搅拌摩擦点焊设备单MCU便携控制终端集成研究
2015-04-25王力文姗姗乔凤斌王永强
王力,文姗姗,乔凤斌,王永强
(上海航天设备制造总厂研发部,上海200245)
在航天、航空、轨道车辆等工业领域,轻量化设计和绿色环保制造技术成为重要的发展方向。高比强度材料如铝合金、镁合金等金属的应用越来越广泛[1]。特别是铝合金,除了在传统的航空航天领域,目前在汽车制造、轨道车辆、船舶制造等领域,已逐渐取代传统的黑色金属,成为主要结构材料。
摩擦点焊(Friction Spot Welding)技术作为一种新兴的固相焊接技术,已逐渐在轻金属合金制造业中应用,并逐步取代电阻点焊、铆接等传统点连接方式。搅拌摩擦点焊技术不仅在航天航空等领域中得到了初步应用和发展,而且在汽车制造领域也已有所应用,采用摩擦点焊技术进行车身点焊接,如图1 所示为奥迪A8 的后车门焊接,如图2 所示为宝马BMW5的门窗直立柱焊接。
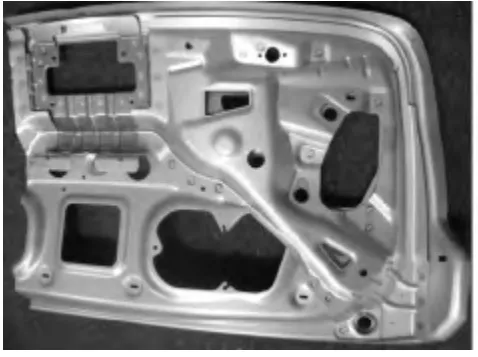
图1 奥迪A8 的后车门焊接
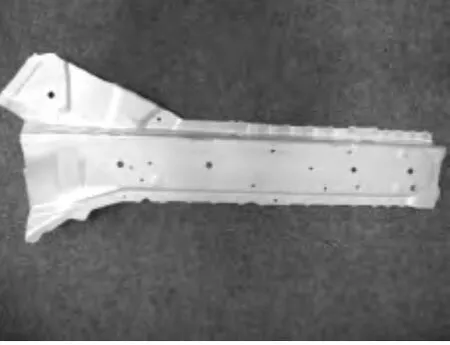
图2 宝马BMW5 的门窗直立柱焊接
目前,搅拌摩擦点焊设备的开发已趋于成熟并开始成品化生产,图3 为企业自主研发的系列化搅拌摩擦点焊设备。在生产应用中,由于控制系统随着设备的系列化而产生了多样化,并且为了进一步适应客户的应用需求,文中将在原有搅拌摩擦点焊设备人机交互装置和手持操作装置的基础上进行改进,对单MCU 便携控制终端与搅拌摩擦点焊设备的控制集成设计进行描述,以解决点焊设备操控空间要求、操控与观测繁杂、多品牌工控系统非兼容性以及移植困难等问题。
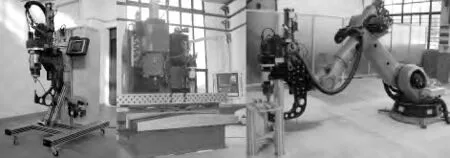
图3 系列化搅拌摩擦点焊设备
1 便携控制终端设计总体描述
根据系列化异构性搅拌摩擦点焊设备的便携终端开发需要,建立统一的总线层级结构框架[2],如图4所示。以远程终端通信网络作为管理决策层,根据客户需求与开发的搅拌摩擦点焊设备控制系统与传动系统特性发送不同的便携终端用操作程序,并将此程序作为可执行模块传输至便携终端存储设备中,嵌入式文件系统将通过脚本文件对应用程序进行调用。
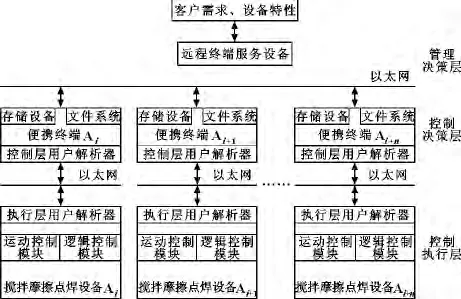
图4 层级结构框架
在便携控制终端与搅拌摩擦点焊控制系统之间亦采用分级控制集成方法进行设计,便携终端作为控制决策层完成人机交互操作,然后通过控制执行层用户解析器对控制指令进行层级解析与状态分类,并传达至逻辑控制模块与运动控制模块,指定的逻辑控制模块与运动控制模块将根据控制决策层发送的指令完成搅拌摩擦点焊设备的传动控制加工操作,这些逻辑控制模块与运动控制模块的操控分布于整个搅拌摩擦点焊传动装置中,包括电气控制模块、气液控制模块以及机械轴传动用运动控制模块。
在此将以某公司开发的搅拌摩擦点焊设备为研究对象,如图5 所示,对作为控制决策层便携终端集成于搅拌摩擦点焊的软硬件进行描述,并阐明控制决策层与控制执行层中的用户解析器设计方法,逻辑控制模块与运动控制模块在收到解析器由控制决策层发送的控制数据进行解析后,实现延时、计数、逻辑控制以及运动控制等功能并依据现场操作执行反馈等任务。

