浅析发动机冷试油压测试不合格问题解决方法
2015-02-20
(上汽通用五菱汽车股份有限公司青岛分公司,山东 青岛 266555)
1 冷试机油压力测试原理和测试项目
1.1 冷试机油压力测试原理
发动机油压测试是将发动机油路内的机油引入外接油路通道内,通过压力传感器检测机实时压力,用数据采集卡、调理模块及滤波器,将计算信号在坐标系中显示出来,用来抓取发动机零件及装配缺陷。油压测试一般分为安全油压测试、高速油压测试和低速油压测试[2]。
如图1所示为冷试机油测试部分机构,包括推动气缸、电磁阀(控制油路开闭)、压力传感器、机油对接母头(冷试台架端)、机油对接公头(发动机预装)等部分。
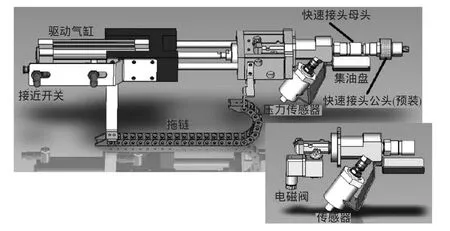
图1冷试机油对接部分机构
机油压力测试需要在冷试工位前预装1个快速接头至发动机的主油道上(尽量远离机油泵出口,这样在低速机油压力测试时,可以准确地获取发动机各运转部件对机油压力所形成的波动,从而获取周期性的机油压力曲线,便于缺陷检测)。发动机进入冷试工位后,通过气缸推动整个机油测试部分伸出实现油路对接,电磁阀控制油路打通,发动机内部油压引入外部油路进行压力检测,整个冷试测试全部结束后,电磁阀后端管路会切换为高压空气管路将测试管路中机油吹回发动机主油道[1]。
冷试机油压力测试为连续测试,在机油测试部分对接成功后,从冷试伺服电机开始转动即开始取机油压力信号。其中安全油压测试位于整个测试步骤的前端,目的是及时发现未加机油或机油加注量少的发动机,避免高速测试阶段对发动机的损伤。在高速和低速阶段分别取值,通过限定值的设置抓取发动机润滑系统缺陷。
1.2 冷试高速油压测试
(1)测试目的
高速油压测试是在最高转速下使发动机运转部件充分润滑、磨合,保证后续低速测试的稳定性。在这个过程中建立足够高的机油压力,使机油调压阀工作,通过机油压力传感器检测到的油压判断发动机润滑系统是否存在缺陷。
(2)测试条件
使用伺服电机带动发动机(冷试的驱动是靠伺服电机)在1 500~2 000 r/min稳定后,以1缸压缩上止点(TDC)参考点为基准,对机油压力和机油温度信号进行数据采集。采样方式为外部时钟数字触发采样,采样频率为1 024 pulse/rev,采集长度为1个完整发动机周期(2转720度)。高速机油压力的转速一般设定在1 500~3 000 r/min之间。在满足缺陷检测的前提下,转速不宜过高[3]。
在安全机油压力测试阶段,已经排空了从发动机主油道测量口到电磁阀之间这段管路里的空气,进行高速机油压力测试时,电磁阀不必再开启。另外,通过红外温度传感器照射在发动机机油滤清器表面来获取相对机油温度。发动机在1 500 r/min转速下,压力调节阀始终处于卸压状态,机油压力维持在一定范围内波动,这种情况下,温度对机油压力的影响很小,所以只对机油温度进行记录,不进行机油压力温度补偿[4]。
1.3 冷试低速油压测试
(1)测试目的
在低转速下,通过机油压力信号检测发动机润滑系统缺陷,尤其是在高转速下无法检测到的缺陷,例如主油道油孔堵塞、主油道相关零部件漏装、泄漏等等。
(2)测试条件
伺服电机带动发动机以150~300 r/min转速运行稳定后,以1缸压缩TDC参考点为基准,对机油压力和机油温度信号进行数据采集。采样方式为外部时钟数字触发采样,采样频率为4 096 pulse/rev,采集长度为2个完整发动机周期(4转1440度)。
低速机油压力测试转速不宜过高,否则会使得机油压力过高而造成压力调节阀开启,所以在整个测试过程中,应保持压力调节阀始终处于关闭状态。一般使得机油压力处于100~300 kPa之间,根据经验,此时的转速一般设定在150~300 r/min之间[4]。
2 高速油压测试不合格问题解决方法
2.1 问题描述
2014年2月5日开班以来,装配线冷试B15N300油压测试不合格问题较突出。2月4日至2月17日生产B15发动机4881台次,冷试油压不合格207台,不合格率4.24%,其中155台为高速油压低不合格,不合格率为3.17%,相关统计见图2.
