钛热交换器的真空钎焊
2015-05-31中航工业北京航空材料研究院
中航工业北京航空材料研究院 梁 海
钛合金在现代先进的航空和航天结构中已发展成为重要的结构材料,钛合金结构选材的用量呈现了迅速上升的趋势。目前在美国先进的F119型第四代航空喷气发动机上,钛合金的用量已达到了结构总重的1/3,而且预计在下一代涡轮发动机和飞机结构中钛的用量将继续增长。已知钛合金钎焊结构可广泛应用于飞机的大芯格蜂窝夹层机翼、机翼和方向舵的加强肋、生命保障和防护服的板-翅式热交换器、着陆反推格栅,导管等,涡轮发动机的宽弦中空风扇叶片、压气机导向器和扩散器、进气导向器等,以及火箭发动机的燃烧室的安装环等。而新型的TiAl和TMC材料的钎焊结构可用于先进涡轮发动机的工作温度600℃~1000℃的低压涡轮、燃烧室和喷口[1]。
目前,钛及钛合金的钎焊用钎料基本上有2类[1-3],一类是低温的Al基和Ag基钎料;另一类是高温的Ti(Zr)-Cu-Ni基和Cu基钎料。前者低温钎料的钎焊接头的缺点是耐蚀性和高温强度低;后者高温钎料的钎焊接头的高温强度和耐蚀性好,是钛钎焊的最佳钎料。传统的热交换器主要为铝、铜或不锈钢材质的钎焊结构,而新型的钛热交换器在减重、耐蚀性和高温强度性能上具有明显优势,航空、航天、航海是其应用的最佳领域。钛热交换器结构复杂,钎缝很多,钎着率要求高,钎缝致密性要求高,因此对钎焊工艺提出了很高要求。本文研究了钛热交换器的真空钎焊工艺。
1 试验条件和方法
1.1 材料
热交换器的材质为TA2, 结构如图1所示。热交换器由本体和盖板2部分组成,盖板放入本体的方形槽后与本体的筋形成T形钎焊接头,钎焊后形成密封的结构,筋宽2mm,盖板厚1.9mm。

图1 钛热交换器结构Fig.1 Configuration of Ti heat exchanger
工艺试片材质为TA2,厚度组合:1.5mm+1.5mm,0.1mm+1.5mm和0.1mm+0.5mm(表面镀Cu),模拟热交换器的钎焊接头。
所用钎料:(1)Ti-Zr-Cu-Ni系Ti基钎料,钎焊温度范围910~960℃,以粉状和0.05~0.07mm厚的急冷非晶箔状形式使用;(2)纯Cu钎料,以0.05mm厚冷轧箔和10μm电镀层形式使用。
1.2 设备
真空钎焊采用北京航空材料研究院的真空钎焊/扩散焊炉,均温区尺寸φ300mm×400mm,使用温度1230℃,热态真空度优于2×10-2Pa。
钎焊接头的成分分析采用北京航空材料研究院的JEOL JXA-8100电子探针仪和CAM SCAN3100扫描电镜和OXFORD X-MAX能谱仪。
1.3 钎焊接头质量检验
(1)金相检查;(2)氦质谱致密性检查;(3)耐压强度试验,在内腔压力0.6MPa下,保压5min后,无残余变形。
2 钎焊工艺试验
2.1 热交换器钎焊装配
纯Cu钎料箔清洗后用储能点焊机定位点焊到热交换器本体的筋上,盖板镶入到本体的槽中,再在盖板侧面与本体的钎焊间隙中加入钎料。组合件放到钎焊卡具上压紧,以使钎料压紧在钎焊间隙中,保证每条钎缝形成预定的钎焊间隙,以得到高的钎着率和气密性。为防止粘连,卡具与钛热交换器间用阻焊剂隔离。由于钎焊件大,不便于用钎焊炉的液压杆均匀加压,因此用带紧固螺钉的不锈钢压板多点均匀加压。
2.2 钎焊工艺参数
钎焊工艺参数见表1。对不同的钎料和钎料使用形式,钎焊间隙,不同的钎焊温度和时间进行了试验和比较。
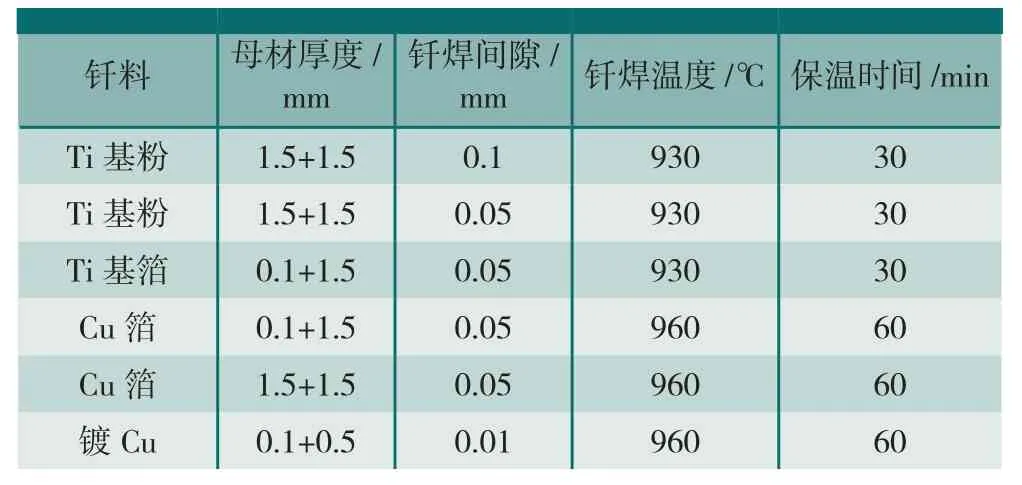
表1 钎焊工艺参数
3 试验结果和分析
3.1 显微组织
图2 为用Ti基钎料真空钎焊的TA2纯钛接头组织。图2(a)为粉状钎料,钎焊间隙为0.05mm的组织,经过930℃下30min的钎焊保温后钎缝为等温凝固的共析针状α组织,在钎焊过程中钎料已经完全与母材混合在一起,形成了固溶体组织;图2(b)、(c)为非晶钎料箔/0.05mm厚的组织,经过930℃下30min的钎焊保温后钎缝也为等温凝固的针状α组织,钎缝中的钎料也已经完全与母材混合在一起,形成了固溶体组织,但是在钎焊圆角处的中心仍有少量残留的共晶钎料,并形成了小的缩孔;图2(d)为粉状钎料,钎焊间隙为0.1mm的组织,经过930℃下30min的的钎焊保温后,钎料也已经基本与母材混合在一起,钎缝大部分为等温凝固的针状α组织,钎缝中心可看到凝固的一次枝晶痕迹。钎料共晶组织也已难以看到。

