基于信息流驱动的发动机装配过程监控策略研究
2015-01-16闫兆庆葛茂根梁军义
闫兆庆, 葛茂根, 马 靖, 梁军义
(合肥工业大学 机械与汽车工程学院,安徽 合肥 230009)
基于信息流驱动的发动机装配过程监控策略研究
闫兆庆, 葛茂根, 马 靖, 梁军义
(合肥工业大学 机械与汽车工程学院,安徽 合肥 230009)
文章针对发动机装配过程中由于工艺复杂、生产信息多元异构引起的生产管理问题,结合装配生产线自身特点,在实现装配生产线的数据采集与系统监控的基础上,提出了基于信息流驱动的发动机装配线监控策略,通过原型系统的实例开发验证了策略的可行性与有效性。结果表明该控制策略在原来的基础上提高了发动机装配质量与效率,具有良好的信息实时性、可靠性与追溯性,并有很好的应用性。
发动机装配;监控策略;信息流;驱动规则;信息感知
发动机是汽车核心关键组成部件,装配步骤是发动机制造中最后决定产品质量的重要工艺流程。如果装配不当,即便所有合格的零件也不能组装成高质量的合格产品。装配是先将若干零件组装成部件,然后将部件和另外一些零部件按照工艺要求装配成产品。
装配时或完成后需要进行相关试验与检测,以保证成品的使用性能和装配质量,某些关键部件在装配完成后还要进行数次测试[1]。尤其在发动机装配操作过程中,由于零部件的多样性、装配工艺过程繁琐、发动机种类纷繁,其装配过程的监测就显得特别重要,以便装配出更高精度、高效率、高灵活性和高质量的产品。
在发动机装配活动中,生产作业计划的制定与执行,生产过程中的突发事件的处理,原材料、成品的库存等是管理人员最关心的问题。制造执行系统作为过程监控策略的通用方法,部分解决了上述问题。本文利用制造执行系统强大的数据信息采集及处理功能,研究在信息流驱动条件下的监控策略,充分利用采集信息的联接、调控和决策功能,用信息来引导决策,推进生产线生产。发动机装配过程、组装、测试的信息数据是工厂的重要资源,将信息资源在网络上共享有利于产品标准化生产[2]。
1 相关概念及定义
(1)发动机装配概述。作为混流装配线的典型产品,某条生产线上有若干发动机产品在生产,各品种具有工艺、结构类似的特点。发动机装配由操作工人根据工艺信息、操作规程及设计文档资料进行装配操作,在操作过程中及时记录装配数据,完成后核对装配数据,填写人员工位装配报告。
(2)信息流。发动机产品生产和流通包含对“五流”的理性调控。“五流”包括信息流、物流、业务流、资金流以及价值流。只有“五流”的合理调配,才能使生产达到效率优化,其中,物流和信息流是至关重要的[3]。
在生产线装配监控中,信息流是监控策略的核心与纽带,只有对信息流进行理性的组织和分析,物流、资金流等才能有序运行[4]。因此,如何采集、传递和共享信息,建立合理的信息流驱动装配模式,将企业的生产行为和各部门的职能行为合理调配,是装配监控策略所要解决的重点问题。
信息采集是信息流运行的起点,信息感知是信息的基础属性,也是采集信息的基本方法。采集到的可感知信息的质量,即信息的可靠性、及时性,决定着信息是否达到预定的目的和满足需要。物联网信息感知与交互技术很好地解决了这个问题,采用数据收集、数据压缩和数据融合等物联网数据处理技术,可以在装配生产线及相关监控信息节点上实现高效的信息感知[5-6]。装配过程中可感知信息流的相关内容见表1所列。

表1 可感知信息流的内容
2 监控策略体系
根据监控体系在工厂运作管理中所具备的作用,把监控策略职能划分为2个部分:计划执行与工厂管理、数据采集与处理[7]。
