添加纯钛夹层对TA15钛合金电子束焊接接头力学性能的影响
2015-05-31中航工业沈阳飞机设计研究所
中航工业沈阳飞机设计研究所 贺 飞
中国科学院金属研究所东北大学材料与冶金学院 李士一
中国科学院金属研究所 雷家峰
电子束焊接是钛合金板材一种先进的焊接形式。它利用定向高速运动的电子束撞击工件表面,将部分动能转化成热能,使被焊金属熔化、冷却结晶后形成焊缝。电子束焊的主要特点是加热功率密度大,能量集中,热效率高,热影响区窄小,焊接变形小,接头焊缝的熔深比大。熔池周围在真空保护环境下,焊接质量良好[1]。因为钛的化学性质活泼,在400℃以上开始和空气中的氧、氮、氢、碳发生化学反应,高于600℃时进行剧烈反应,所以钛合金非常适合于采用真空电子束焊接技术进行连接加工[2]。目前国内通过多种科研渠道,针对大厚度TC4合金、TA15合金以及TC4-DT合金等主要结构钛合金进行了深入的电子束焊接工艺研究。目前采用大功率电子束焊接深熔穿透焊接成形技术,并运用扫描搅拌焊接方法进行性能调控,形成了稳定的焊接工艺,积累了丰富的工艺经验及数据,并成功应用于国内先进飞机的研制。
相比其他焊接方式,采用常规电子束焊接的热输入较小,焊缝熔合区及热影响区在高温停留时间较短,焊接接头冷却速度较快,使焊接接头区易出现马氏体组织,焊缝的强度较高,但塑性及韧性较低[3]。为了综合优化焊接接头的强度韧性匹配,研究了电子束焊接过程中添加纯钛夹层的焊接工艺对焊接接头力学性能的影响,工艺总体思路是通过降低焊接接头的合金化程度,降低焊接接头强度的同时提高其韧性。本文相关研究工作对钛合金电子束焊接工艺优化有一定的指导作用。
1 试验材料及方法
以62mm厚度的TA15钛合金板材为实验材料,开展了相关焊接工艺试验。TA15钛合金属于Ti-Al-Zr-Mo-V系的高Al当量近α型钛合金,其强化机制主要是通过α稳定元素Al的固溶强化,同时也加入了少量的中性元素Zr和β稳定元素Mo、V。该合金具有中等强度水平,兼有α型和α+β型钛合金的许多优点,同时还具有接近于α+β型钛合金良好的工艺塑性和α型合金的良好焊接性能。TA15钛合金具有中等的室温和高温强度、良好的热稳定性和焊接性能[4]。
焊前用钢丝刷打磨TA15合金试板、纯钛嵌条及垫板各面,再用丝绸布蘸丙酮擦拭干净。纯钛镶板焊前进行酸洗处理。试板两端对接接缝用氩弧焊连续定位,焊丝采用Φ2.5mm的TA0-1焊丝,焊接电流为216A。试板与垫板之间进行3处30mm长焊缝定位。
开展了3种焊接试验工艺方案,焊接方式及参数见表1。焊后采用大气环境下的普通退火热处理,焊后热处理规范为800℃保温2.5h后空冷。
2 试验结果及讨论
2.1 焊缝低倍及高倍形貌
图1为试件上下表面分别加工去1mm、0.5mm后焊缝的横截面低倍组织形貌。3种焊接工艺均能获得较为理想的平行焊缝形态。图2为焊接接头母材及不同状态的焊缝高倍显微组织形貌,其中母材为典型的双态组织形貌。由于电子束焊接过程中熔合区内冷却速度较快,易形成亚稳脆性相,导致焊接接头的韧性较低。采用焊后800℃并保温2.5h的热处理后,无夹层及添加纯钛夹层焊缝的熔合区晶粒内部均形成了网篮交织状的α片层,说明亚稳相得到分解,显著改善了焊缝的显微组织形貌。
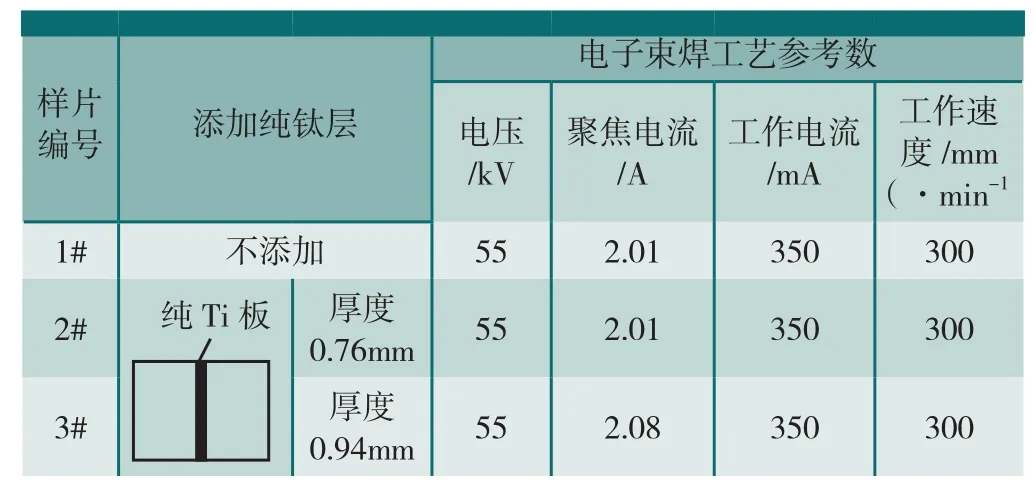
表1 TA15试件焊接工艺方案与规范
2.2 焊缝厚度方向元素分布测试结果
在扫描电子显微镜上采用能谱仪测量了2#、3#焊接试板焊缝熔合区中主要元素沿焊缝厚度的浓度变化,分别如图3、图4所示。由于焊缝熔合区的熔宽由上向下逐渐变窄,因此纯钛板对熔合区元素的稀释作用逐渐增强。图3、图4中,焊缝熔合区由上向下,纯Ti在焊缝中所占的比例增加,而Al、V、Zr、Mo含量呈降低趋势。进一步对比纯钛板厚度对元素分布的影响,图3、图4中0.76mm、0.94mm纯钛板厚度的差异对元素含量分布的影响较小。通过添加纯钛,对焊接接头特别是熔合区内的合金化程度进行了优化,为调控焊接接头的力学性能建立了基础。
2.3 焊接接头硬度测试结果

