基于搅拌摩擦焊的TC4钛合金超塑成形性能研究
2015-05-31中航工业北京航空制造工程研究所
中航工业北京航空制造工程研究所
塑性成形技术航空科技重点实验室 付明杰 李晓华 韩秀全
数字化塑性成形技术与装备北京市重点实验室
空军驻华北地区军事代表室 高志勇
北京航空制造工程研究所中国搅拌摩擦焊中心 李继忠
超塑成形技术是一种近净成形、制造薄壁空心整体结构件最为有效的方法之一,为航空、航天零部件的减重、降低成本做出了卓越贡献,如航空发动机空心风扇叶片、腹鳍、导弹舵翼面等。然而,由于钛合金板材板幅尺寸的限制,国内外正在开展采用搅拌摩擦焊与超塑成形复合加工技术,从而突破板幅限制制造尺寸更大的整体构件[1-3]。在波音公司与华盛顿大学合作的项目中,对Ti6Al4V合金板材搅拌摩擦焊接后的超塑成形进行了研究[4-9],对比母材后发现焊核区的晶粒尺寸减小明显,但出现了一些缺陷,缺陷尺寸约为20~25μm,通过EDS分析,不是从搅拌头上脱落下来的,很可能是微观组织缺陷。拉伸性能上,对比原始板材的屈服强度和抗拉强度,FSW后的强度有高有低,而SPF后的会比FSW的低,延伸率FSW的比母材的低,SPF的比FSW的低。细晶板材FSW后的强度比普通晶粒的要低,而延伸率相近,只有母材的一半左右,延伸率的降低可归结为FSW引起的组织破坏。波音公司的Sanders和华盛顿州立大学的Ramulu等[5]对TC4钛合金采用超塑成形/搅拌摩擦焊接组合工艺,将4块钛合金板材拼接,通过超塑成形研制出直径达4m的大型喷气发动机吊舱唇口试验件。本文针对采用2mm厚TC4钛合金板材进行搅拌摩擦焊接后的平面应力超塑性能和力学性能进行研究,为钛合金的搅拌摩擦焊/超塑成形组合工艺提供数据支持。
1 试验材料与方法
1.1 试验材料
试验所用M态2mm厚TC4钛板平均抗拉强度和延伸率分别为1084MPa和13.1%。轧制方向的微观组织如图1所示,由少量长条α、等轴α晶粒和少量的β晶组成。
1.2 试验方法
搅拌摩擦焊的焊接参数如表1所示。焊接后的X射线检测结果如图2所示,无缺陷产生。
采用锥形件超塑成形方法用来评价超塑成形性能、不同变形量的壁厚减薄和微观组织变化,取样位置示意图如图3所示。以盒形件进行超塑成形评价成形后的力学性能,成形后沿垂直焊缝方向切取图4所示拉伸试样。在OLYMPUS BX41M金相显微镜(OM)和Quanta250 FEG场发射环境扫描电子显微镜(SEM)下进行显微组织观察分析。

