Z3040型摇臂钻床的PLC控制
2015-03-12嵇海旭梁秀娟广东海洋大学广东湛江524088
嵇海旭,梁秀娟(广东海洋大学,广东湛江 524088)
Z3040型摇臂钻床的PLC控制
嵇海旭,梁秀娟
(广东海洋大学,广东湛江524088)
摘要:采用PLC对Z3040进行控制,可以使复杂接线大为简化,降低故障率。介绍了用PLC对传统Z3040型摇臂钻床的控制,完成了输入输出设备的接线图和控制梯形图的设计工作,指出了外部输入设备常闭触点在梯形图中的处理,断电延时的处理,正反转控制的安全处理等,对其他机床设备的PLC控制提供借鉴作用。
关键词:Z3040型摇臂钻床;PLC控制;梯形图
0 引言
Z3040型摇臂钻床是工厂常用的一种设备,通常采用传统的继电接触器进行控制。继电器控制为接线程序控制,它是由分立元件(继电器、接触器、电子元件等)用导线连接起来加以实现的;它的控制逻辑程序就在接线之中,对于控制程序的修改必须通过改变接线来实现,缺乏通用性和灵活性。由于器件的老化、脱焊、触头的抖动及电弧损害等,大大降低了系统的可靠性,容易出现故障,维修困难,费工费时,加大维修成本,影响设备正常使用[1-2]。
将Z3040型摇臂钻床采用PLC控制,可使原复杂接线大为简化,工作可靠,降低故障率,减少维修量,提高功效[3-6]。PLC控制系统的输入、输出部分与传统的继电器控制系统基本相同,其差别仅在于其控制部分。PLC是通过存放在存储器中的程序来完成控制功能,代替了继电接触器中硬接线的逻辑控制电路。PLC不仅能实现复杂控制,还具有数值运算及过程控制等其他功能,因此可以灵活、方便的实现各种控制功能[7-8]。
1 Z3040型摇臂钻床基本组成
摇臂钻床一般由底座、内外立柱、摇臂、主轴箱和工作台等部件组成,并配有相应电器元件,如图1所示。内立柱固定在底座的一端,外立柱套在内立柱上,并可绕内立柱回转360°。摇臂的一端为套筒,它套在外立柱上,借助于电机带动丝杠的旋转实现上下移动。主轴箱安装在摇臂的水平导轨上,通过手轮操作可使主轴箱沿摇臂水平导轨左右移动。钻床工作时,主轴箱夹紧在摇臂的水平导轨上,摇臂与外立柱夹紧在内立柱上。
Z3040型摇臂钻床的主轴箱里共有12根轴,完成主运动与轴向进给运动。其中VII轴是主轴,通过轴II的双向多片摩擦离合器控制正转或反转,不需要主轴电机M1反向旋转。轴III、IV、V、VI上各有一个双联滑移齿轮,其中VI轴上的双联滑移齿轮有三个变换位置,“中位”为“空挡”,只有上下两档可以传至主轴,所以VII轴共有16种转速。在每个双联滑移齿轮所在轴的上端都有一个变速油缸,油缸的活塞穿入传动轴中心孔,可以通过横销推动滑移齿轮移动。各个双联滑移齿轮的上移或下移取决于变速预选阀的位置,由手动旋转预选阀来控制。预选阀阀芯应能转换16级转速,因此阀芯在圆周方向应分十六等分,每相邻两转速位置之间相位差为22.5°(360°/ 16)。预选阀一方面使压力油通向变速油缸的下腔,一方面又使变速油缸的上腔接通压力油或卸油池,使得活塞向下或向上运动。当有压力油通过预选阀同时进入变速油缸的下腔和上腔时,因其上腔活塞面积比下腔活塞面积大,产生压力差,使活塞推移到下端,从而使相应的双联滑移齿轮下移;若油缸上腔与阀的回油孔接通,活塞在下腔压力油的作用下被推移到上端,这样相应的双联滑移齿轮就上移了。Z3040就是通过这种方式实现不同齿轮组的啮合,得到不同的转速。
Z3040外立柱绕内立柱回转后的夹紧、摇臂沿外立柱升降后的夹紧和主轴箱在摇臂上移动后的夹紧均采用了菱形块夹紧机构。菱形块夹紧机构如图2所示,其工作原理如下:V形块2和4分别装卡在轴3上,当轴3的右端作用一个F1力后,轴与V形块向左移动,直至两个菱形块l、5处于垂直轴线时,夹紧块6以夹紧力F3将被夹物7夹紧在平面8上;当轴3的右端受到一个相反的F2力后,轴与V形块向右移动,使两个菱形块倾斜,被夹物7被松开。其中F1和F2由双向液压泵通过油路推动活塞来提供。

