数控转塔冲床冲头高速定位精度调整方法及技术分析
2015-06-07王立勤张延伟陈天元
王立勤,张延伟,陈天元,路 坤
(济南铸造锻压机械研究所有限公司,山东 济南 250306)
0 引言
冲头采用数控伺服驱动系统控制的数控伺服转塔冲床由于冲压频次提高,各轴送进速度加快,在工作效率明显提高的同时也带来机床精度调试的困难。在驱动系统调试过程中我们充分利用了系统具有的各种高速定位调整方法,应用FANUC系统的伺服软件SERVO GUIDE,通过波形图分析、数据测试,最终获得比较理想的参数,把伺服转塔冲床做到真正意义上的高速高精设备。
1 高速定位精度调整的方法和技术分析
1.1 电机频率响应的调整和应用
机床在装配完毕后的机械性能特性亦即电机的负载情况直接影响到机床的加工精度,通过SERVO GUIDE软件测试电机频率响应曲线,可初步分析各轴的负载特性,找出在整个频率范围内不符合要求的点,如各个共振点,添加相应的滤波器消除共振,得到比较理想的频率响应曲线,为进一步调试驱动参数做好准备。
整个频率范围包括低频区和高频区,把小于200Hz的区域视为低频区,大于200Hz的区域视为高频区。良好的频率响应表现为以下几点:①响应带宽(即幅频曲线上0dB区间)要足够宽,主要通过调整伺服位置环增益(PRM 1825)、速度环增益(PRM 2021)参数来实现,使之越宽越好;②在响应带宽内的最大幅值应低于10dB;③在高频附近的幅值应低于-20dB。
调试过程中低频的滤波可通过伺服调整画面的滤波器选项调整或者通过机械装配调整,一般共振在高频段,通过设置中心频率、带宽、阻尼,观察波形在高频段降大于-20db的波形中心取作中心频率,根据大于-20db的波形宽度设定带宽,阻尼设定范围为(0-100),设置数值越小曲线衰减越明显。
下面以一台数控冲床的X轴频率测试举例说明。
图1a是对X轴电机测得的频率响应曲线,由图可见在425Hz的高频区振幅超出-20db,在此处添加滤波器后再次测得的频率响应曲线如图1b所示。
通常在一个轴的不同位置测频率响应曲线,可加2~3个滤波器消除共振。

图1 X轴电机频率响应曲线
在调整后的频率响应下,适当增加速度环增益会使位置误差减小,提高轴的精度。图2a为增加速度环增益前的位置误差波形图,图2b为增加后的误差波形图,可明显看出增加后误差减小,精度提高。

图2 误差波形图
1.2 速度环控制方式设定
速度环控制方式分为IP控制和PI控制,IP控制(2003#3=0)适合高速定位控制,PI控制(2003#3=1)更适合高精度控制。应用中视具体需求设定此参数。
下面举例说明A轴PI控制和IP控制的速度反馈情况。
如图3所示的PI控制对于指令的启动速度较快,但是稳定时间变长,通常适合于高精加工;图4的IP控制到达目标位置的时间缩短,但是轴到位时易出现波动。所以用IP控制会提高冲头的冲压频次,但相应可能导致轴到位时不稳定。
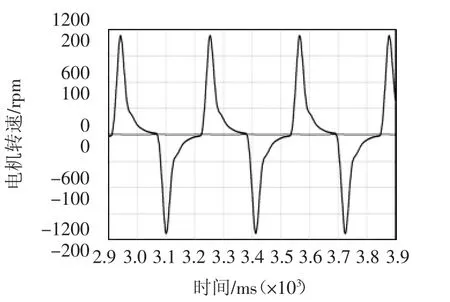
图3 PI控制下的A轴速度曲线