图1 原始板材微观组织Fig.1 Microstructure of as-received sheet
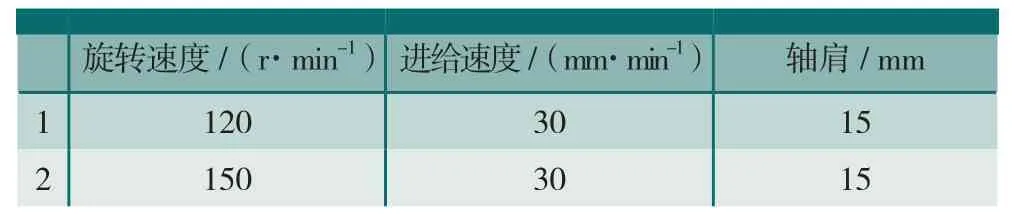
表1 搅拌摩擦焊焊接参数
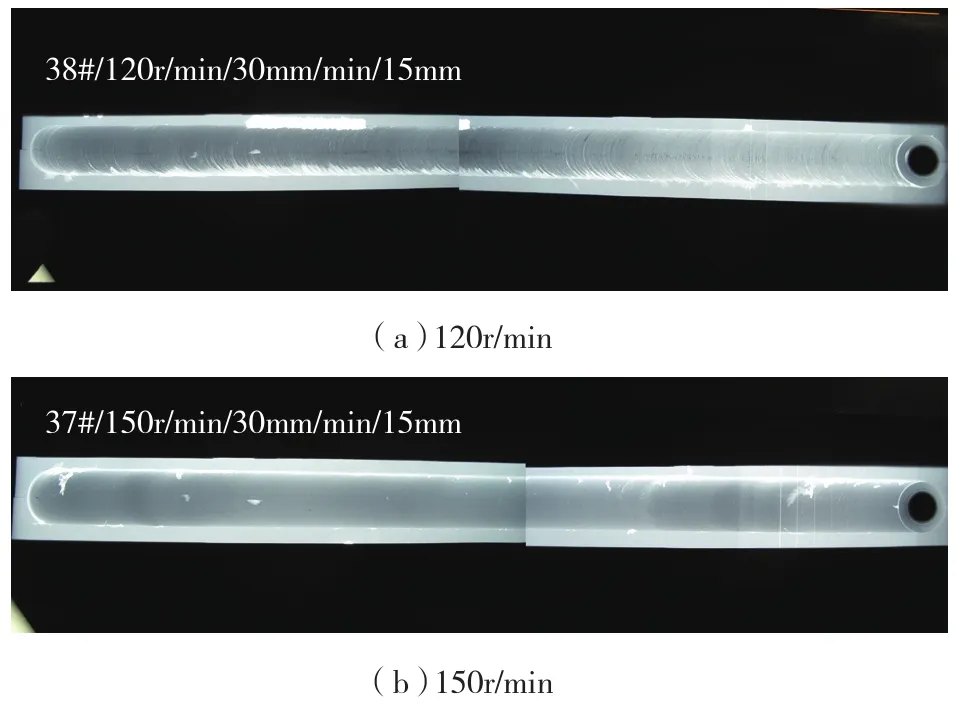
图2 不同工艺参数下搅拌摩擦焊缝X射线检测结果Fig.2 X-ray test result of FSW under different process parameters
2 结果与分析
2.1 锥形件超塑成形

图3 金相取样位置示意图Fig.3 Position of OM sample
两种搅拌摩擦焊接参数板材的锥形件超塑成形工艺相同,成形温度均为910℃,加压速率为0.02MPa/min,直至零件发生破坏。如图5为经搅拌摩擦加工后的TC4超塑成形锥形件外观。由此可见,经搅拌摩擦焊后的板材超塑胀形后的成形质量外观良好。焊缝的形状变化为:沿中心线从两侧底部向锥顶逐渐展开,并在锥顶部展开面积达到最大。120r/min和150r/min两个搅拌摩擦焊参数的胀破压力分别为0.7MPa和0.8MPa,最大高度分别为76.2mm和74.5mm。可见,随着转速的降低,最大成形压力略有降低,超塑变形能力略有增加。
图6为帽锥件截面的壁厚分布。由图可见,焊缝区的壁厚减薄量大于无焊缝区的,而两种搅拌摩擦焊参数的壁厚减薄基本相当。图7(a~f)为120r/min FSW参数的焊缝经胀形后不同位置的显微组织,A1~A5的应变逐渐增大。从图可以发现,随着应变的增加(A1~A4)的α晶粒尺寸逐渐增加,达到最大应变时图(A5)所示,α晶粒开始相互合并长大。对比SPF之前的微观组织(图7(f)为SPF之前焊核区的微观组织),晶粒尺寸长大明显,虽然焊缝区经搅拌摩擦焊后原始晶粒破碎,微观组织得到了细化,但晶粒内部仍存在一定的畸变能,经过910℃ SPF后,由于畸变能的存在,晶粒获得更多的激活能导致晶粒长大速度增加。

