基于曲率的曲面等效磁性研磨策略研究
2015-04-25魏志强姚平喜高峰郭山国
魏志强,姚平喜,高峰,郭山国
(1. 河北机电职业技术学院机械工程系,河北邢台054048;2. 太原理工大学机械工程学院,山西太原030024)
磁性研磨是一种把磁场能应用于传统的研磨技术中,开发出的一种新兴的磨削加工技术。相较于其他表面光整加工技术,磁性研磨具有其独特的优势,例如具有很好的柔性和自适应性、很好的自锐性、适用范围广、研磨温升小、加工效率高等,使得磁性研磨技术具有广阔的应用前景[1]。这种加工方法适合于平面、球面、圆柱面和其他复杂形状零件的加工,并能控制研磨效率和研磨精度。磁性研磨加工技术可以很好地与数控机床、加工中心和机器人技术结合,实现光整加工的自动化[2]。
国外前苏联自20 世纪60年代开始推广并应用磁性研磨光整加工技术,之后多国对该技术进行研究并应用于生产实践。我国关于磁性研磨的研究起步较晚,开始于20 世纪80年代末,实际推广应用较少,开展磁力研磨加工技术的研究单位均自行研制开发出不同的磁力研磨设备并对不同的工件进行了实验研究,取得了较好的加工效果。目前对曲面磁性研磨的加工主要在三坐标机床上进行,其基本原理是磁性磨料在磁场的作用下吸附在磁极上形成“磁刷”,并以一定的压力作用在工件曲面上。当磁极与“磁刷”之间产生相对运动时,在接触面上的磨粒将对工件发生接触滑移、摩擦、挤压、刻划和切削等作用,使工件表面得到研磨,如图1 所示。
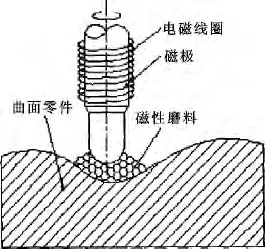
图1 磁性研磨加工原理
在实践应用中,利用三坐标磁性研磨设备进行曲面类零件加工时,由于曲面曲率的变化使磨头轴向与曲面法矢方向发生变化[3],从而使曲面零件表面研磨量不均匀,导致零件表面粗糙度不一致,影响了研磨效果。图2 所示为曲面法向矢量与磁极之间夹角变化与金属去除量的关系图[4]。
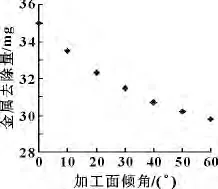
图2 加工面倾角与金属去除量的关系
基于上述问题,结合CAD/CAM 技术,研究曲面磁性研磨的等效磨削方法,根据曲面曲率的变化调整磨头方向,使磁性磨头的轴线始终与曲面法矢重合或保持固定角度,以此来保证曲面零件表面磨量均匀,提高磨削效率,改善研磨质量[5]。
1 磁极轴矢优化的基本原理
