PCBN硬态切削粉末冶金气门座圈的试验研究
2015-01-16杨海东张俊生邹玉明陈鸿运
杨海东, 张俊生, 邹玉明, 叶 铮, 丁 宁, 陈鸿运
(合肥工业大学 机械与汽车工程学院,安徽 合肥 230009)
PCBN硬态切削粉末冶金气门座圈的试验研究
杨海东, 张俊生, 邹玉明, 叶 铮, 丁 宁, 陈鸿运
(合肥工业大学 机械与汽车工程学院,安徽 合肥 230009)
为了提高粉末冶金气门座圈实际加工中的加工表面质量和刀具寿命,需要研究聚晶立方氮化硼(PCBN)刀具硬态切削时切削参数对切削力的影响规律。文章通过正交试验设计,建立了PCBN刀具硬态切削粉末冶金气门座圈切削力的经验公式,并研究了切削用量对切削力的影响。试验结果表明:PCBN刀具硬态切削粉末冶金气门座圈时,刀尖圆弧半径和负倒棱导致径向力相对较大;切削参数中切削深度和进给量对切削力的影响较大,切削速度的影响相对较小;切削V581过程中,主切削力随着切削速度的增加而有所下降;实际加工中应选用较小的切削深度和进给量、较高的切削速度,以提高加工表面质量和刀具寿命。
PCBN刀具;粉末冶金气门座圈;切削力;正交试验设计;经验公式;负倒棱
气门座圈是内燃机配气机构上的重要零件,工作环境相当恶劣,因此对于其性能有很高的要求,主要有耐磨性、耐腐蚀性和高温稳定性。目前,国内外使用的气门座圈材料[1-2]种类大体分为铸造合金、粉末冶金和锻钢制品3种。随着无铅汽油的推广,气门座圈的腐蚀磨损减弱,机械磨损加强,粉末冶金材料气门座圈[3-4]逐渐显示出了巨大的优势。但是由于粉末冶金材料的多孔隙性和含有微观硬质粒子等特点,使得在切削加工时产生冲击、切削区温度过高和刀具磨损剧烈。聚晶立方氮化硼(PCBN)刀具具有较高的硬度、耐磨性和热稳定性,因而其应用于硬态切削粉末冶金气门座圈时具有一定的优越性。