图5 青岛四方车辆可移动式搅拌摩擦点焊设备
2 便携控制终端集成模块功能与硬件
搅拌摩擦点焊设备单MCU 便携终端与搅拌摩擦点焊设备连接的硬件结构原理如图6 所示、实物方案如图7 所示。作为决策控制层的便携终端采用ARM9系列芯片S3C2440 进行决策管理,并以Linux 2.6.30作为人机界面开发操作系统,并且通过DM9000EP 以太网模块芯片与搅拌摩擦点焊控制系统Simotion D425连接,除此之外为保证便携终端上的各类按键设计的可靠性与实时性,采用3.3 V 转24 V 的继电器模块直接接入Simotion D425 控制器;在Simotion D425 控制器内部,将CU320 运动控制与PLC 逻辑控制进行分类,以控制相应的传动执行器件,其中的传动执行器件包括以DriveCliq 总线通信的进给轴伺服驱动电机与主轴伺服驱动电机、气体压力传感器、液体压力传感器、限位传感器、气液增压缸、LED 指示灯、制动刹车装置、冷却气体供给阀等。
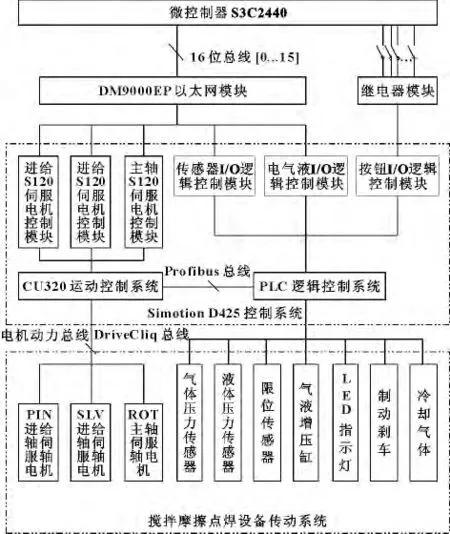
图6 点焊设备便携终端集成连接硬件结构原理

图7 点焊设备便携终端集成实物方案
3 便携终端控制系统软件与集成解析器
便携终端按人机互动操作方式主要分为:手动控制功能、自动控制功能、报警信息数据库以及工艺配方数据库4 个部分。该终端通过多线程方式控制搅拌摩擦点焊设备加工制造过程,多线程在手动和自动控制中可分为中断线程与循环线程,为了提高便携终端实时控制与安全响应能力,采用中断线程网络通信传递人机控制与报警响应信息,并设定中断响应级别状态机,在高优先级产生时将优先实现;同时通过循环线程进行数据反馈,如电机反馈速度和位置、伺服驱动报警等信息的传递。与搅拌摩擦点焊设备的集成主要设计逻辑如图8 所示。
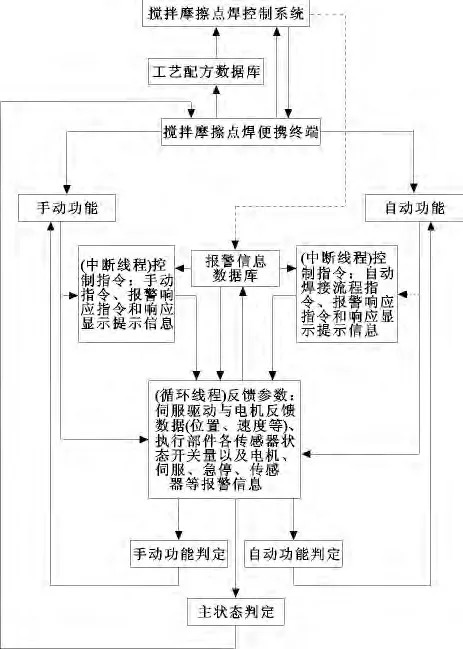
图8 便携终端与搅拌摩擦点焊设备设计逻辑
在便携终端与搅拌摩擦点焊设备控制系统网络中,决策与执行解析器以ASCII 字符报文协议传输,用户执行解析器在接收到便携终端控制指令报文后,对控制指令报文进行解释,通过有限状态机进行描述并分配给对应的逻辑控制模块与运动控制模块,以实现计时、计数、逻辑控制以及运动控制等功能;而用户控制解析器在接收到点焊设备控制系统发送的指令报文后,与用户执行解析器的功能基本一致,区别在于需要根据有限状态机描述的结果进行优先级判断后执行。
3.1 解析器控制指令描述用方程格式
解析器控制指令描述包括:输出逻辑变量、中间变量、定时器、计数器4 个功能表达式[3],组成的表达式组如式(1)所示:
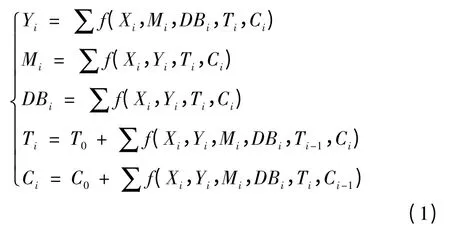
式(1)中:Yi为第i 个输出逻辑变量,Xi为第i 个输入逻辑变量,Mi为第i 个中间逻辑变量,DBi为第i 个中间实数变量,Ti为第i 个定时器,Ci为第i 个计 数 器,f 为Xi、Yi、Mi、DBi、Ti、Ci逻辑运算关系,∑f(...)表示多个f(...)的逻辑或关系。Ti表达式中f(...)为定时器Ti启动条件,当定时器满足启动条件时Ti启动,T0为启动起始时间;Ci同理。
