电子束焊接能量对焊缝力学性能的影响研究
2015-05-31上海空间推进研究所顾利峰
上海空间推进研究所 于 康 周 俊 顾利峰
随着航空、航天、武器装备性能要求的不断提高,对于材料性能的要求越来越苛刻,而TC4钛合金具有耐腐蚀、比强度高、高温性能良好等一系列优点,在航天、航空、武器领域有很好的应用前景[1-4]。随着对材料研究的深入和加工技术的发展, TC4钛合金的综合性能逐步得到更全面的认识和更广泛的应用,因此受到国内外的广泛关注[5-6]。
表面张力贮箱的壳体材料为TC4,其赤道圆焊缝采用电子束焊接方法。赤道圆焊缝为重要承压焊缝,焊接检验标准为GJB1718A-2005 I级,气孔、未焊透、未熔合等缺陷通过X射线检测,焊缝拉伸强度不得低于母材的90%。赤道圆焊缝结构复杂,焊前表面处理困难,若一次电子束焊接产生缺陷且不满足检验标准要求,则需要进行补焊。电子束焊缝热影响区较小,经过一次电子束焊接的焊缝力学性能与母材接近,但经过多次电子束焊接后,焊缝受到的累积能量输入增大,其焊缝力学性能则无从考证。
本文研究了电子束焊接能量输入对TC4钛合金焊缝力学性能的影响,为设计与工艺人员对补焊次数的确定提供理论依据。
1 试验材料及方法
试验所用的材料为钛合金TC4板材,厚度为3mm,其化学成分和力学性能分别见表1和表2。板材尺寸及电子束焊接位置如图1所示,焊后板材采用线切割方法加工成图2所示的拉伸试板。

表1 TC4钛合金的化学成分 (原子数分数)%

图1 板材试验件示意图Fig.1 Diagram of plate test piece

表2 TC4钛合金的力学性能
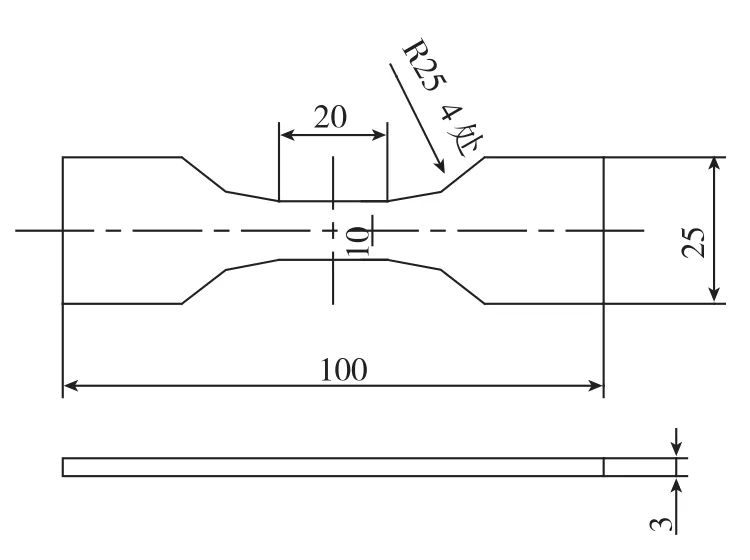
图2 拉伸试板示意图Fig.2 Diagram of tensile test panels
本试验采用的焊接设备为真空电子束设备。焊枪为CT4型间热式阴极三级枪,所使用阴极最大功率为15kW,焊接电压最高为60kV。试验选用的应力测量设备为图3所示的X-350A型X射线衍射残余应力测试设备,其测量应力为表面应力,深度约60~80μm。