国外对于PCBN刀具材料的研究[5-9]起步较早,研究成果的应用较多。近年来,国内对于PCBN刀具的研究[10-15]呈不断增长趋势,但总体其应用不够成熟。本文通过正交试验设计,建立PCBN刀具硬态切削粉末冶金气门座圈切削力的经验公式,分析切削速度、进给量和切削深度对切削力的影响显著程度,进而优化粉末冶金气门座圈加工中的切削参数,提高被加工件表面质量和刀具使用寿命。研究结果对于应用PCBN刀具硬态切削粉末冶金气门座圈有实用意义。
1 试验方案
1.1 试验条件
本试验在CA6140车床上进行,采用外圆干式车削。试验采用了V581(工件A)和ZN-1(工件B)2种粉末冶金气门座圈,其外形尺寸完全相同,内、外圈直径分别为30.7、50.6 mm,高度为6.6 mm,其主要化学成分和部分物理及力学性能见表1、表2所列。

表1 2种粉末冶金气门座圈的化学成分 %
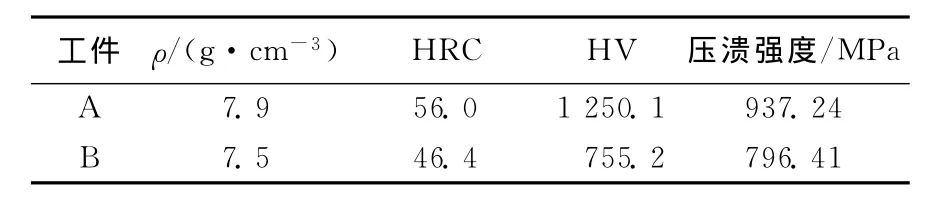
表2 2种粉末冶金气门座圈的部分物理及力学性能
由表1、表2可以看出,工件A中的Cu、Cr、Ni、Mo和Co元素质量分数比工件B高,密度、洛氏硬度(HRC)、维氏硬度(HV)和压溃强度也比工件B高。试验分别采用了3种切削速度、进给量和切削深度,并通过瑞士Kistler公司的9257B型三向测力仪、电荷放大器和PC机组成的切削力采集系统来采集每次切削过程中的切削力。
工件A和工件B的硬度均较高,因此,本试验采用了PCBN刀具硬态干式切削方式,选取了日本住友公司(Sumitomo)生产的牌号为BN100的PCBN刀片,其CBN的质量分数为85%,颗粒度为3μm,黏结剂为TiN,HV为4 000~5 000,导热系数为217 W/(m·K)。
试验中的PCBN机夹式可转位三角刀片,安装后的刀具几何参数如下:前角γ0=0°,后角α0=11.5°,主偏角Kr=75°,副偏角 Kr′=45°,刃倾角λs=0°,刀尖圆弧半径rε=0.8 mm。为了增加刃口强度,采用了-15°×0.1 mm的负倒棱。
1.2 试验设计
为了建立PCBN刀具硬态切削粉末冶金气门座圈的切削力经验公式,了解各切削参数对切削力的影响程度,试验设计了三因素三水平的正交试验方案。参照生产实际中的切削用量,试验各因素和水平见表3所列。表3中,v为切削速度;f为进给量;ap为切削深度。