将重复且繁重的信息通信及反馈融合到数据采集与处理部分的功能中,首先降低了装配模型的复杂性,并使监控策略的车间计划执行过程对其他功能模块透明化,其次也让计划执行部分内部关系与功能明确,有利于功能模块间的集成和扩展。监控策略体系构架如图1所示。
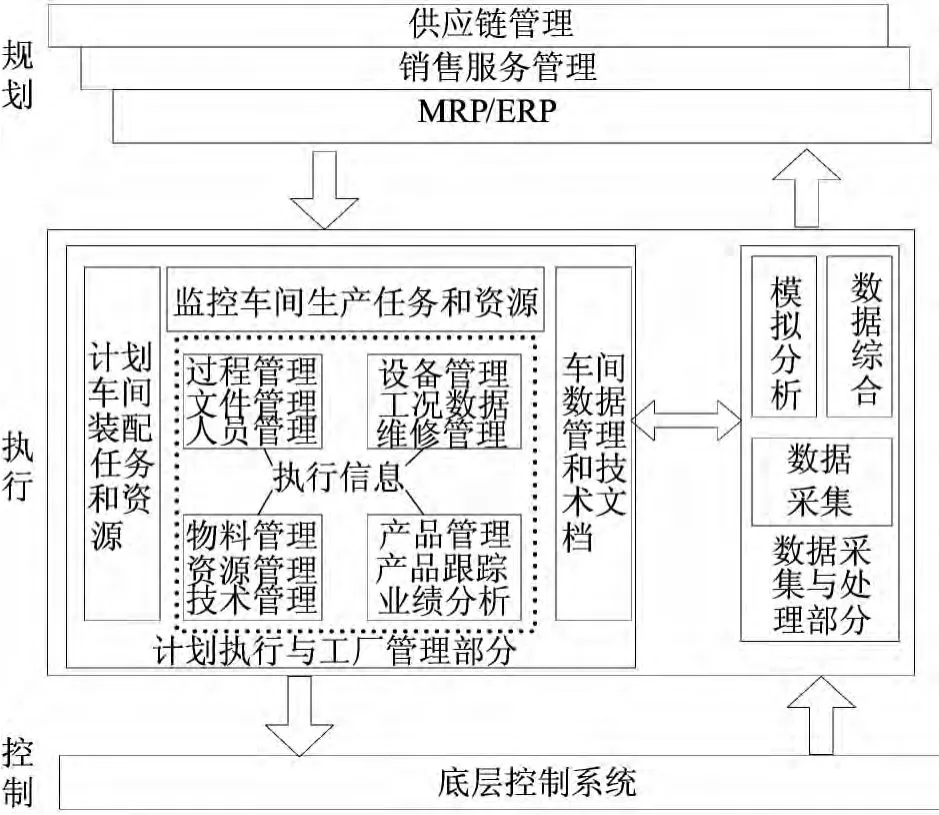
图1 监控策略体系构架
(1)计划执行与工厂管理。计划执行与工厂管理模块是监控策略中直接应用并反映在工厂管理的部分,信息流的流向在其中是自上往下的。根据企业的装配生产活动及制造执行系统职能将控制策略分解为3个功能模块。信息流在上层业务规划层和下层控制层之间交互,通过3个功能模块的划分,使控制策略形成一个流畅的逻辑通路,进而有效监控整个装配生产过程[8]。
根据工厂生产规划、主生产计划、车间资源、制造BOM与流程设计文件,按照车间装配能力最高、库存利用率最高和装配成本最低等优化目标,调整和改善车间装配任务和资源。本步骤可将计划车间装配任务模块分解为编写月周计划、生成日计划、资源匹配和配膳4个信息流子节点。
(2)数据采集与处理。数据采集与处理部分辅助计划执行与工厂管理部分,并为全部功能模块各个节点提供实时信息支持,信息流在该部分的方向是由下往上[9]。本部分可分解为数据采集和获取、数据综合、信息校正3个子节点。数据采集和获取:采集装配线上数据,并从工厂层获取物料、成品、订单和人员等必要数据,为数据综合、模拟分析等提供数据基础。信息校正:信息校正的主要目的之一是为了当实时采集到异常信息时,装配系统能根据异常信息做出最合理的调整,让异常状况产生最小的影响[10]。
3 基于信息流的过程模型构建
信息流集群(information flow cluster)是抽象的实体,在监控策略中,所有与装配活动相关的可感知的信息流组成信息流集群。其定义为:

其中,PP代表装配信息流;M 代表物料信息流;PM代表人员信息流;T代表计划信息流;D代表档案信息流。
在信息流的运行过程中,包含的信息让参与对象依照固定规则进行操作。这种固定规则的集合可以作为信息流驱动模型的基础。本文结合发动机装配的实际运作流程,提出一套关于装配过程的控制策略,如图2所示,采用IDEF0对该控制策略进行说明。

图2 监控策略IDEF0模型
在模型中,某一种信息流均含有若干监控要素,这些要素是信息流的属性信息,也是策略模型的有效信息单元。每一个监控要素都对应含有自己的信息驱动规则。IFC中信息流及驱动规则的多少,取决于发动机装配厂的规模及其信息化集成程度。(1)式中给出的信息流及监控要素的驱动规则是一般IFC所必备的,如图3所示,采用IDEF1对控制策略中信息关系进行说明。
驱动规则对于控制对象,是预先可知的。例如,员工在工作时,知道当工件到来时所需要做的操作步骤,即操作指令对于员工的驱动规则(按照工艺操作工具进行装配),员工完成操作动作并检验合格后,驱动信息结束。
在控制策略中,规则库为装配过程中出现的信息对应处理方法。其内容主要有产品上线工位信息规则、一般装配工位控制规则,返修控制规则、下线控制规则、在线指导控制规则、装配防错规则,物料配送规则等等。
本文以一般装配工位为例介绍监控策略的信息驱动流程,如图4所示。
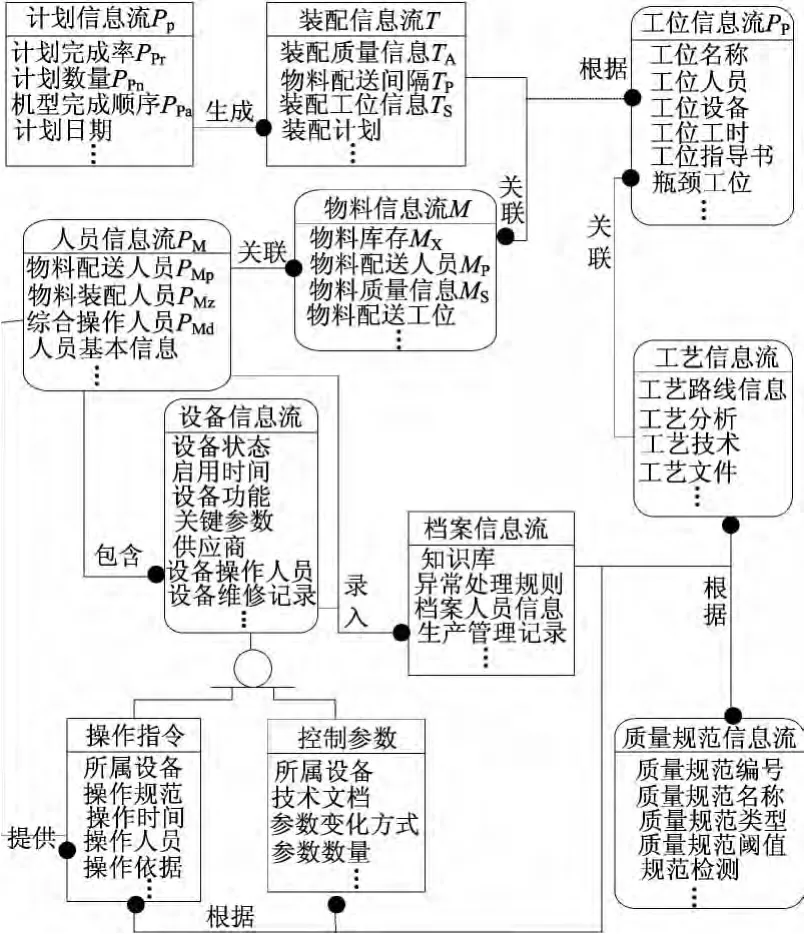
图3 控制策略信息模型
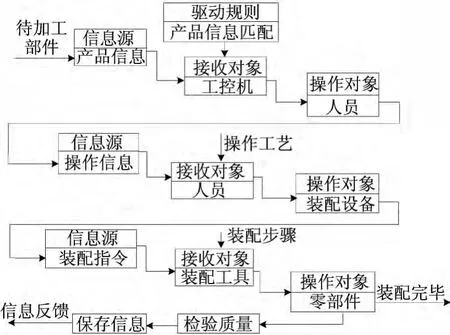
图4 一般装配工位信息驱动流程
