热等静压对电子束成形AerMet100钢性能的影响
2015-05-31北京航空制造工研究所高能束流加工重点技术实验室巩水利锁红波黄志涛
北京航空制造工研究所高能束流加工重点技术实验室 杨 帆 巩水利 锁红波 黄志涛 杨 光
AerMet100超高强度钢是一种Co-Ni系合金钢,其强度能够达到300M钢的水平,韧性上也仅比AF1410钢稍低,是目前市场上综合性能较为优秀的钢种。具有高强度、高硬度、高断裂韧性和延展性、优良的抗疲劳性能和抗应力腐蚀开裂性能等优点[1],在工业中备受青睐。美国拟以AerMet100钢代替传统的300M钢成为新一代飞机承力构件的主要材料[2]。目前已经在F-22战斗机以及F-18舰载机的起落架上得到应用。但是,该材料强度高,机械加工十分困难。对于大型锻件,机械加工量大、效率低下。电子束增材制造技术[3](Electron Beam Freeform Fabrication, EBF3)可以由零件的三维数字模型驱动,直接制造出近净成形的结构,无需任何模具。与传统的锻造方法相比,它具有周期短、成本低及柔性好等优点,特别对于一些结构复杂、强度要求高的零件,具有独特的优势。针对AerMet100超高强度钢加工难的问题,电子束增材制造技术是一种理想的解决方法。
电子束增材制造技术是一种多重复杂热循环作用下的材料逐点堆积过程,这导致其成形后零件的组织与锻件的原始组织有很大区别,基本特点为:晶粒粗大、合金元素在晶粒与晶界之间存在偏析及材料内部有微裂纹存在[4-6]。国内绝大多数有关增材技术成形的研究都集中在激光成形[7-8],电子束成形的研究较少,又主要集中在钛合金[9-10],针对AerMet100钢的研究还未见报道。
本文采用电子束增材制造技术获得AerMet100钢试样,研究热等静压工艺对其性能的影响,为深入了解电子束成形AerMet100钢组织及性能提供理论依据。
1 试验材料及方法
成形材料分为基板和成形丝材两部分。基板采用45#钢,成形前机械打磨去除氧化皮,酒精擦拭表面,去除油污。丝材采用直径2mm的AerMet100钢丝,化学成分见表1。成形前丝材用酒精擦拭,去除油污。
