可。以工艺速度150m/min,工艺段张力120kN为例,按传统的8辊独立传动,总功率需要1371kW;而按照REDEX智能差速齿轮驱动仅需要925kW,张力段装机容量减少48.2%,现场同条件下实测能耗降低24.7%,经济效益非常可观。
4 结束语
随着钢铁工业的发展和国家产业结构的调整,装备制造要走高品质低能耗的精品战略。本文通过传统拉弯矫直机组和REDEX型多辊拉弯矫直机的对比和介绍,为我国冶金装备制造业和精密冷轧板带行业提供了借鉴与发展方向。
[1] 邹家祥.轧钢机械(第三版)[M].北京:冶金工业出版社,2006.
[2]黄庆学.轧钢机械设计[M].北京:冶金工业出版社,2006.
[3]周国盈.带钢精整设备[M].北京:机械工业出版社,1979.
[4]崔甫.矫直理论与与参数计算[M].北京:机械工业出版社,1996.
[5]崔甫.矫直理论与矫直机械(第一版)[M].北京:冶金工业出版社,2002.
Overview of REDEX Multi-Roll Tension Leveling Line
GUO Jie
(The Northwest Machine Co., Ltd., Baoji 722405, China)
Based on process section of tension leveling line, the paper presented structure characteristics of REDEX multi-roll tension leveler; it analyzed technical characteristics and advantages on adaptability, operability and energy consumption, providing technical support for the operation and purchasing of high-end precision processing equipment. Keywords: tension leveler; elongation; pure tension mode; tension leveling mode; multi-roll mode
2015-07-31
郭杰(1979-),男 工程师,主要从事冶金装备的研发工作。
TG333.2+3
B
1671-6795(2015)05-0053-04