图1 Z3040型摇臂钻床的基本构成

图2 菱形块夹紧机构
2 Z3040型摇臂钻床的PLC控制
2.1PLC接线图
Z3040型摇臂钻床的继电接触器控制电路如图3所示[9-10]。
采用三菱FX系列PLC进行控制,其操作功能应该和采用继电接触器电路时完全一致。机床原配的按钮、限位开关、变压器、指示灯、热继电器、接触器等都要保留。作为主要操作器件的按钮及限位开关要接入PLC的输入口;作为主要执行器件的接触器及电磁阀线圈要接入PLC的输出口。在PLC的接线方案中,可以把所有的输入输出设备都接进来,也可以只把具有复杂控制逻辑关系的主要设备接进来,而把仅具有简单控制关系的一些设备直接保留在原传统电路中。本设计采用后一种方案,冷却泵电动机和指示灯的简单控制,没有引入PLC控制中,接线图如图4所示。

图3 Z3040型摇臂钻床电气原理图

图4 PLC接线图
在梯形图程序设计时,虽然已经有了内部软继电器的互锁触点,并通过延时程序接通电机正反转电路,但在外部硬件输出电路中还是必须使用KM2、KM3及KM4、KM5的常闭触头进行互锁。PLC内部软继电器互锁只相差一个扫描周期,而外部硬件接触器触点的断开时间往往大于扫描周期,来不及响应,会引起主电路短路,因此必须采用软硬件双重互锁。采用双重互锁,也避免了主触头因为电弧燃烧发生点焊不断开引起的电动机主电路短路。
2.2控制梯形图的设计
2.2.1对外部设备常闭触点的处理
设计梯形图时,输入继电器的触点状态全部按相应的输入设备为常开进行设计更为合适,不易出错[11]。
图5是电动机直接起动控制的继电接触器控制电路,其中停止按钮SB1是常闭触点。如用PLC来控制,则停止按钮SB1和起动按钮SB2是它的输入设备;在进行外部接线时,SB1有两种接法。
按照图6(a)的接法,SB1仍接成常闭,接在PLC输入继电器的X000端子上,则在编制梯形图时,用的是常开触点X000,如图6(b)所示。因为SB1闭合,对应的输入继电器接通,这时它的常开触点X000是闭合的。按下SB1,断开输入继电器,它才断开。
按照图7(a)的接法,将SB1接成常开形式,则在梯形图中,用的是常闭触点X000,如图7(b)所示。因为SB1断开,这时对应的输入继电器断开,其常闭触点X000仍然闭合。当按下SB1时,接通输入继电器,它才断开。

图5 电动机直接启动电路

图6 SB1接成常闭形式

图7 SB1接成常开形式
从图5和图7可以看出,为了使梯形图和继电接触器控制电路一一对应,PLC输入设备的触点应尽可能地接成常开形式。
此外,热继电器FR的触点只能接成常闭的,通常不作为PLC的输入信号,而将其直接通断接触器线圈。
2.2.2对正反转的处理
摇臂升降电动机和液压泵电动机有正反转的控制,必须保证每台电动机的正反转不能同时接通,否则会引起短路。为此,在每台电机的正反转启动前加入一个由PLC辅助继电器和定时器组成的0.5 s延时程序,保证正反转的安全过渡。由于原电路中液压泵电动机的反转控制已经有了约3 s的延时控制,所以只在正转前加了0.5 s的延时控制程序。摇臂升降电动机和液压泵电动机有正反转的延时控制程序如图8所示。

图8 正反转的延时控制程序
2.2.3断电延时的处理
PLC中定时器都是接通延时型的,但在实际的电力拖动控制线路中常常用到断电延时型的控制,所以断电延时型必须自己编写。图9所示为断电延时程序的梯形图,程序的运行过程为:当M0常开触点接通时,M1辅助继电器通电并自锁;当M0辅助继电器线圈断电使M0常闭触点复位后,T0开始计时,3秒后断开M1。
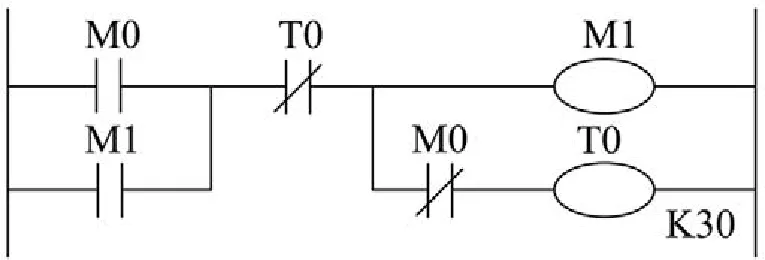
图9 断电延时程序