图1 3种不同焊接工艺下TA15板材焊接接头低倍组织形貌Fig.1 Macro morphology ofTA15 joints under three kinds of welding process

图2 TA15合金试板焊接接头高倍显微组织形貌Fig.2 Microstructural morphology of EBW joint of TA15 alloy

图3 2#焊接试板(镶0.76mm纯钛板)焊缝熔合区厚度方向元素含量分布Fig.3 Distribution of element content along thickness direction of fusion zone of 2 # plate (with pure titanium plate of 0.76 mm)
对不添加纯钛板的1#试板及添加0.76mm钛板的2#试板焊缝横向维氏硬度进行了测试,测试结果如图5所示。无纯钛夹层的母材位置的硬度水平相对为最低,由于焊缝区凝固过程中冷却速度较快,形成细小的显微组织,因此随着距焊缝中心线距离的缩短,硬度值急剧上升,在近缝区附近达到峰值[5]。而采用中间纯钛夹层的焊缝中间熔合区存在硬度低谷,在热影响区硬度出现峰值,这是由于熔合区的合金化程度降低,降低了硬度,热影响区合金化未受到明显影响,并且热影响区的冷却受到熔合区的影响同样较快,因此在热影响区的硬度最高。

图4 3#焊接试板(镶0.94mm纯钛板)焊缝熔合区厚度方向元素含量分布Fig.4 Distribution of element content along thickness direction of fusion zone of 3 # plate (with pure titanium plate of 0.94mm)
2.4 拉伸性能
表2、表3分别为3种焊接工艺下焊接接头的室温、高温拉伸性能检测结果。可以看出随着添加纯钛夹层及夹层厚度的增加,焊接头的拉伸强度整体上略有降低,这主要归结于焊缝位置合金化水平降低。
表4为3种焊接工艺下焊接接头的室温冲击、断裂韧性试验结果。可以看出,随着焊缝区域合金化程度的降低,焊缝的冲击韧性及断裂韧性均获得了提升。镶0.94mm纯钛板的焊缝韧度达到42.8J/cm2,且厚度方向韧度变化不大,断裂韧性达到93 MPa ,可见焊缝的的韧性较常规焊接工艺获得了较大提升。
图6为不同工艺焊缝断裂韧性试样的断口SEM照片。无中间夹层焊缝断口以解理断裂特征为主,解理面上韧窝的出现表明塑性变形特征增强,并且断口上还出现二次裂纹。这都意味着裂纹扩展需要消耗更多的能量,因此所表现出的断裂韧度增加。采用镶纯钛板焊缝断口,解理特征进一步增强,解理面边缘撕裂韧窝特征明显,解理面上的韧窝也变大变深,因此断裂韧度比无中间夹层焊缝提高。图7为不同工艺焊缝冲击韧度试样的断口SEM照片,无中间夹层焊缝断口呈现沿晶与解理断裂混合特征。采用镶纯钛板的焊缝断口,解理特征进一步增强,因此断裂韧度比无中间夹层焊缝显著提高。