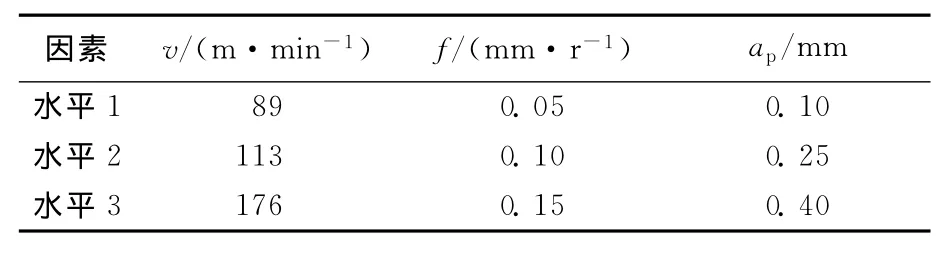
表3 正交试验设计各因素和水平
2 试验结果及分析
正交试验设计及切削力测量结果见表4所列,每次切削的切削力是通过3次重复试验取平均值得到的。从表4可以看出,工件A的切削力总体上比工件B稍大一些,各个切削分力中轴向力Fx最小,工件B的主切削力Fz最大,工件A的径向力Fy最大。
切削力经验公式一般表示为:

其中,CF为影响系数;x、y和z分别为ap、f和v对切削力F的影响指数。
对 (1)式两边取对数可得:

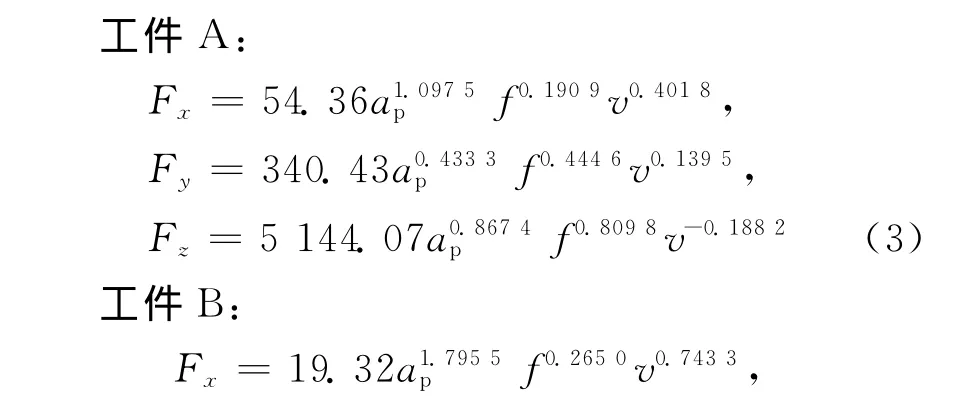
利用最小二乘法求解经验公式,辅以Matlab数值分析软件进行回归分析,可以得到PCBN刀具硬态切削粉末冶金气门座圈的切削力经验公式。

对经验公式取对数后的多元线性回归方程进行显著性检验。各个回归方程的显著性检测结果见表5所列。由显著性水平α=0.05查表得F0.05(3,5)=5.41,表5中求得的F 值均比5.41要大,说明建立的PCBN硬态切削粉末冶金气门座圈切削力的线性回归方程是显著有效的。
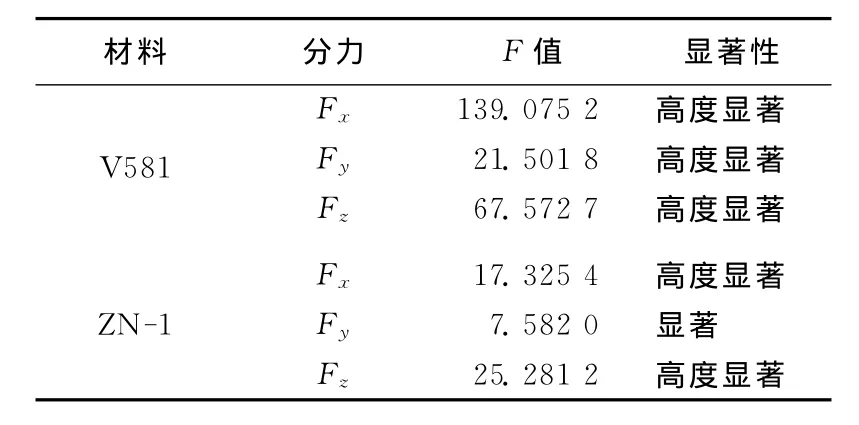
表5 2种材料切削力的回归方程显著性F检验
由经验公式(3)式、(4)式可以看出,工件 A和工件B的各向分力除了工件A的主切削力Fz随着切削速度v的提高而有所降低外,其余各向分力随着切削深度ap、切削速度v和进给量f的增大而增大;工件A和工件B的轴向力Fx都是受切削深度ap的影响最大,切削速度v次之,切削参数中进给量f对轴向力的影响最小;切削速度v对工件A和工件B的径向力Fy影响最小,切削深度ap和进给量f对工件A的径向力Fy的影响基本相同,工件B的径向力Fy受切削深度ap影响最大。工件A和工件B的主切削力Fz受切削深度ap影响最大,进给量次之,切削速度对工件B的主切削力基本无影响。