图3 X-350A型X射线衍射残余应力测试设备Fig.3 X-350A test equipment of X-ray diffraction
2 电子束热输入量理论分析
电子束焊是在真空环境下,利用汇聚的高速电子流轰击工件接缝处,电子的动能转变为热能而使被焊金属熔合的一种焊接方法。在高压蒸汽的作用下,熔化的金属被排开,电子束能继续撞击深处的固态金属,在被焊工件上钻出一个锁形小孔,即“匙孔”,“匙孔”的周围被液态金属包围。随着电子束与工件的相对移动,液态金属沿“匙孔”周围流向熔池后部,逐渐冷却、凝固形成焊缝[7-8]。
电子束焊接参数主要包括电子束电流、加速电压和焊接速度,而焊接热输入量则是焊接参数综合作用的结果,其对于材料焊缝的组织和力学性能有着直接的影响。电子束焊接时热输入量的计算公式为:

式中,Q为热输入量;Ub为加速电压;Ib为电子束电流;V为焊接速度;N为作用在同一焊缝位置的次数。
由公式(1)可知,作用在焊缝处的能量输入与其作用在该位置的次数成正比。电子束焊接的功率密度高,可达106W/cm3,能量集中,焊缝的热影响区较小,其焊缝的组织与性能一般与母材相近。此时,假设经单次热输量作用的焊缝组织与性能与母材性能的关系系数为K,即

式中,P1为单次热输量作用的焊缝组织与性能;P为母材的组织与性能。
由公式(2)可近似推导,当焊缝同一位置经过N次焊接热输入作用下,焊缝组织与性能与母材的关系如公式(3)。

式中,PN为N次热输量作用下的焊缝组织与性能。
3 电子束热输入量对焊缝拉伸性能的影响
本次试验以表面张力贮箱赤道圆焊缝的热输入量为研究对象,研究其对材料组织与性能的影响。赤道圆焊缝的熔深要求为2.5~3.5mm,其电子束焊接的流程如图4所示。电子束焊接及补焊参数如表3所示。
钛合金材料经过一次电子束热输入作用后,焊缝中一些低熔点合金易挥发,焊缝组织和硬度较本体材料发生改变,因此,要达到相同的熔深要求,补焊的能量输入一般要略大于首次焊接时的能量输入。结合焊缝熔深测量技术,首次电子束焊接焊接速流确定为20mA,补焊电子束焊接焊接束流确定为21mA,两者的能量输入比为1∶1.05。
图5为电子束焊接热输入量对焊缝拉伸强度的影响图。由图5可知,随着焊接次数的增多,热输入量增大,焊缝的拉伸强度逐步降低,当仅经历了单次电子束焊接过程时,拉伸强度达到1014MPa,为母材的97%,随着焊接次数的增加,热输入量增加,拉伸强度逐步降低,但下降较缓慢,当经历6次电子束焊接后,拉伸强度为927MPa,低于母材强度的90%。焊缝拉伸强度的降低与焊缝部位的残余应力有直接的对应关系。由于焊缝部位受热影响,在冷热循环过程中,在不等温温度场的作用下,焊缝部位的收缩变形易造成其内部存在拉应力,拉应力的存在必然会降低其拉伸断裂强度,随着焊接次数的增加,热输入量逐步增加,焊缝部位的变形增大,残余拉应力也逐步增大,因此拉伸强度逐步下降。

表3 电子束焊接参数表

图5 电子束热输入对焊缝拉伸强度的影响Fig.5 Effect of electron beam welding heat input for tensile strength of weld
为了更好地研究焊接次数对焊缝拉伸强度的影响,采用X射线衍射仪测量焊缝表面部位存在的残余应力,X射线衍射残余应力测定的参数如表4所示,标准试样的零应力测定值为6MPa,满足测定标准要求。