解析器通过上述表达式,有效地将总线通信报文组织起来,并通过有限状态机进行分析。有限状态机首先检查总线报文格式的正确性,包括起始段、字符长度、协议类型、结束字符等,通过字段匹配扫描完成格式校验[4]。
3.2 有限状态机对总线报文解释与应用
有限状态机通过扫描匹配,过滤不同类别的报文段并发送至不同的处理模块中完成,过滤与处理过程可大致分为3 个阶段并用状态图进行描述[5]。根据表达式组(1)中各表达等式左侧表达结果,即执行该操作的目的,从报文段中扫描过滤需要实现的目的类型段,有限状态机[6]处理第1 阶段如图9 所示。
经过第1 阶段目的字段过滤处理,总线报文数据转移至第2 阶段不同目的类别的状态机中进行下一步过滤处理,与此同时,不属于任一表达式类别的目的字段将进入错误处理模块。
第2 阶段有限状态机处理如图10 所示,首先进行类别字段操作序号判别,通过此序号的判别可保证该类别操作的连续性;此外,采用5 级预读以提高运行的连续性和实时性。在保存目的类别序号i 后,则进入各预读模块并等待第3 阶段的有限状态机处理。
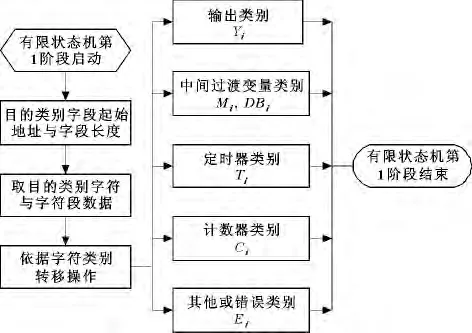
图9 有限状态机处理第1 阶段
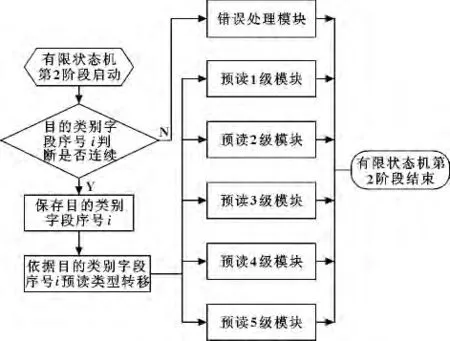
图10 有限状态机处理第2 阶段
第3 阶段有限状态机的处理为表达式组(1)各式的右半部分,处理逻辑如图11 所示。经过对字段数据类别的操作转移,进入操作序号正确性判别,以保证字段操作的连续性。完成序号存储后,转移至各模块操作并以字段先后处理为序,以确保点焊操作按工艺要求的先后顺序。
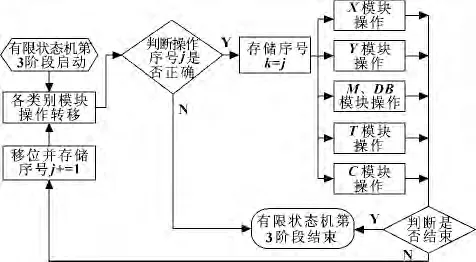
图11 有限状态机处理第3 阶段
3.3 解析器操作实例
搅拌摩擦点焊便携终端经过对工艺配方数据的处理与自动加工过程的响应开始进行搅拌摩擦点焊加工操作,便携终端将整理完毕的总线报文控制指令在满足工艺加工实时性要求(加工工步间隔最端时间为100 ms)情况下,将报文指令以间隔10 ms 时间5 级预读方式发送给搅拌摩擦点焊控制系统中的解析器,由解析器中的3 阶段有限状态机进行扫描匹配过滤处理。例如,在焊接加工接近完成时,搅拌摩擦点焊主机头传动系统中的搅拌针与搅拌套需要从前一加工步位置返回初始旋转位,并且主轴转速将从加工旋转速度降至初始旋转速度,此时主机头液压缸需要根据加工完成时各轴到位与转速降低完成信号结束顶断压力的保持,并与C 型架脱开。此过程中,需要完成的目的为焊接完成时主机头与C 型架脱开M1,达到该目的所要完成的任务包括:搅拌针到达-0.5 mm 位置DB1、搅拌套到达-0.5 mm 位置DB2、主旋转轴回初始旋转设置速度DB3、液压缸结束顶断压力保持Y1、脱开的判定条件为C 型架传感器指示反馈输入X1,形成的表达式为M1= f(X1+ Y1+ DB1+ DB2+DB3),而后进入解析器处理。通过采用该公司移动式搅拌摩擦点焊设备测试实验,实验结果满足整个焊接工艺与操作要求。