总体来看,工件A和工件B的径向力Fy都较大,工件A中的径向力Fy甚至大于主切削力,这主要是由于刀尖圆弧和负倒棱的缘故。试验刀具的刀尖圆弧半径rε要远大于切削深度ap,使得切削刃的工作主偏角远小于75°,如图1所示。因此,切削合力Fxy沿径向的分力Fy要远大于轴向分力Fx。
负倒棱的存在使得切削合力Fyz产生了沿径向的分力Fy2。负倒棱对径向力的影响如图2所示。
由图1、图2可知,刀尖圆弧和负倒棱都增大了径向力Fy。
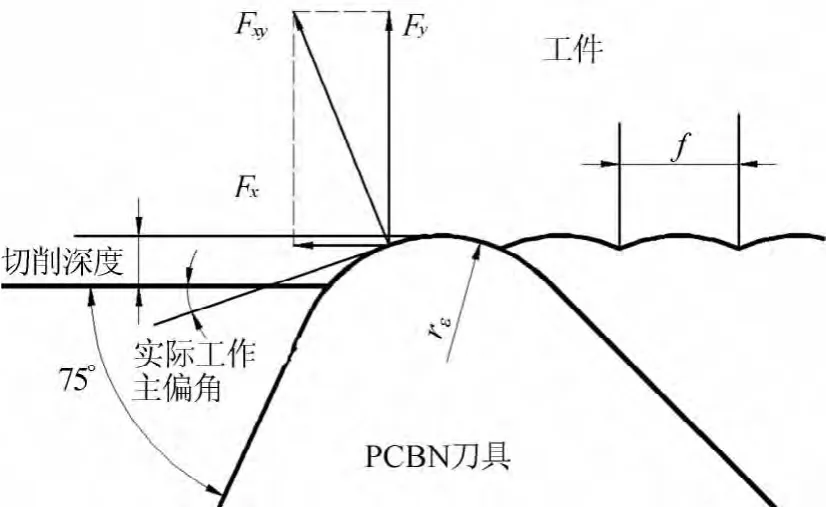
图1 刀尖圆弧对实际工作主偏角的影响

图2 负倒棱对径向力的影响
对于表4中序号1~3的数据,如果忽略切削速度对切削力的影响,进给量f=0.05 mm/r保持不变,分析切削深度ap对Fy/Fx和Fy/Fz的影响如图3所示。从图3可以看出,随着切削深度ap的降低,Fy/Fx和Fy/Fz的值越来越大,即刀尖圆弧和负倒棱对径向力Fy的影响随着切削深度的降低而越来越显著。
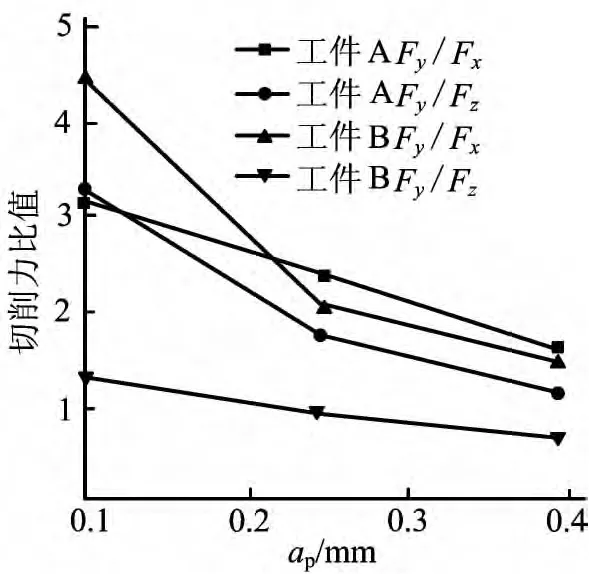
图3 切削深度a p对F y/F x和F y/Fz的影响
3 结束语
本试验建立了PCBN刀具硬态切削粉末冶金气门座圈切削力的经验公式,分析了各切削参数对切削力的影响,其中切削V581的主切削力在所选速度范围内随着切削速度的提高而有所下降。
PCBN刀具硬态切削粉末冶金气门座圈时,径向力Fy相对较大,这主要是由于刀尖圆弧以及负倒棱的缘故,甚至在切削V581的过程中出现径向力大于主切削力的现象。
总体来说,切削速度v对切削力的影响不是很大,主要是切削深度ap和进给量f对切削力的影响较大。因此在实际加工中,优化切削参数时尽量选择较小的切削深度和进给量、较高的切削速度来提高加工表面质量和刀具寿命。
[1]屠颖斐,洪晓先,魏伯康.汽车发动机气门座圈材料的现状与发展趋势[J].汽车工艺与材料,2000(6):22-26.
[2]河田英昭.易切钢高耐磨性气门座圈材料开发[J].粉末冶金技术,2010,28(6):467-472.