表4 X射线衍射残余应力测定参数表
图6为经不同次电子束焊接后的接头表面残余应力的测试结果。由图6可知,焊缝部位在电子束焊接过程中的不均匀温度场作用下,发生不均匀的收缩变形,最终产生了残余拉伸力。当接头通过一次焊接时,其表面存在256MPa的残余拉应力。随着焊接次数的增加,电子束焊接能量输入增加,接头收缩变形加剧,其残余拉应力也逐步提高。当焊接次数达到6次时,残余拉应力提高至396MPa。残余拉应力的提高导致了焊缝拉伸强度的降低。
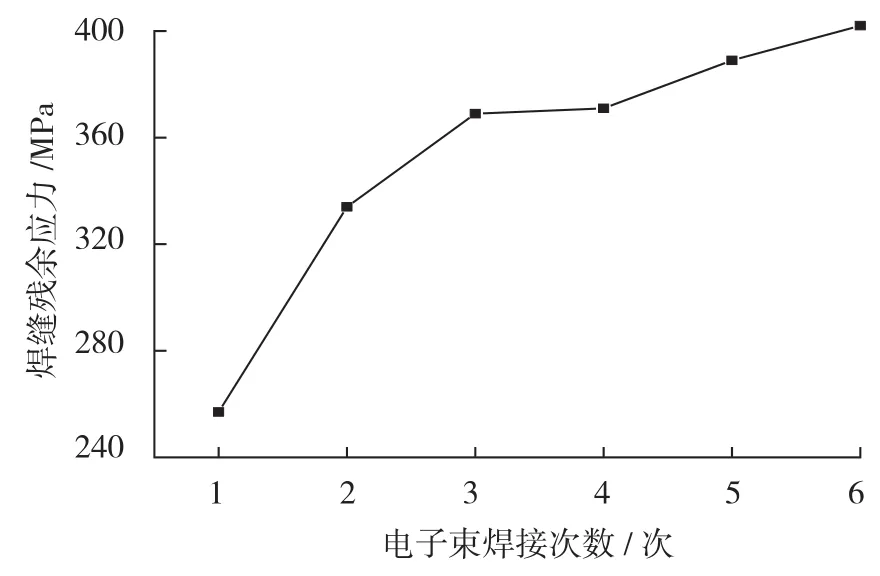
图6 接头表面残余应力的测试结果Fig.6 Test results of joint surface residual stress
赤道圆焊缝的检验标准为GJB1718A-2005 I级,其要求焊缝拉伸性能不得低于母材的90%。当电子束焊接次数达到6次时,焊缝拉伸强度低于母材的90%,因此,单一针对焊缝拉伸强度的指标要求,焊缝同一位置的焊接次数不得超过5次。
4 结论
(1)随着电子束焊接能量输入次数的增加,焊缝拉伸性能和断裂延伸率逐步降低,焊接残余拉应力逐渐增大;
(2)当焊接次数达到6次时,拉伸性能低于母材强度的90%,无法满足GJB1718A-2005 I级标准要求。
[1] Casavola C, Pappalettere C, Tattoli F. Experimental and numerical study of static and fatigue properties of titanium alloy welded joints.Mechanics of Materials, 2009, 41: 231-243.
[2] Tsay L W, Tsay C Y. The effect of microstructures on the fatigue crack growth in Ti-6AI-4V laser welds. International Journal of Fatigue,1997, 19(10): 713 -720.
[3] 胡美娟, 刘金合. 12mm厚钛合金平板电子束焊接的数值模拟. 中国有色金属学报. 2007, 17(10): 1622-1625.
[4] Boyer R R. An Overview on the Use of Titanium in the Aerospace Industry. Materials Science and Engineering: A, 1996, 213: 103-114.
[5] Sun Z C,Yang H.Microstructure and Mechanical Properties of TA15 Titanium Alloy under Multi-step Local Loading Forming.Materials Science and Engineering:A,2009,523:184-192.
[6] 李兴无, 沙爱学, 张旺峰, 等. TA15合金及其在飞机结构中的应用前景. 钛工业进展. 2003, 20(4-5): 90-94.
[7] 陈芙蓉, 霍立兴, 张玉凤. 电子束焊接技术在工业中的应用与发展. 电子工艺技术. 2002, 23(2): 56-58.
[8] 陈志勇, 王清江, 刘建荣, 等. Ti-60钛合金电子束焊接接头高温下的失效与变形行为. 金属学报, 2008,44(3):263-271.