3.4 人机交互GUI 设计
便携终端人机交互采用QT4 作为GUI 开发环境,QT4 适用于Linux 操作系统支持的定制型设备的主导性应用框架,能够稳定、可靠地运行在嵌入式Linux下,并且可以快速构建可视化嵌入式软件系统[3]。在搭建完成嵌入式操作系统移植和QT4 交叉编译环境后,通过Qt Creator 进行QT4 软件程序设计。Qt Creator 是一个跨平台的、完整的Qt 集成开发环境[4],通过Qt Creator 可以通过PC 机进行Windows 环境下的程序编辑与调试,在完成编辑调试工作后,将原程序通过arm-linux-gcc 交叉编译器编译生成嵌入式系统可执行程序,从而可实现在Windows 与Linux 之间跨平台应用程序的运行。便携终端人机交互界面如图12 所示。

图12 便携终端人机交互界面
4 结束语
通过对嵌入式控制系统与搅拌摩擦点焊设备控制系统的开发与研究,建立统一的总线层级结构框架,实现了便携终端与系列化异构性搅拌摩擦点焊控制系统的集成。该终端与模块化的点焊系统集成,在根据客户需求与开发的搅拌摩擦点焊设备控制系统与传动系统特性上更大限度满足了设计的可移植性,提高了开发效率,增加了系列化点焊设备的集成度。在下一步的工作中,为了进一步提高系列化异构系统的可移植性与实时性,将添加DSP 控制器进行数据处理与算法操作,并添加FPGA 对各类总线数据传输进行并行处理,如10 Mb/s 的Profibus DP 总线与10 Mb/s 的工业以太网集成通信在数控类搅拌摩擦点焊设备中的应用。
[1]张健,董春林,李光,等.搅拌摩擦点焊在航空领域中的应用[J].航空制造技术,2009(16):70-73.
[2]何黎明,饶家明,田作华.基于现场总线的温室分布式控制系统[J].计算机工程,2002,28(4):222-223.
[3]张岚,武保锭.类高级语言解释器的设计与实现[J].内蒙古科技与经济,2009(17):68-69.
[4]任松涛,秦现生,白晶.NC 代码解释器的开发[J].中国制造业信息化,2007,36(5):54-57.
[5]徐建国,张友良,汪惠芬,等.通用数控程序解析方法研究[J].计算机集成制造系统,2008,14(10):2011-2017.
[6]马殷元,姚阔.基于状态图的电梯控制建模及其PLC 实现[J].计算机工程,2009,35(16):221-223.
[7]HEINZELMAN W,CHANDRAKASAN A,BALAKRISHNAN H.Energy-efficient Communication Protocols for Wireless Sensor Networks[C]// IEEE Proceedings of the Hawaii International Conference System Sciences’Hawaii,U.S.A,2000:3005-3014.
[8]霍亚飞.Qt Creator 快速入门[M].北京:北京航空航天大学出版社,2012.