图4 拉伸性能试样尺寸图Fig.4 Tensile specimen drawing

图5 不同FSW参数下的超塑胀形帽锥件外观Fig.5 Appearance of FSW cone after SPF
2.2 超塑成形后拉伸性能
图8为经过超塑成形后焊接接头(焊接参数为150r/min和30mm/min)室温拉伸性能测试结果与原始板材对比。原始板材的平均抗拉强度和延伸率为1084MPa、13%;搅拌摩擦焊后焊接接头的平均抗拉强度和延伸率为1125MPa、3.3%;超塑成形后焊接接头抗拉强度和延伸率为993MPa、3.9%。相对于原始板材,超塑成形后的抗拉强度下降8.4%,较搅拌摩擦焊后的抗拉强度下降11.7%。可见,超塑成形后强度下降并不显著,而塑性下降较大,几乎为脆性断裂。Sanders[9]认为延伸率的降低可归结为FSW引起的组织破坏。延伸率取决于晶粒是否可以移动。两个影响此过程的因素:一个是取向;一个是晶粒尺寸。大晶粒滑移更容易,而小晶粒会带有更多的随机取向的晶界,所以会滑移难一点。FSW后导致的晶粒取向随机,这个特点会增加金属对缺陷和裂纹的敏感性。从图7的微观组织照片可以发现,搅拌摩擦焊后的晶粒得到了非常显著的细化,平均晶粒尺寸小于1μm,而超塑成形后的接头组织长大非常显著,几乎与不经过搅拌摩擦焊的板材SPF后的晶粒尺寸相当,如图9所示。经搅拌摩擦焊后的接头从晶粒尺寸上获得了显著的细化,接头经过一定的热输入,焊接后存在一定的内应力。另外,微观组织并不一定是完全动态再结晶组织,晶粒内部可能存在亚晶导致位错滑移困难,从而延伸率较低。超塑成形后,经历了热过程,内应力得到了一定程度的释放,但由于搅拌头的作用,晶粒内部存在较高的畸变能,从而在高温超塑变形过程中,晶粒长大速度较快,而超塑过程中并不能完全消除晶粒取向由于搅拌后导致的混乱,因此,超塑后的延伸率并未得到明显的改善。

图6 壁厚分布Fig.6 Thickness distribution under different FSW parameter

图7 锥形件不同位置的组织变化Fig.7 Microstructure at different positions of SPF cone
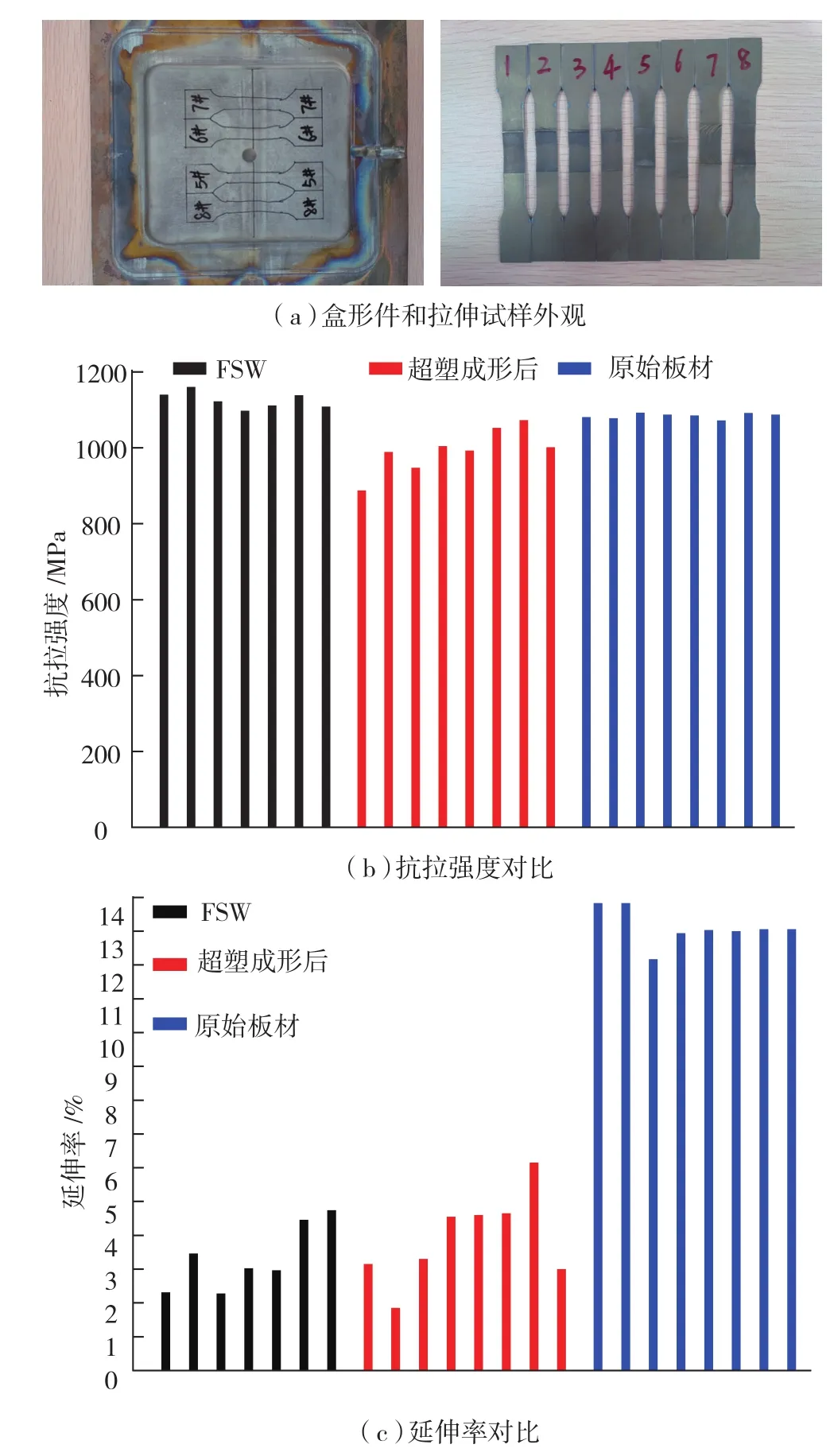
图8 超塑成形后焊接接头室温拉伸性能Fig.8 Tensile properties of welds after SPF
3 结论
(1)对TC4钛合金搅拌摩擦焊接后的板材超塑性进行了研究,发现搅拌头转速对锥形件的胀破压力和高度影响不大,120r/min和150r/min两个搅拌摩擦焊参数的胀破压力分别为0.7MPa和0.8MPa,最大高度分别为76.2mm和74.5mm。(2) 经超塑成形后焊缝的微观组织长大显著,基本与母材在相同变形条件后的相当。这可能是由于搅拌头对微观组织破碎较为剧烈,晶粒内部存在畸变或亚晶,导致在SPF过程中晶粒长大明显。(3)超塑成形后的焊接接头平均抗拉强度下降11.7%,延伸率降低显著。