2.2 要因确认
针对问题,从人、机、料、法、环进行了问题鱼骨图分析,如图3所示。

图3高速油压测试不合格鱼骨图分析
通过分析,充油接头增加转接头后导致油路变细,油压建立过程慢是导致高速油压测试不合格的根本原因。
充油接头相当于油压测试的开关。当进行油压测试时,充油接头内置铜芯被顶出,使发动机油腔与冷试测试油路连通,进行油压测试。为解决充油接头螺纹频繁损坏的问题,2014年2月份增加了转接头,充油接头及转接头机加工件,见图4。
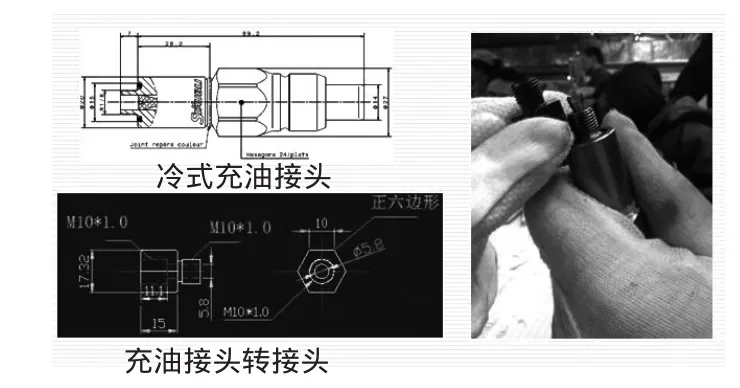
图4充油接头及转接头实物及机加工图纸
2.3 制定解决措施
通过对根本原因的分析,团队制定了解决措施,即在充油接头与转接头间增加橡胶垫片。增加垫片后,铜芯伸出时油路相应变大,避免油路细导致的油压建立慢,增加垫片后充油接头开闭见示意图5。
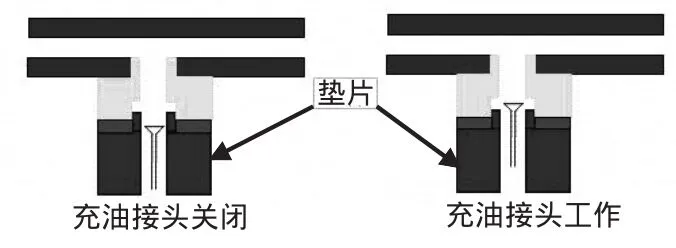
图5充油接头开闭示意图
2.4 对策实施及所得效益
以上措施实施后,B15机型冷试测试不合格率明显降低。具体统计见图6。

图6冷试油压不合格率统计
通过改进,避免返修节约金额:126台/月*0.5小时/次*12月/年*2人*25.85元 =39 085.2元,提高生产效率,每班次提高发动机输出7.5台次,经济效益如下:
7.5台*2班次*21天*12月*50(单台制造时间TT)*100人*0.0072元/人*秒 =136 080元,共计产生效益:39 085.2+136 080=175 165.2元。
3 结束语
冷试是检测发动机制造机零件缺陷的一个关键工位。冷试油压测试受影响因素很多,比如环境原因,设备机构影响,传感器零点偏移,油路变化。针对不同的原因,有针对性的进行原理分析,查找根本要因点,不断提高冷试油压测试一次合格率并提高缺陷探测能力。
本文通过对冷试油压测试结构及数据分析的简单说明,结合实际生产过程中油压测试不合格问题,介绍了冷试油压测试的基本原理及解决方法。并且通过提升油压测试合格率,有效提高了冷试缺陷探测能力,间接带来可观的经济效益。
[1]朱正德.检测技术在现代汽车制造业中的应用[J].机械开发,1999,(3):60-63.
[2]任 彪.发动机冷试验系统研究与开发[D].中国优秀硕士学位论文全文数据库,2008.
[3]张朝辉.发动机冷试技术[J].柴油机设计与制造,2012,(04):77-79.
