自抗扰控制在快刀伺服系统控制中的应用
2015-04-25李捷陈新陈新度
李捷,陈新,陈新度
(1. 广东工业大学广东省微纳加工技术与装备重点实验室,广东广州510006;2. 广东金融学院,广东广州510521)
具有微结构自由曲面表面的光学元件在机械工程和光电产业中得到了越来越广泛的应用。这些元件的微结构表面,具有微小表面拓扑结构,如微阵列、微金字塔结构等,面形精度达亚微米级,表面粗糙度达纳米级,如图1 所示。由于精度要求高,传统加工方法的加工精度难以满足需求。超精密加工是制造这类自由曲面光学元件的有效方法,可实现高效率、高精度、柔性化加工[1]。
金刚石超精密车削是制造具有微结构表面自由曲面光学元件的有效加工方法,其中一种最好的实现方法是快刀伺服系统(Fast Tool Servo,FTS)[2]。快刀伺服技术起源于20 世纪80年代美国劳伦斯-利佛摩尔国家实验室(LLNL),起初用于误差补偿。
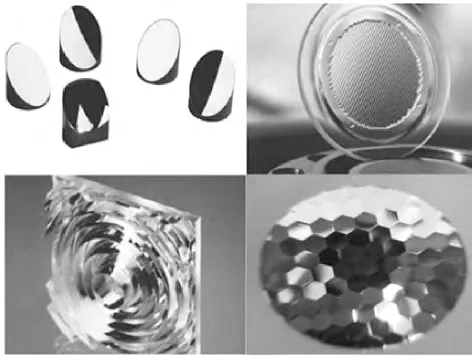
图1 自由曲面光学元件
麻省理工学院、Precitech 公司、Moore 公司、清华大学、国防科技大学等单位研发了多种驱动原理和机械结构不同的快刀伺服系统,其响应频率最高可达至10 kHz 级,工作行程达到毫米级,精度达到纳米级,用途扩展到超精密加工领域,用于加工非圆机械零件、非球面光学元件、微阵列表面光学元件等[3]。该系统可驱动刀具完成与加工工件回转运动协调的、沿工件轴向或径向的高速和高精度运动。快刀伺服的关键技术是高精度的运动控制。从控制角度看,快刀伺服是闭环位置随动系统,要求其能精密地驱动刀具跟踪轨迹做精密运动,抑制各种对刀具运动的干扰因素。国内外学者进行广泛研究,提出了重复控制、自适应控制、PID 控制等方法。
自抗扰控制 (Active Disturbance Rejection Control,ADRC)[4]具有PID 控制的优点,且不取决于被控对象精确的数学模型,在未知不确定扰动作用下,对系统的扰动进行估计并给予补偿,具有较强的鲁棒性。研究人员把自抗扰控制应用于智能桁架结构、导弹制导、电机控制、电力网络都取得了理想的控制效果[5-7]。
作者利用自抗扰控制思想,面向对自由曲面光学元件进行超精密加工的快刀伺服系统,设计能抑制未知干扰、精确跟踪运动轨迹的自抗扰控制器。最后,通过仿真实验验证控制器的性能。
1 快刀伺服系统数学模型
根据对光学元件的应用技术指标要求,结合工艺条件,确定以压电陶瓷作为驱动部件,具有频率响应快、定位精度高、无电磁干扰等优点。其主要缺点是行程小、具有迟滞等非线性特性。在选择行程符合技术指标要求的压电陶瓷、并开发了消除非线性特性影响的电源控制软件的条件下,以上缺点可以克服。快刀伺服系统工作状态如图2 所示。
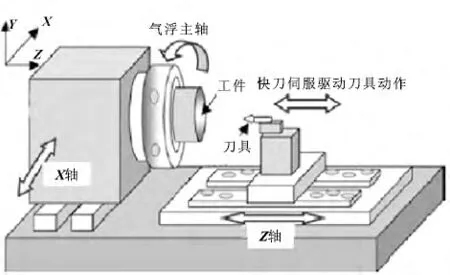
图2 快刀伺服系统的超精密加工工作示意图
如图3,快刀伺服刀架装置部件包括压电陶瓷1、柔性铰链2 和预紧装调部分3[8]。
对快刀伺服刀架进行建模分析可把刀架分解为压电陶瓷和柔性铰链的串联结构。
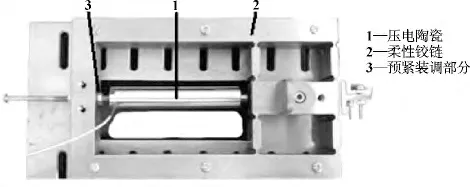
图3 快刀伺服刀架示意图
柔性铰链可等效成弹簧-质量-阻尼系统。动力学方程可表示为:

对式(1)进行拉氏变换,得到柔性铰链的传递函数如下:

其中:K 是与驱动力有关的系数;ωn是系统固有频率;ξ 是阻尼比。可作为二阶振荡环节。
压电陶瓷可以等效成一个理想电容Cp与电阻Rp的串联结构,可作为一个惯性环节。其传递函数是:

其中:Kp是电压、位移转换系数;τ 是时间常数。
所以,快刀伺服刀架的传递函数是:

2 控制器设计
2.1 自抗扰控制
自抗扰控制器的设计理念是继承PID 优点的同时避免其弱点。其结构包括跟踪微分器(TD)、扩张状态观测器 (ESO)和非线性状态误差反馈控制律(NLSEF)[4],见图4。
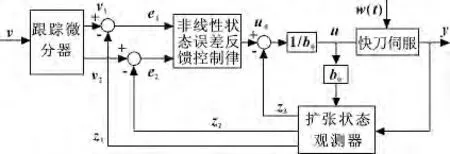
图4 自抗扰控制器结构框图
跟踪微分器可以对输入信号v 给出两个输出v1和v2,可以快速无超调跟踪输入信号,从而避免经典调节理论中因设定值突变引起的控制量大幅变化。它的表达形式如下:

其中:fhan是离散时间系统最优函数;r 是跟踪速率;h 是积分步长。fhan函数的定义如下:
由于快刀伺服刀架是三阶系统,理论上对于控制对象可构造三阶扩张状态观测器,输入信号除了位移、速度信号,还应加入加速度信号[9]。但二阶扩张状态观测器也能取得较好的观测效果[10],而且结构比较简单,对于高阶产生的扰动也可以归入综合扰动量。由此,构造下面的二阶三维扩张状态观测器,这个方法是按系统“时间尺度”的系统分类方法。
其中非线性函数fal定义如下:

非线性状态误差反馈控制律可表达成以下形式:
其中:e1和e2是状态误差;u0相当于非线性状态误差反馈PD 控制律;β1和β2分别是相应的比例因子和微分因子。扩张状态观测器实现了对系统状态变量的实时估计,因而可对控制量u 进行补偿,所以控制律表达成:

自抗扰控制中的补偿项z3/ b0可以对系统综合扰动进行实时估计和补偿,这是自抗扰控制的关键一环,可以替换积分反馈,且消除积分反馈的负面影响。
2.2 控制器参数整定规则
(1)r 是决定过渡过程跟踪速率的参数,越大速率越快;
(2)参数β01、β02、β03的值选取过小或过大,容易引起振荡或使跟踪效果变差。其中比较重要的β03决定扰动估计的快慢,取值越大估计越快,但过大易引起估计值振荡,过小则会引起相位滞后;
(3)β1、β2的整定与PD 控制器的参数整定方法相似;
(4)对于函数fal(e,α ,δ ),δ 确定函数中线性区间的大小。比例作用时,小误差时应采用大增益,大误差时应采用小增益,对应地取0 <α1<1;微分作用时,误差小时应采用小增益,误差大时应采用大增益,对应地取α2>1[5];
(5)b0与被控对象结构密切相关,是式(10)和式(13)中的关键系数,决定了扩张状态观测器和扰动补偿的性能,可以根据被控对象模型的具体参数整定。
3 仿真实验结果及分析
3.1 参数整定和数字仿真实验
ADRC 需整定11 个参数。参数数量虽然较多,但并不要求非常精确,只需要在一定区间内即可,不会对控制效果产生不良后果。根据第2.2 节的参数整定规则和实际情况,确定了以下参数:r =10,h =0.01,β01=110,β02=165,β03=2 580,β1=183,β2=1 755,α1=0.75,α2=1.25,δ=0.01,b0=1.125。
由于金刚石超精密车削对微结构自由曲面光学元件加工过程中最有可能出现的干扰是主轴谐波和刀具切削力信号,仿真中的参考信号y =0.2sin (πt/2)是车削过程中刀具沿工件轴向的运动轨迹,并在实验中加入相应的扰动信号。
实验1,在t=5 ~11 s 加幅值是0.02 ,频率0.5 Hz 的方波信号,模拟切削力产生的扰动信号。ADRC和PID 分别对参考信号的跟踪轨迹如图5 所示,跟踪误差如图6 和图7 所示。
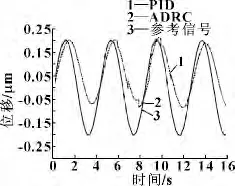
图5 加入了方波扰动的正弦信号的跟踪轨迹
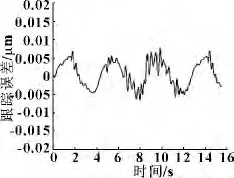
图6 实验1 中ADRC 的跟踪误差
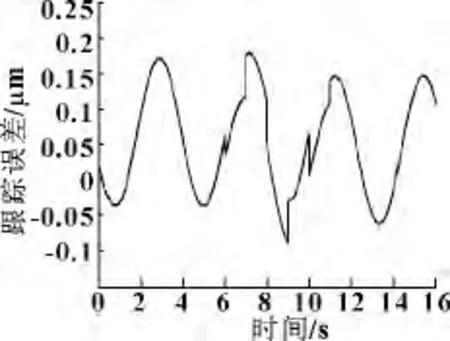
图7 实验1 中PID 的跟踪误差
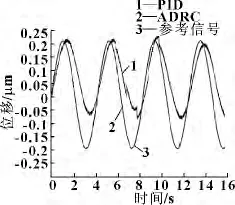
图8 加入了方波扰动和主轴谐波扰动的正弦响应的跟踪轨迹
实验2,在实验1 条件的基础上,从开始加入扰动信号d(t)=0.02sin(500t),模拟主轴谐波产生的扰动信号。ADRC 和PID 分别对参考信号的跟踪轨迹如图8 所示,跟踪误差如图9 和图10 所示。
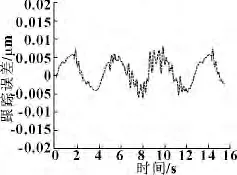
图9 实验2 中ADRC 的误差
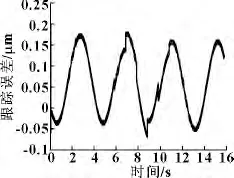
图10 实验2 中PID 的跟踪误差
3.2 结果分析
(1)由图5 和图8 可看出:对于相同的参考信号,ADRC 有比较好的跟踪性能,有精确跟踪刀具运动轨迹能力。
(2)由图6 和图7 分析:在加入方波扰动信号后,PID 控制误差幅度增大;ADRC 误差范围未明显增大。说明自抗扰控制有良好的抗干扰特性,对切削力产生的干扰抑扰能力较好。
(3)由图9 和图10 可见:在加入小幅值正弦扰动信号后,ADRC 的误差曲线与加入扰动前没有明显变化;而对于PID 控制,小幅值正弦扰动信号带来比较剧烈的误差波动。因此,对于主轴谐波产生的扰动,自抗扰控制的抑扰能力较强。
4 结论
针对用于自由曲面光学元件超精密加工的快刀伺服系统,采用自抗扰控制的控制方案,对系统扰动进行补偿,实现精确跟踪轨迹,抑制各种对刀具运动的干扰因素。仿真结果表明:这种控制方案有较好的跟踪性能及抗干扰性。未来的工作包括进一步提升自抗扰控制器的抗干扰性能,以及探索用于参数整定的先进智能算法。
[1]CHEUNGC F,JIANG X Q,TO S,et al.A Study of Pattern and Feature Analysis of Surface Generation in Fast Tool Servo Machining of Optical Microstructures[C]//Proceedings of ASPE's 21st Annual Meeting,2006:321-324.
[2]李荣彬,孔令豹,张志辉,等.微结构自由曲面的超精密单点金刚石切削技术概述[J].机械工程学报,2013,49(10):145-155.
[3]吴丹,谢晓丹,王先逵.快速刀具伺服机构研究进展[J].中国机械工程,2008,19(11):1379-1387.
[4]HAN J Q.From PID to Active Disturbance Rejection Control[J].IEEE Transactions on Industrial Electronics,2009,56(3):900-906.
[5]陈文英,褚福磊,阎绍泽.基于扩张状态观测器和非线性状态误差反馈设计自抗扰振动控制器[J].机械工程学报,2010,46(3):59-65.
[6]ZHENG Qing,DONG Lili,LEE Dae Hui,et al.Active Disturbance Rejection Control for MEMS Gyroscopes[J].IEEE Transactions on Control Systems Technology,2009,17(6):1432-1438.
[7]SU Y X,ZHENG C H,DUANB Y.Automatic Disturbances Rejection Controller for Precise Motion Control of Permanent-magnet Synchronous Motors[J].IEEE Transactions on Industrial Electronics,2005,52(3):814-823.
[8]戴一帆,杨海宽,王贵林,等.压电陶瓷驱动的超精密快刀伺服系统的设计与研制[J].中国机械工程,2009,20(22):2717-2721.
[9]WU Dan,CHEN Ken.Design and Analysis of Precision Active Disturbance Rejection Control for Noncircular Turning Process[J].IEEE Transactions on Industrial Electronics,2009,56(7):2746-2753.
[10]要晓梅,王庆林,刘文丽,等.一般工业对象的二阶自抗扰控制[J].控制工程,2002,9(5):59-62.