图5 1#及2#焊接试板焊缝横向硬度分布Fig.5 Distribution of hardness of joints with transverse direction of 1 # and 2 # plates

表2 3种焊接工艺下TA15试板电子束焊接头室温拉伸性能试验结果

表3 3种焊接工艺下TA15试板电子束焊接头500℃高温拉伸性能试验结果

表4 3种焊接工艺下TA15试板电子束焊接头室温冲击韧性及断裂韧性
3 结论
(1)焊后采用普通退火处理,使焊缝熔合区晶粒内部α片层充分生长,焊缝的过饱和状态得到有效缓解。普通退火处理对母材的组织性能影响不大,却可以显著改善焊缝的显微组织特征。中间镶纯钛板对焊缝组织形态无明显影响。(2)用中间纯钛夹层的焊缝熔合区存在硬度低谷,在热影响区硬度出现峰值。(3)添加纯钛层后,焊缝合金化程度降低,焊接接头的拉伸强度略有降低,但仍可满足接头强度系数大于0.9的技术要求。(4)通过添加纯钛夹层,并且配合相应的焊后热处理工艺,能够显著改善焊缝冲击韧性和断裂韧性。镶0.94mm纯钛板的焊缝冲击韧度达到42.8J/cm2,断裂韧度最高达到

图6 两种焊接工艺下焊缝断裂韧性试样断口扫描电镜形貌Fig.6 Fracture morphology of fracture toughness specimens withtwo kinds of welding processes
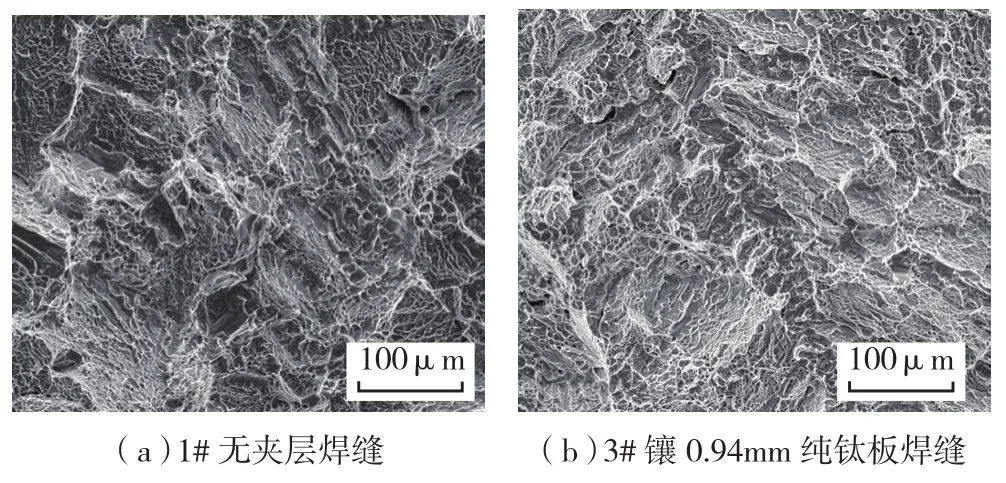
图7 两种焊接工艺下焊缝冲击韧性试样断口扫描电镜形貌Fig.7 Fracture morphology of impact toughness specimen with two kinds of welding processes:
[1] 李亚江.焊接组织性能与质量控制.北京:化学工业出版社,2005.
[2] 李兴无,沙爱学,张旺峰.TA15合金及其在飞机结构中的应用前景.钛工业进展,2003,20:4-5.
[3] 《中国航空材料手册》编辑委员会.中国航空材料手册.北京:中国标准出版社,2001.
[4] 胡刚,李晋炜,付纲,毛智勇.热处理对 TA15 钛合金电子束焊接接头力学性能和微观组织的影响.航天制造技术,2005 (4): 1-4.
[5] 王利发,刘建中,胡本润.TA15钛合金电子束焊焊接接头力学性能.焊接学报,2007, 28(1):97-100.