曲面磁性研磨过程中磁刷上某一点的运动可以用一个曲面或一组曲面来表达,即轨迹反映了磁刷路径对曲面S 的描述情况。因此在加工曲面S 上,磁头可以安置在曲面S 上的任意接触点Cc处;令N 代表Cc处法矢量;T 代表磁极轴向,且不与N 平行;C1代表刀位定位点;F 代表进给方向;K 代表N×F 的方向;在局部坐标系内,刀轴矢量T 可被唯一的倾角α及导角β 这两个角来定义,如图3 所示[6]。
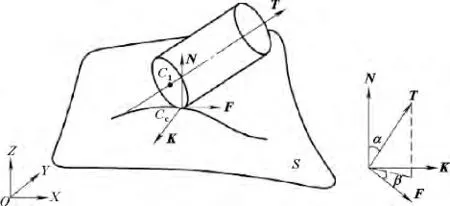
图3 磁极与加工面S 的接触关系及局部坐标系
在多轴加工过程中,通过变更倾角α 及导角β 可有效避免局部加工干涉。同样,也可以通过变更倾角α 及导角β 避免全局干涉。因此,通过算法优化角度α 及β 的取值,可使刀具轨迹更加适合曲面加工。在曲面磁性研磨过程中,可通过调整倾角α 及导角β 来控制磁极轴线矢量的方向,同时通过变更倾角α 及导角β 优化控制被研磨曲面与磁极轴线的关系,从而达到曲面等效研磨的目的,在很大程度上改善了磨削质量。
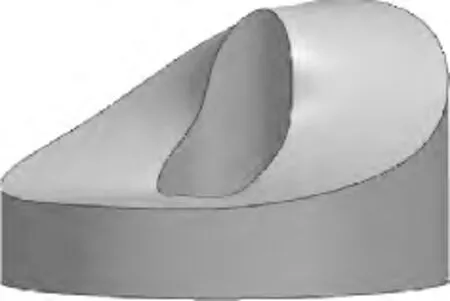
图4 圆柱凸轮模型
2 等效研磨方法
以如图4 所示圆柱凸轮零件为例,零件曲面由数控机床加工成型,要求通过磁性研磨的方法来进行曲面精细加工。
(1)导入零件三维模型并进入多轴加工界面
运行CAM 软件,导入圆柱凸轮三维模型如图3所示。点击按钮,在下拉菜单中选择“加工”进入“加工环境”对话框,选择“mill multi-axis”进入多轴加工界面[7]。
(2)创建研磨程序、工件坐标系与几何体
点击“创建程序”按钮创建凸轮研磨数控程序“PROGRAM_1”。点击“创建几何体”按钮,建立工件坐标系“MCS_1”,选择凸轮三维模型创建工件几何体“WORKPIECE_1”和毛坯。
(3)选择磁性研磨头参数。
点击“创建刀具”按钮,进入刀具设置对话框,选择“BALL_MILL”刀具,根据凸轮曲面研磨要求,选择直径20 mm 球状研磨头进行加工,参数设置如图5 所示。
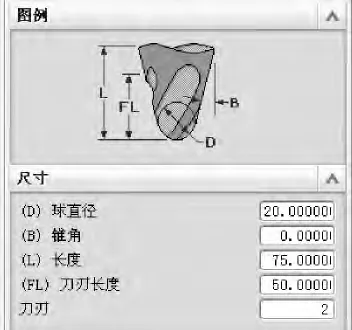
图5 研磨头参数设置
(4)曲面法矢与刀轴设置
①设置研磨驱动面。基于“等效磨削”的原则,在磁性研磨过程中使磨头轴线与圆柱凸轮曲面的法矢重合或保持一定角度,因此驱动方式的设置是关键的一步。CAM 软件在曲面加工中提供了多种类型的驱动方法,有些驱动方法允许沿曲线创建驱动点集,另外一些驱动方法则允许在一个区域中创建驱动点阵列。曲面驱动方法是在驱动曲面上创建网格状的驱动点阵列(UV 方向)产生的驱动点,沿指定的投射矢量投射到零件几何表面上创建刀具路径。这里选择圆柱凸轮被研磨曲面作为研磨加工的驱动曲面,如图6所示。