图9 超塑成形后焊缝和母材的微观组织Fig.9 Microstructure of weld and base material after SPF
[1] 任淑荣, 马宗义, 陈礼清. 搅拌摩擦焊接及其加工研究现状与展望. 材料导报, 2007(01):86-92.
[2] 栾国红, 柴鹏, 孙成斌. 钛合金的搅拌摩擦焊探索. 焊接学报, 2005, 26(11):83-88.
[3] 郭和平, 曾元松, 韩秀全,等. 飞机钛合金整体结构的超塑成形/焊接组合工艺技术. 焊接, 2008 (11):41-45.
[4] Sanders D G, Ramulu M, Klock-McCook E J, et al.Characterization of superplastically formed friction stir weld in titanium 6Al-4V: preliminary results. Journal of Materials Engineering and Performance, 2008, 17(2):187-192.
[5] Ramulu M, Edwards P D, Sanders D G, et al. Tensile properties of friction stir welded and friction stir welded-superplastically formed Ti-6Al-4V butt joints. Materials and Design, 2010 (31):3056-3061.
[6] Sanders D G , Ramulu M, Edwards P D , et al. Effects on the suface texture, superplastic forming, and fatigue performance of titanium 6Al-4V friction stir welds. Journal of Materials Engineering and Performance, 2010, 19(4):503-509.
[7] Daniel Sanders, Paul Edwards, Ramulu M. Optimization of the frictioin stir welding process for superplastic forming and improved surface texture for titanium aerospace structure. Key Engineering Materials,2010(433):153-167.
[8] Edwards P D , Sanders D G, Ramulu M . Simulation of tensile behavior in friction stir welded and superplastically formed-titanium 6Al-4V alloy. Journal of Materials Engineering and Performance, 2010,19(4):510-514.
[9] Sanders D G, Ramulu M, Edwards P D. Superplastic forming of friction stir welds in Titanium alloy 6Al-4V: preliminary results. Inter Science, 2008(39):4-5.