成形过程在真空环境中进行,两套送丝机构同时送进材料,成形工艺参数见表2。对成形路径做如下约定:X方向为垂直于堆积路径方向;Y方向为沿堆积路径方向;Z方向为堆积的高度方向,参见图1。按上述约定首先在XY面堆积出一个平面,然后以同样的方法逐层“长高”,最终成形出一块尺寸为420 mm (X方向)×40 mm(Y方向)×65 mm (Z方向)的试样。将试样按照图2所示均匀分成 3块,分别记为 1#、2#、3#。其中,1#、2#用来作为均匀化处理与热等静压处理的试验组,3#不进行均匀化处理与热等静压处理,作为相应的对照组,具体工艺参数见表3。然后对3组试样进行后续热处理,热处理制度按照锻件标准进行,如表4。热处理后的3组试样在Zwick Z050实验机上测试拉伸性能,拉伸试样尺寸见图3。
2 试验结果与分析
2.1 化学成分
成形后试样的化学成分见表1。由表可知,与成形前的丝材成分相比,由于低熔点杂质的烧损,Co及Mo元素的相对含量略有提高,其他合金元素的含量变化不大。Co元素在AerMet100钢中主要固溶在马氏体中,可以导致Mo元素在马氏体中的固溶度降低,促进了Mo2C碳化物析出,从而使得AerMet100钢强度提高,塑性及韧性下降[11]。成形后,C含量增加到0.26%,略微超出0.25%的上限。C含量的增加,可提高合金的强度,降低塑性、韧性及断裂韧性[12]。
2.2 拉伸性能
图4及图5分别为X方向和Z方向的室温拉伸测试结果。
2.2.1X方向拉伸性能
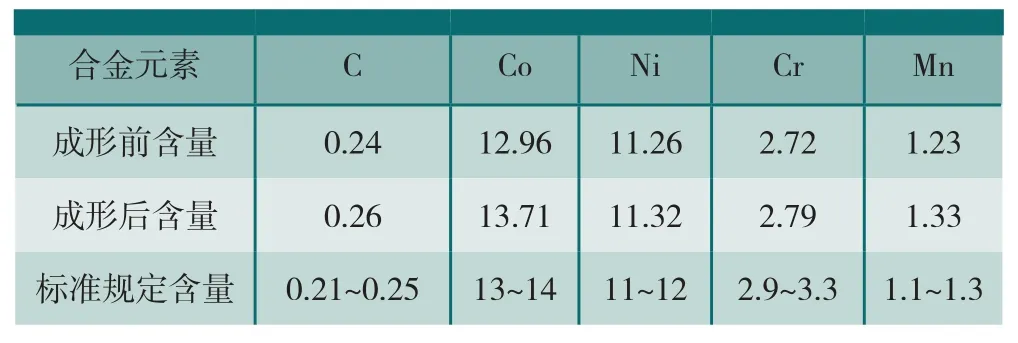
表1 AerMet100合金化学成分(质量分数)%
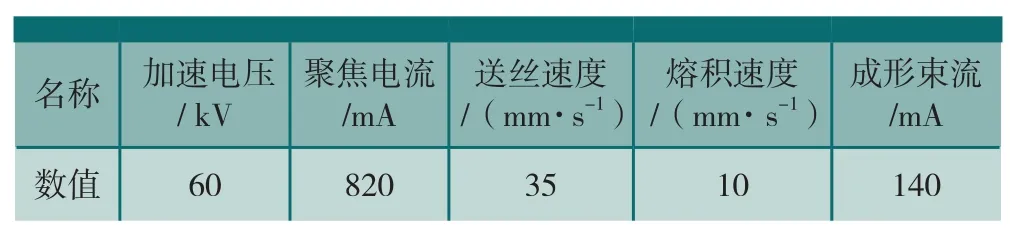
表2 AerMet100合金EBF3成形工艺参数
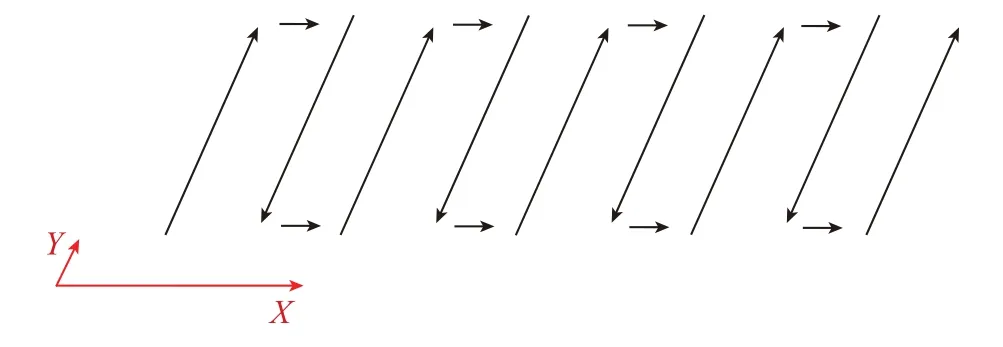
图1 单层堆积路径示例Fig.1 Diagram of deposition path for single layer

图2 成形试样分块示例Fig.2 Segmentation of sample

表3 均匀化退火与热等静压工艺参数
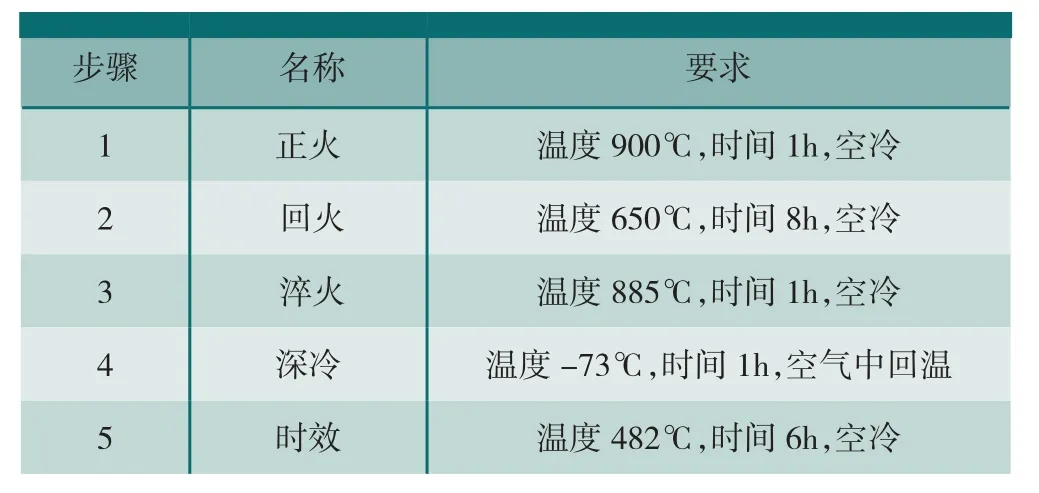
表4 后续热处理参数
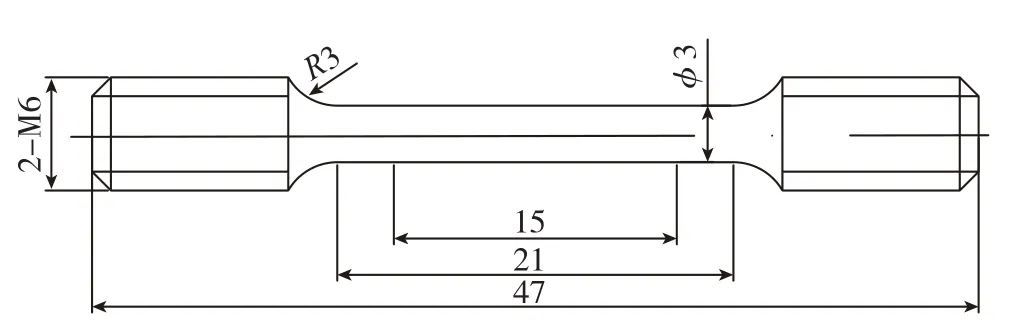