图2 Ti基钎料的TA2纯钛真空钎焊接头组织Fig.2 Microstructure of CP Ti TA2/Ti-Zr-Cu-Ni joints vacuum brazed at 930℃ for 30 minutes
图3为用Cu钎料钎真空钎焊的TA2纯钛接头组织。图3(a)、(b)为镀Cu/0.01mm的组织,经过960℃下60min的钎焊保温后,钎缝中的钎料已经完全与母材混合在一起,钎缝基本成下等温凝固组织,但是在钎焊圆角处仍有残留的共晶钎料,钎焊圆角美观致密;图3(c)、(d)为Cu箔/0.05mm的组织,经过960℃下60min的钎焊保温后钎缝形成了3个组织区,钎缝中心的残留液相凝固区化合物相,宽度大约为50μm,母材与钎料相互溶解的凝固区, 大部分为针状α组织,和钎料向母材的扩散区针状α组织。这说明,在这个工艺条件下,钎料还不能充分从钎缝中扩散出去,钎焊接头会存在一定的脆性。
3.2 钎缝成分分析
为了解Cu箔/0.05mm钎料的钎焊接头组织中元素的分布,用电子探针和能谱仪对钎缝成分做了线扫描分析和相成分分析,线扫描和SEM像见图4。

图3 Cu钎料的TA2纯钛真空钎焊接头组织Fig.3 Microstructure of CP Ti TA2/ Cu joints vacuum brazed at 960℃ for 60 minutes
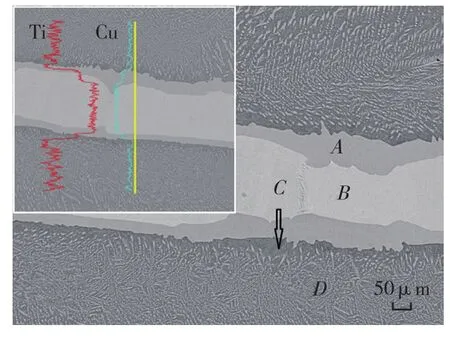
图4 Cu钎料箔的TA2纯钛真空钎焊接头SEM像Fig.4 SEM image of CP Ti TA2/ Cu foil joints vacuum brazed at 960℃ for 60 minutes
线扫描结果显示,与钎缝两侧的钎料/母材溶解混合凝固区相比钎缝中心区的Cu含量高,Ti含量低。SEM能谱分析显示,图4中A相的成分接近Ti2Cu,应为Ti2Cu相;B相的成分接近TiCu,应为TiCu相;C相和D相都为高Ti低Cu固溶体相,应为针状α+α组织。从图5的Ti-Cu二元合金相图可知,用Cu作钎料在960℃进行钎焊,是利用了Ti-Cu的共晶反应:

图5 Ti-Cu二元合金相图Fig.5 Ti-Cu Binary equilibrium diagram
L(液相
当钎焊时高温扩散形成的共晶液相,没能通过扩散和相互溶解,使共晶点成分明显改变,穿越Ti2Cu成分点向富Ti端靠近,那么,在钎缝中心必然会形成Ti2Cu+TiCu的化合物组织。因此,降低接头间隙,减少钎料用量,延长保温时间,对提高接头塑形是必不可少的。
3.3 热交换器的钎焊
根据上述试验结果,考虑到实际零件为内腔T形接头,粉状钎料不易使用,必须要使用箔状钎料形式,但是国内Ti基非晶箔状钎料的价格昂贵,每公斤大约要4~5万元,而且现货钎料难得,需要定做,周期长。为满足零件的钎焊要求,采用Cu作钎料在960℃/60min条件下的真空工艺方案,对图1中所示的热交换器进行真空钎焊。经实体零件解剖,钎缝致密,钎着率100%,见图1。TA2的α→β转变温度为885~900℃[4],在960℃进行钎焊,母材晶粒有所长大。钎焊的热交换器捡漏和耐压试验,满足技术要求。
4 结论
与用纯Cu钎料相比,用Ti-Zr-Ni-Cu钎料钎焊钛热交换器可以更容易地得到等温凝固钎缝组织。而用纯Cu钎料,则价格低,也可得到致密的成形漂亮的钎焊接头,但代价是接头的塑形较低。
[1] Shapiro A ,Rabinkin A. State of the art of titanium-based brazing filler metals. Welding Journal, 2003 (10):36-43.
[2] LAN S W. Laminated Brazing Filler Metals for titanium assemblies. Welding Journal,1982,(10):23~28.
[3] CHANG C S , JIA B. Application of roll welding to brazing.Welding Journal, 2003,(10):28-31.
[4] 中国航空材料手册编辑委员会. 中国航空材料手册.第2版.北京:中国标准出版社,2002.