图10 整体梯形图设计
在Z3040型摇臂钻床的控制中,液压泵电动机的控制就要用到断电延时控制程序。在继电接触器控制电路中,时间继电器KT使用了瞬时断开延时闭合常闭触点和瞬时闭合延时断开常开触点,这两种触点都是在断电后延时动作的,所以,在PLC程序设计中要使用断电延时程序来完成其控制功能。
2.2.4时间继电器瞬时动作触点的处理
在Z3040型摇臂钻床的继电接触器控制电路中,时间继电器KT还使用了瞬时动作触点,可以采用代替KT地位的M0的常开触点来代替,完成瞬时动作控制功能。
2.3整体梯形图设计
对继电接触器控制电路进行移植,对电动机正反转进行延时处理,增加辅助继电器来管理公共触点,并对KT的断电延时动作的触点进行重新设计,最后得到的完整的梯形图如图10所示。本程序设计已经完全实现了主轴电动机控制,摇臂升降及夹紧、放松控制,主轴箱与立柱的夹紧、放松控制,具有完善的联锁与保护环节。
3 小结
本次Z3040型摇臂钻床的PLC控制的设计是在完全掌握其机械结构,电气控制规律的前提下进行的,重点解决了PLC接线、电机正反转安全控制、常闭触点的处理,以及断电延时等主要问题,对类似机床及工业现场相关控制提供借鉴作用。
参考文献:
[1]许翏,王淑英.电气控制与PLC应用[M].北京:机械工业出版社,2013.
[2]齐占庆,王振臣.机床电气控制技术[M].北京:机械工业出版社,2010.
[3]谢宇. Z3040摇臂钻床的PLC控制改造[J].煤矿机械,2008,29(2):145-146.
[4]邵金均.基于PLC的Z3040摇臂钻床控制系统改造方案[J].电工技术,2006(5):1-2.
[5]熊轶娜,林章辉,许文斌.基于PLC的摇臂钻床电控系统改造[J].组合机床与自动化加工技术,2010(4):93-95.
[6]石玉明,凌忠良.用PLC技术改造Z3040型摇臂钻床[J].机械工程与自动化,2013(176):168-169.
[7]张万忠,孙晋.可编程控制器入门与应用实例[M].北京:中国电力出版社,2005.
[8]梅丽凤.电气控制与PLC应用技术[M].北京:机械工业出版社,2012.
[9]王兆义,杨新志.小型可编程控制器实用技术[M].北京:机械工业出版社,2011.
[10]王卫兵,宋欣.可编程序控制器原理及应用[M].北京:机械工业出版社,2009.
[11]秦曾煌.电工学,上册,电工技术:第七版[M].北京:高等教育出版社,2010.
(编辑:向飞)
The PLC Control of Z3040 Type Radial Drilling Machine
JI Hai-xu,LIANG Xiu-juan
(Guangdong Ocean University,Zhanjiang524088,China)
Abstract:Using PLC to control Z3040 can make the complex wiring is simplified greatly,reduce the failure rate. The paper introduces the use of PLC on the traditional Z3040 type radial drilling machine control,completes the design of wiring diagram of input and output devices,and designs the complete ladder chart. The paper points out the processing on the external input device normally closed contact,power failure delay ,and the security processing reversing control,etc. It can provide reference to the PLC cotrol of other machine tools.
Key words:Z3040 type radial drilling machine;PLC control;ladder chart
作者简介:第一嵇海旭,男,1974年生,吉林梨树人,硕士,讲师。研究领域:机械制造及其自动化。已发表论文12篇。
收稿日期:2015-05-14
DOI:10. 3969 / j. issn. 1009-9492. 2015. 11. 024
中图分类号:TG522
文献标识码:A
文章编号:1009-9492 ( 2015 ) 11-0089-05
猜你喜欢
杂志排行

机电工程技术的其它文章
- TinyOS环境下交通信息采集自组网系统设计**国家自然科学基金资助项目(编号:50878088);广东省高等学校学科建设专项项目(编号:2013WYXM0133);广东省高等学校优秀青年教师培养计划资助项目(编号:Yq2013180)。
- 舵机加载系统及其伺服驱动器控制参数设置方法**航空科学基金资助项目(编号:20130863006)
- 基于海马号ROV富钴结壳的钻取技术研究**国家高技术研究发展计划(863计划)资助项目(编号:GZH201100307-04-01)
- 大摆锤驱动头动力学建模与仿真研究**国家质检总局科技计划项目(编号:2014QK255)
- 基于最小二乘法和递推最小二乘法的雷达伺服跟踪系统建模
- 基于ArtCAM的十二生肖浮雕加工研究**江苏省大学生实践创新计划项目(编号:201412808005Y)