图3 拉伸试样Fig.3 Diagram of tensile specimens
从图4(a)中可以看出,在试样的X方向,对照组的抗拉强度为1775MPa,而经过均匀化退火与热等静压试验的两个试验组,抗拉强度均有所提高。其中,经930℃处理的试验组,抗拉强度为1948.3MPa,较对照组提高了9.8%,且高于AMS-6532D标准要求的1931MPa;1000℃处理的试验组,抗拉强度提升到1911.3MPa,较对照组提高了7.7%,但是比标准要求略低。未经过均匀化退火与热等静压的对照组的屈服强度为1616MPa,经过均匀化退火与热等静压之后,930℃试验组的屈服强度达到1635.5MPa,1000℃试验组的屈服强度到达1647MPa,分别提高了1.2%和1.9%。可以看出,均匀化退火和热等静压处理可大幅提高合金的强度。930℃后,随温度升高,抗拉强度有所小幅度降低,屈服强度略有增加,但不明显。
对照组延伸率与断面收缩率分别为11.5%和60%。经过均匀化退火与热等静压处理之后,930℃处理的试验组,延伸率与断面收缩率分别达到12.83%和58%;而1000℃处理的试验组,达到12.17%和59.3%。可以看出,经均匀化退火与热等静压处理之后延伸率略有提高,断面收缩率略有降低,但是变化幅度不明显,说明均匀化退火与热等静压处理对AerMet100钢塑性影响不明显。同时,热等静压温度对二者的影响亦不明显。
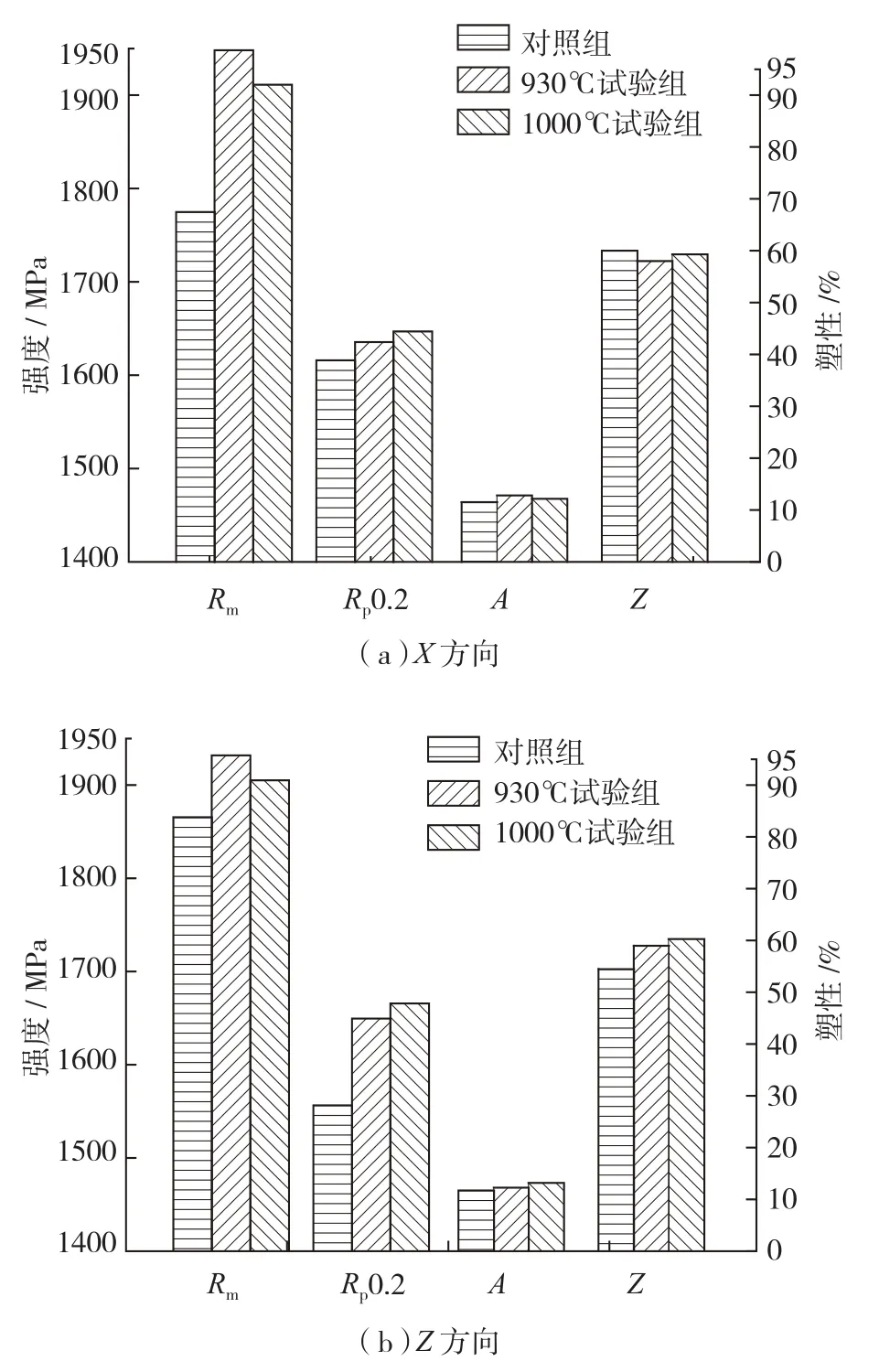
图4 拉伸性能比较Fig.4 Comparison of tensile properties
2.2.2Z方向拉伸性能
由图4(b)中可以看出,在试样的Z方向,对照组的抗拉强度为1865.5MPa。经过均匀化与热等静压处理后,经930℃处理的试验组,其抗拉强度达到1932MPa,较对照组提高了3.6%;1000℃处理的试验组,抗拉强度为1905.3MPa,较对照组提高了2.1%。对照组的屈服强度为1556.5MPa,经过处理之后,930试验组达到1649.7MPa,1000试验组达到1665.7MPa,分别提高6.0%和7.0%。其变化规律与X向类似。