初始条件:t1时刻,待加工的部件通过发动机装配线的运行到达工位指定位置,夹具夹紧部件。具体步骤如下:① 部件上的产品信息通过条码采集、射频识别等信息感知技术传输到数据库中;②应用程序把数据库中产品信息与计划信息进行匹配,然后将匹配结果在工控机上显示;③ 工控机把匹配结果对应的操作信息传递给员工;④ 员工按照操作规程来操作装配设备和零部件,输入操作指令;⑤ 设备把操作指令转化为机器动作,依次完成装配零部件步骤;⑥ 设备检验装配结果;⑦ 将质量信息上传到服务器,并将装配信息反馈到装配部件上,并随着部件传递到下一工位;⑧ 信息驱动结束。
结束信息:在t2时刻装配结束,夹具张开,部件等待放行。
4 实例验证
本文将上述监控策略应用在某汽车品牌发动机装配车间的信息管理的建模和设计中,集成开发了监测控制系统。系统能够及时监控现场设备的工作状况、装配线网络通讯状态,准确地采集车间装配信息和订单完成情况。
图5所示为装配线活塞连杆工位监控界面。上线工位有新的缸体上线,该工位监控的物料信息流将缸孔信息在装配线局域网中按照驱动规则传输到活塞装配工位。活塞工位的工控机将信息显示在人机交互界面上,如第1条信息为正在装配的4个缸孔分组号,该信息按照驱动规则指挥人员依照屏幕上的分组号选择4个相符型号的活塞进行装配。信息驱动下的装配将原来的目视装配的3个员工缩减为2个员工,大大提高了装配效率。图6所示为该工位信息驱动流程。

图5 装配线活塞连杆工位监控界面
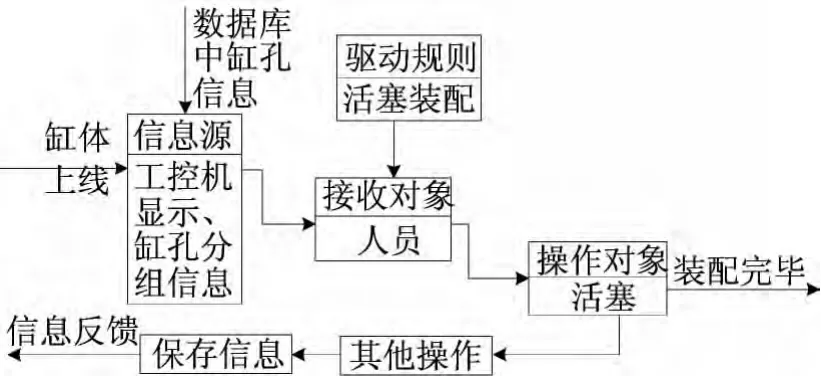
图6 活塞装配工位信息驱动流程
同时,系统还提供了产品质量管理、订单信息修正、人员和物料监控、工艺指导书管理和产品追溯管理模块等,在信息流驱动下相应模块都能够使管理者准确掌握装配线生产状况、订单完成情况,为管理者提供科学的管理依据,预防并及时处理异常情况,大幅度提高了企业的生产效率。
5 结束语
在企业内部,上下级之间计划指令的传达、各个部门之间的沟通等等都是信息流的表现形式。具体到发动机装配过程,当操作过程完成后,代表操作结果的信息都将作用、反馈并融入到信息流中。本文针对发动机装配生产过程,提出了基于信息流的监控策略及主要功能模块,实现车间计划的优化排产与调度、生产全过程的数据信息集成与监控,提高设备利用率。以制造执行系统为监控策略的工具,并运用信息流调节反馈的思想,使生产过程数据处理高效准确,提高了车间生产管理效率。
[1]韩思军,胥 磊.机械装配的合理性[J].黑龙江冶金,2011,31(3):37-39.
[2]李智慧,张红光,韩宇石,等.发动机装配实时管理系统的设计与实现[J].小型内燃机与摩托车,2004(6):6-8.
[3]王 奕.目前供应链信息流存在的问题与改进[J].工业工程与管理,2010,61(2):360-364.
[4]卞亦文,王有森.供应链中信息流的运作模式分析[J].中国管理信息化,2008,11(22):62-64.
[5]刘明周,王 强,葛茂根,等.基于射频识别的装配过程监控体系研究.[J].合肥工业大学学报:自然科学版,2012,35(9):1157-1162.
[6]Huang G Q,Qu T,Zhang Y F.RFID-enabled real-time manufacturing for automotive part and accessory suppliers[J].Computers and Industrial Engineering,2010,12(13):1-6.