图4 IP控制下的A轴速度曲线
如果送料轴选用IP控制,那么在高速定位的同时可能会影响到精度,位置误差会增大。故速度环控制方式的选择需要根据具体的工件加工工艺要求设定。
1.3 速度环比例高速处理功能
开启速度环比例高速处理功能(2017#7=1),可以提高速度环路的指令跟踪性,提高伺服刚性。
比较图5和图2b,其中图2b为开启速度环比例高速处理功能的波形误差图,可明显看出未开启的波形差。实测X轴精度、速度略有变差,电机发出异响,无法承受高速度环增益,电机性能变差。
1.4 位置增益切换功能
如图6所示,开启位置增益切换功能可变功能2015#0=1,同时设定位置增益切换有效速度2028,可使在小于等于此速度下的位置增益增大2倍,有助于在定位结束时缩短定位时间,达到快速平稳定位。
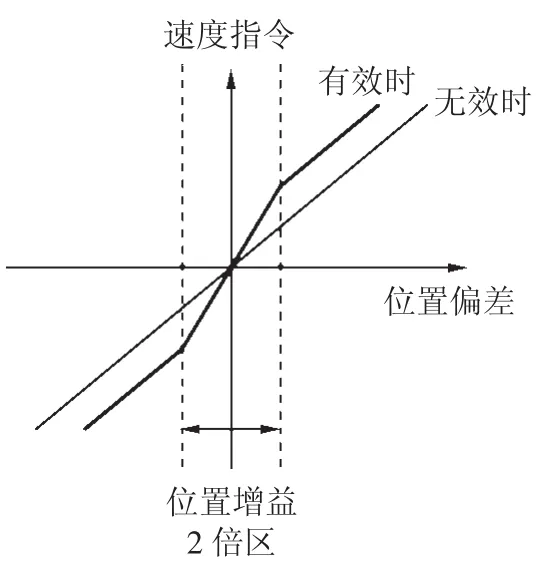
图6 位置增益切换
如图7所示为X轴未开启切换功能误差波形图。比较图7和图2b,其中图2b为X轴开启了位置增益切换功能,设定50转/分为切换点,可以看到定位迟缓,精度较差。
1.5 1/2PI控制
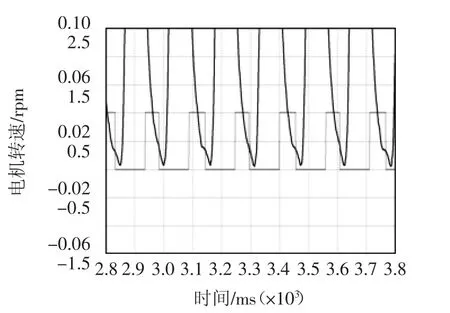
图7 未开切换功能的误差波形
设置2203#2=1,开启此功能,可以设置更高的速度环增益。
通常为了提高高速高精加工、高速定位以及超精密定位等伺服性能,保持速度环路的高度稳定,尽可能较高地设定速度环路增益会收到显著效果,这种情况下需要提高电流环路的响应特性。
电流环路1/2PI功能是可以提高电流环路的响应性的一种功能。
比较图8和图2b,图8未开启此功能,速度环增益设值为150,得到的误差比较大。图2b开启了此功能,速度环增益可以设值为300,误差明显变小。

图8 X轴关闭1/2PI控制误差波形图
1.6 开启低速时积分功能
2015#1为1时此功能有效。
通过在低速区设定某个速度值,用此功能可以实现在所设低速区内增加相应的积分功能,通过对低速时的速度环路积分器进行计算,就可在保持低速时和停止时的定位特性的同时,实现高响应特性,减小震荡,减小定位误差。
图9表示了在定位运动中积分有效和无效的范围,图10是测得的关闭此功能的X轴定位的误差波形图。可以看出相比开启此功能的图2b所示误差增大,停止时间也长。

图9 低速时积分时的积分无效范围

图10 X轴关闭低速积分功能误差波形图
2 结束语
FANUC系统所具有的伺服参数调整功能对于高速定位的伺服冲床而言起到很好的作用,在快速定位、减小误差和振动等方面充分提高伺服性能,使机床的机械特性得到更好的提升,最终保证了机床的加工精度,提高了加工效率。
[1]北京发那科机电有限公司.FANUC伺服电机参数说明书.2006.
[2]北京发那科机电有限公司,编.FANUC CNC伺服调整培训教程[M].北京:高等教育出版社,2011.