正交试验法在光纤激光切割厚板中的应用
2015-06-07周鹏飞
周鹏飞,崔 凯,陈 同
(江苏扬力数控机床有限公司,江苏 扬州 225127)
0 引言
光纤激光切割作为新兴的激光切割技术,与传统CO2激光切割相比,因其体积小、运行成本低及优越的中薄板加工性能,迅速被用户接受。随着市场需求不断变化以及大功率光纤激光器技术的不断完善,光纤激光切割在厚板切割上的应用也越来越多[1]。本文在公司ML系列2kW光纤激光切割机上,采用正交试验法,进行20mm低碳钢厚板的切割试验,有效、合理地减少试验时间与成本,并得到最优的切割工艺参数,满足广大用户的需求。
1 正交试验设计意义及原理
在试验研究中,对于单因素或两因素试验,因其因素少,试验的设计、实施与分析都比较简单。但在实际工作中,常常需要同时考察3个或3个以上的试验因素,若进行全面试验,则试验的规模将很大,例如十个因素对产品质量有影响,每个因素取两个水平,按全面试验法,需要做210=1024次试验,由于受试验场地、试验材料、经费等限制,往往难于实施;若进行简单比较试验,虽然试验次数少,但试验点不具代表性,考察的因素水平仅局限于局部区域,不能完整地反映因素的全面情况。如表1所示,考察两个因素A和B,先固定A因素为A1,观察A1行发现B3好,在固定B3列发现A1好,按简单比较法,则最好的条件为A1B3,但是实际最好的条件为A2B2[2]。
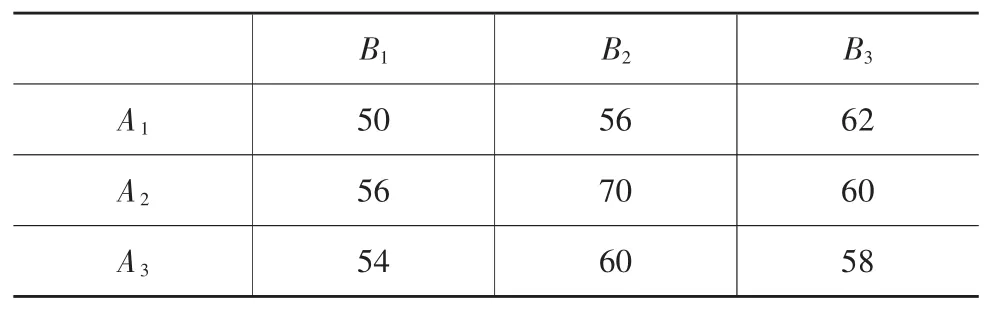
表1 两因素三水平试验结果统计表
因此采用科学的方法进行试验并处理试验结果,显得尤为重要。
正交试验设计也称正交设计,是安排多因素试验、寻求最优水平组合的一种高效率试验设计方法。它利用一套规格化的正交表安排试验,得到的试验结果再用数理统计方法进行处理,使之得出科学结论。正交表是正交试验设计的基本工具,通常用Ln(tc)表示,其中:L为正交表的代号,n为试验的次数,t为水平数,c为列数,也就是可能安排最多的因素个数,它是根据均衡分布的思想,运用组合数学理论构造的一种数学表格,均衡分布性是正交表的核心。如图1所示,图中9个“·”,就是利用正交 表L9(33)从 27 个试验点按均衡分布性挑出的9个试验点,每一个面都有3个点,每一条线都有1个点[3],这些点具有很强的代表性和综合可比性,能够较好地反映出全面试验的情况。

图1 L9(33)试验点分布图
正交试验设计的基本程序分为设计试验方案和处理试验结果两大部分。主要步骤可归纳如下:第1步,明确试验目的;第2步,挑因素,选水平;第3步,选择合适的正交表;第4步,进行试验并记录试验结果;第5步,试验结果分析。
2 激光切割厚板的正交试验
2.1 试验目的
获得20mm低碳钢最优切割参数。
2.2 试验因素
经研究,有5个因素需确定最佳条件:焦点位置A,切割速度B,功率C,气压D,占空比E。
选位极(水平),如表2所示。因素A焦点位置1.5mm~3mm;因素B切割速度500~650mm/min;因素C功率1350~1800W;因素D气压 0.1~0.16MPa;因素E占空比85%~100%。

表2 各因素均匀选择位极(水平)表
2.3 选用正交表
选用L16(45)正交表,为5因素、4水平,共做16次试验。
2.4 试验结果
按选用的正交表将表2中的因素顺序上列,位极对号入座,然后进行试验,并得出试验结果如表3所示。

表3 激光切割厚板正交试验表
试验结果按断面质量打分量化。如图2所示。
2.5 试验结果分析
(1)各因素对结果影响的重要程度。极差最大者即是对结果影响程度最大,极差最小者则影响程度最小,极差值=该因素位极最大值-位极最小值,如因素A极差=K4-K1=2.125-1.5=0.625。由表3中的极差值可见,激光切割厚板其因素重要程度的次序为A→B→C→D→E。
(2)直接看。第13号试验最好,板材自由掉落且断面质量最优,如图3所示,其工艺条件为A4B1C4D2E3。
(3)算一算。分别计算各因素每种水平位极均值,均值越大,该因素在此水平的工艺条件越好。以因素A为例,因素A位极均值K1=因素A在水平1试验结果之和/试验次数,即
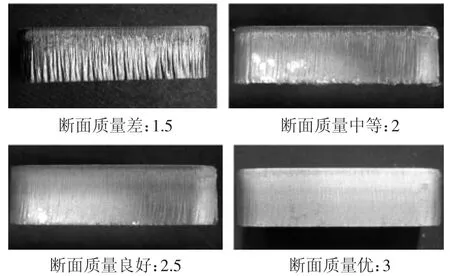
图2 切割断面图

图3 板材自由掉落且断面质量最优

同理,因素B位极均值K1=因素B在水平1试验结果之和/试验次数,即

表3中,备注“★”为计算比较后,各因素最好的水平,综合后最好的工艺条件应是A4B1C4D2E3。

图4 各因素随水平变化趋势分析图
(4)趋势分析。如图4所示。
由图可见,A因素、B因素及C因素还有潜力可挖,但由于A因素焦点位置3已经到切割头焦点可调最高值,B因素切割速度降低导致生产效率降低,C功率加大断面质量可能更粗糙,因此,默认A因素、B因素及C因素达到极限值,不做改变。
(5)综合评定。“直接看”与“算一算”结果一致,本试验最好的工艺条件应是A4B1C4D2E3。
3 总结
采用正交试验法在2kW光纤激光切割机上对20mm低碳钢厚板进行切割试验,以最少的人力和物力消耗,在最短时间内取得最优工艺参数。采用正交试验法可提高产品质量水准,缩短新产品试验周期,降低成本,大大提升产品的国内外市场竞争力。
[1]楼祺洪.高功率光纤激光器及其应用[M].合肥:中国科学技术大学出版社,2010.
[2]方开泰.正交与均匀试验设计[M].北京:科学出版社,2001.
[3]赵选民.试验设计方法[M].北京:科学出版社,2010.
[4]杨 静,路 磊,等.一种用于宽幅厚板加工的高性能数控激光切割机[J].锻压装备与制造技术,2011,46(2).
[5]王 宽,林 飞,等.基于正交试验的工业挤压态AZ31镁合金预处理试验研究[J].锻压装备与制造技术,2010,45(4).