未经过均匀化退火与热等静压的对照组的延伸率和断面收缩率为11.75%和54.5%。经930℃处理后的试验组,延伸率与断面收缩率分别达到12.25%和59%。1000℃处理的试验组,延伸率与断面收缩率分别为13.17%和60.3%。可知,随试验温度升高,延伸率与断面收缩率有小幅度升高。
从上述数据可以看出:均匀化退火与热等静压对改善电子束成形AerMet100钢的强度有显著影响,对塑性影响不明显。
两个试验组与对照组相比,在X方向的延伸率与断面收缩率的影响规律不明显。在Z方向,随试验温度升高,延伸率与断面收缩率有小幅度提高,但差距不明显。另外,未进行均匀化及热等静压处理的试样,其强度有较大差别,而塑性差别不大,存在一定的各向异性。而经均匀化及热等静压处理后,X方向与Z方向拉伸性能差别不大,各向异性被消除。
抗拉强度是材料由均匀塑性变形到局部塑性变形的临界值,反映了静力条件下抵抗外加载荷的能力。屈服强度是材料发生屈服现象的极限,是抵抗微量塑性变形的能力。材料在外力的作用下,首先进行均匀塑性变形,均匀塑性变形达到极限,表现为屈服强度。继续施加外加载荷,产生集中变形,材料内部晶粒重新排列,抵抗变形的能力提高并伴有颈缩现象出现,承力面积减小直至断裂,表现为抗拉强度。
均匀化退火及热等静压过程中,合金元素在晶粒之间扩散,逐渐减小元素偏析带来的不利影响。同时微气孔等小缺陷也可在压力的作用下焊合。但是,此过程的晶粒尺寸也会长大。1000℃试验相比930℃试验,理论上均匀化及消除微小缺陷的效果更好,但同时晶粒的长大也更为严重。图5(a)和图5(b)分别为930℃及1000℃均匀化并热等静压之后的金相图片,从图片上可以看出,两组照片上的晶粒都表现出树枝晶特征,经过测量,930℃处理后,晶粒平均宽度为82.7μm,而1000℃处理之后,晶粒平均宽度为114.9μm。这样虽有利于其屈服强度增加,但大晶粒不便于协调变形,滑移不容易发生,使因变形而提高的强度值低于930℃时的试验组。因此,对抗拉强度930℃试验组的数据较高,而对屈服强度1000℃时的数据较高。
3 结论
(1)AerMet100钢经电子束成形之后,合金元素的含量变化不大,只有Co和Mo元素含量由于低熔点杂质的烧损而略有提升。
(2)均匀化退火与热等静压对电子束成形AerMet100钢的强度有明显改善。抗拉强度最高提升173.3MPa,达到 9.8%,屈服强度最高 109.2MPa,达到7.0%。