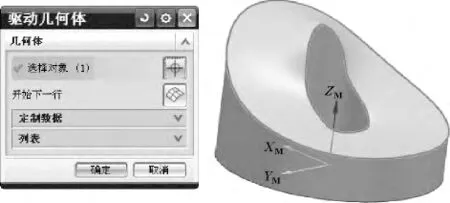
图6 驱动曲面的选择
②投影矢量设置。投射矢量确定驱动点如何投射到零件表面上,以及刀具与零件表曲哪一侧接触,刀具则总是沿投射矢量与零件表面的一侧接触。根据磁性研磨的特性,选择投影矢量为“垂直于驱动体”,使投影矢量与驱动曲面的法矢保持一致。
③刀轴设置。刀轴矢量用于定义可变刀轴的方位。可变刀轴在沿刀轨运动时将不断改变方向,更好地进行加工。刀轴矢量可以通过输入坐标值、选择几何体、选择垂直或相对于零件几何体有关的表面等方式来定义,CAM 系统提供了20 多种刀轴定义方法。这里选择“垂直于驱动体”方式定义在每个驱动点处垂直于驱动曲面的可变刀轴,如图7 所示。
④切削参数的设置与研磨轨迹的生成
设置凸轮曲面磁性研磨的切削参数、非切削移动、进给率和速度,生成磁性研磨轨迹,如图8 所示。
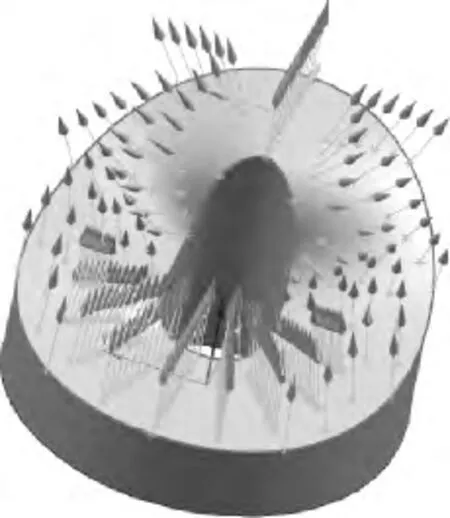
图7 垂直于驱动曲面的可变刀轴
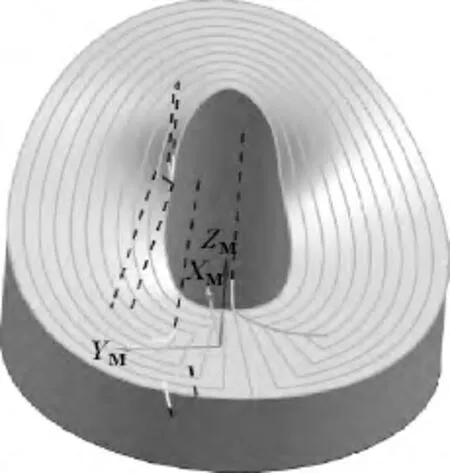
图8 磁性研磨轨迹
3 结论
(1)提出了一种基于曲率的磁性研磨轨迹规划方法,分析三轴磁性研磨设备磨削质量不均匀的问题,研究提高曲面类零件磁性研磨质量的策略。
(2)根据磁性研磨的特点,利用CAM 技术分析工艺参数对去除效率、表面粗糙度的影响规律,提出曲面等效磨削的方法。
(3)与传统磁性研磨方法相比,文中提出了有效控制零件曲面与刀轴矢量的途径,解决了三轴磁性研磨过程磨削质量不均匀的问题,可获得更好的表面质量,对磁性研磨技术在国内的推广具有重要意义。
[1]杨世春,汪鸣铮,张银喜.表面质量与光整加工[M].北京:机械工业出版社,1999.
[2]袁哲俊.精密和超精密加工技术[M].哈尔滨:哈尔滨工业大学出版社,1990.
[3]冯宝富,盖全芳,赵万胜,等.磁力研磨头形状对研磨效果的影响[J].中国工程机械学报,2008,6(1):101-104.
[4]王兴祥.基于自由曲面磁性研磨永磁磁极头开发与实验研究[D].太原:太原理工大学,2003.
[5]宁静,姚平喜.曲面磁性研磨加工原理及其磁路设计[J].机械管理开发,2008,23(4):5-6.
[6]周波,赵吉宾,刘伟军.复杂曲面五轴数控加工刀轴矢量优化方法研究[J].机械工程学报,2013,49(7):184-191.
[7]展迪优.UG NX 8.0 数控加工教程[M].北京:机械工业出版社,2012.