[7]蔡宗琰,王宁生,王志胜,等.制造执行系统的功能模型[J].计算机工程与应用,2004(24):197-200.
[8]肖力墉,苏宏业,苗 宇,等.制造执行系统功能体系结构[J].化工学报,2010,61(2):360-364.
[9]胡 春,李 平.制造执行系统体系结构中功能模型的研究[J].信息与控制,2002,31(6):561-565.
[10]于树松,丁香乾.发动机装配过程跟踪管理系统的研究与
实现[J].机电工程技术,2007,36(12):13-14.
An information flow-driven monitoring strategy in engine assembly process
YAN Zhao-qing, GE Mao-gen, MA Jing, LIANG Jun-yi
(School of Machinery and Automobile Engineering,Hefei University of Technology,Hefei 230009,China)
In view of the production management problem,which is due to complex process and multiple heterogeneous production information in the process of engine assembly,and considering the characteristics of assembly production line,an information flow-driven monitoring strategy in engine assembly process is put forward based on the data acquisition and system monitoring of assembly production line.The feasibility and effectiveness of the strategy is validated through the examples of the development of the prototype system.The results show that the proposed control strategy improves the quality and efficiency of the engine assembly,and it has good real-time performance,reliability and traceability of information as well as broad applicability.
engine assembly;monitoring strategy;information flow;drive rule;information perception
TH165
A
1003-5060(2015)02-0153-04
10.3969/j.issn.1003-5060.2015.02.003
2014-02-17;
2014-04-20
闫兆庆(1988-),男,山东阳谷人,合肥工业大学硕士生;
葛茂根(1979-),男,安徽安庆人,博士,合肥工业大学副教授.
(责任编辑 马国锋)