(3)930℃处理组的抗拉强度高于1000℃处理组,屈服强度略低于1000℃处理组。
(4)均匀化退火与热等静压处理对材料塑性的影响不明显。
(5)均匀化退火与热等静压处理可降低室温拉伸性能的各向异性。
[1] 万翛如.AerMet100——极好综合性能的超高强度钢.北京航空航天大学学报,1996,22(6):639-644.
[2] 钟平. A_100超高强度钢的组织与性能//中国金融学会.2001中国钢铁年会论文集. 下卷. 北京:冶金工业出版社,2001: 825-828.
[3] Lyndon B. Finite element models for electron beam freeform fabrication process. NASA Tech Briefs, 2012(4):27.
[4] 张海泉, 张彦华, 李刘合,等. 电子束焊接热冲击对GH4133A的微裂纹损伤研究. 材料工程, 2001(2):36-39.
[5] 曹睿, 陈剑虹, 闫英杰, 等. 一种新型980MPa高强钢弯曲断裂机理的研究. 中国科技论文在线, 2009,4(6):696-700.
[6] 蒋庆梅, 陈礼清,许云波,等.一种微合金高强钢焊接冷裂纹敏感性. 材料科学与工程学报, 2011(2):103-108.
[7] 王华明, 张凌云, 李安, 等. 金属材料快速凝固激光加工与成形. 北京航空航天大学学报, 2004,30(10):962-967.
[8] 李怀学, 巩水利, 孙帆, 等. 金属零件激光增材制造技术的发展及应用. 航空制造技术 , 2012(20):26-31.
[9] 锁红波, 陈哲源, 李晋炜. 电子束熔融快速制造Ti-6Al-4V的力学性能. 航天制造技术 , 2009(6):18-22.
[10] 杨光, 巩水利, 锁红波, 等. 电子束快速成形TC18合金多次堆积的组织特征研究 . 航空制造技术, 2013(8):2-34.
[11] 张岩滨.化学成分对AerMet100钢组织和性能的影响[D]昆明:昆明理工大学, 2008.
[12] 李杰,古立新,李志,等. AerMet100钢力学性能的回火温度敏感性研究. 金属热处理, 2010(3):33-36.