[3]韩凤麟.汽车发动机粉末冶金阀座圈合金进展[J].粉末冶金技术,2002,20(1):38-48.
[4]韩凤麟.汽车发动机粉末冶金阀座圈合金进展:续[J].粉末冶金技术,2002,20(2):100-108.
[5]Sadik M I.Wear development and cutting forces on CBN cutting tool in hard part turning of different hardened steels[J].Procedia CIRP,2012(1):232-237.
[6]Lalwani D I,Mehta N K,Jain P K.Experimental investigations of cutting parameters influence on cutting forces and surface roughness in finish hard turning of MDN250 steel[J].Journal of Materials Processing Technology,2007,206(1):167-179.
[7]Bartarya G,Choudhury S K.Effect of cutting parameters on cutting force and surface roughness during finish hard turning AISI52100 grade steel[J].Procedia CIRP,2012(1):651-656.
[8]Arsecularatne J A,Zhang L C,Montross C.Wear and tool life of tungsten carbide,PCBN and PCD cutting tools[J].International Journal of Machine Tools & Manufacture,2006,46(5):482-491.
[9]Bushlya V M,Gutrichenko O A,Zhou J M,et al.Tool wear and tool life of PCBN,binderless cBN and w BN-cBN tools in continuous finish hard turning of cold work tool steel[J].Journal of Superhard Materials,2014,36(1):49-60.
[10]文东辉.PCBN刀具硬态切削机理及技术[D].大连:大连理工大学,2002.
[11]曹永泉,张弘弢.PCBN刀具硬态切削技术的研究与进展[J].机械制造,2005,43(10):58-60.
[12]吕 智,林 峰,谢志刚,等.国内PCBN技术进展及需要解决的瓶颈问题[J].工具技术,2013,47(4):3-7.
[13]刘献礼,敖晓春,李振加,等.PCBN刀具的切削性能[J].机械设计与制造,1999,28(1):36-37.
[14]李玉甫,严复钢,王 宇,等.PCBN刀具切削淬硬GCr15轴承钢的切削力研究[J].哈尔滨理工大学学报,2005,10(2):136-138.
[15]Shao Fang,Wang Yuting,Zou Lijing,et al.Diffusion and oxidation wear of PCBN tool when cutting six workpiece materials based on thermodynamics[J].Key Engineering Materials,2013,589/590:128-133.
Experimental investigation of PCBN cutting tool in hard turning of powder metallurgy valve seat
YANG Hai-dong, ZHANG Jun-sheng, ZOU Yu-ming,YE Zheng, DING Ning, CHEN Hong-yun
(School of Machinery and Automobile Engineering,Hefei University of Technology,Hefei 230009,China)
In order to improve the surface quality and tool life of hard machining powder metallurgy valve seat with polycrystalline cubic boron nitride(PCBN)tools,the influence of cutting parameters on cutting forces should be studied.By the orthogonal experimental design of PCBN cutting tool in hard turning of powder metallurgy valve seat,empirical formulas of cutting forces were set up and the effect of cutting parameters on cutting forces was studied.The experimental results indicate that the radial force is relatively large because of the tool nose radius and negative chamfer.The cutting forces are mainly influenced by feed rate and cutting depth,while the cutting speed has less effect.With the increasing of cutting speed,the main cutting force decreases during the machining of V581.Light cutting depth,low feed rate and high cutting speed should be chosen in practical machining to improve the surface quality and tool life.
polycrystalline cubic boron nitride(PCBN)cutting tool;powder metallurgy valve seat;cutting force;orthogonal experimental design;empirical formula;negative chamfer
TG711
A
1003-5060(2015)02-0145-04
10.3969/j.issn.1003-5060.2015.02.001
2014-02-17;
2014-04-03
合肥工业大学产学研校企合作资助项目(12-174)
杨海东(1970-),男,安徽合肥人,合肥工业大学副教授,硕士生导师.
(责任编辑 闫杏丽)
