提高棉/Modal混纺生条质量的途径
2015-01-05严瑛
严 瑛
(陕西工业职业技术学院化工与纺织学院,陕西咸阳712000)
在实际的生产过程中,所应用的Modal纤维规格为1.21dtex×38mm,开发棉与 Modal纤维混纺的系列产品。
1 棉/Modal混纺纱的工艺流程
棉纤维:A002D圆盘式自动抓棉机→FA016A自动混棉机→FA018混开棉机→FA106豪猪式开棉机 →FA046振动给棉机→FA141成卷机→A186F(梳棉机)→FA303(并条机)→A201D(精梳机);
Modal纤维:A002C圆盘式自动抓棉机→FA017自动混棉机→FA106豪猪式开棉机→FA046A振动给棉机→FA141成卷机→A186F(梳棉机)
棉与Modal纤维条混合:FA303并条机(混并一)→FA303并条机(混并二)→FA303并条机(混并三)→A454粗纱机→FA503细纱机。
2 开清棉工序
2.1 工艺要点
由于莫代尔纤维的细度很细,刚性较小,容易由于Modal纤维细度细,刚性小,易扭结,纤维容易损伤。同时,由于纤维的整齐度较好,因此开清棉工序应该减小打击强度,从而避免Modal纤维过多损伤和纠缠。减少开松打击的力度,防止纤维损伤,减少棉结的产生。除此之外,卷子定量应该适当偏轻掌握,同时兼顾卷子成形要无破洞、厚薄均匀的要求。因此,我们应该遵循“低速度、少打击、多梳理、勤抓少抓、大隔距、防粘连”的工艺原则。
莫代尔纤维与棉应该分别处理,采用棉条混棉,莫代尔纤维应采用轻打、轻梳、少返、多梳的工艺,在提高开松度的基础上,减少落纤量,以节约用料。原棉则采用适当打击、多落、少返、强梳的工艺,提高开松度,多排除杂质和短绒。
2.2 工艺参数选择
开清棉是棉纺加工系统中的第一道工序。加工对象主要是轧棉厂或化纤厂运来的原料,其主要任务是对散纤维进行开松、混合均匀、除杂、梳理,将其加工成一定质量的均匀棉条。该工序是由多个单机组合的开清棉机组成,包括抓棉机、混棉机、开棉机和清棉机。各道工序机器参数的工艺配置直接影响到开松、除杂的效果。因此,在工艺设计方面,既要考虑开松除杂,又要考虑降低棉结和短绒。

表1 清棉工序工艺参数

(接上表)
2.3 棉卷的测试
该实验的测试内容主要包括以下几个方面:棉卷的重量不匀率及伸长率,采用的实验设备与用品有Y201A型棉卷均匀度实验机一台、棉卷一只、磅秤一台、卷尺一把;棉卷的回潮率,采用的实验设备有Y802型恒温烘箱;棉卷的重量,采用的实验设备与用品为棉卷秤砣吊篮、棉卷专用磅秤。实验条件为温度控制在20℃左右,相对湿度控制在65%左右。实验结果见表2。

表2 棉卷质量指标
其中,重量不匀率和伸长率的计算公式如下:

其中,每米平均重量取小数点后一位,重量不匀率和伸长率取小数点后两位。
3 梳棉工序
3.1 工艺要点
梳理是继纤维经过开松作用后松解纤维集合体的主要工艺,是由大量梳针或者锯齿对纤维集合体进行的。梳理的目的是基本消除纤维间的横向联系,使纤维集合体分离成单根纤维状态,逐渐沿纵向建立起纤维首尾相搭的联系,并使纤维相互平行顺直[1]。
由于莫代尔纤维具有如下几个方面的特点:回潮率高、抱合力较差、回弹性差、容易滑爽松散及蓬松性大。因此,在梳棉工序中锡林和剥辊的运转速度应该偏低掌握,锡林和道夫间的隔距要适当增大。针布应该合理选配,主要完成分梳、转移目的;同时,大小漏底、除尘刀的设置应该依据主要是减小落率为目的[2]。与此同时,上下压辊与承轧辊之间的加压量也应该有所降低,这样做的目的是有利于减少所制得生条中的短绒率和棉结,从而可以提高成纱的质量。莫代尔纤维在被梳棉机进行梳理的加工过程中,极易沉积于针刺之间,就会使得莫代尔纤维的转移困难。为了使纺得的生条的棉网清晰,应该采取的生产工艺原则为“牵伸张力小、隔距适中、运转速度低、定量轻、加压小”,从而保证后道工序的顺利进行。
3.2 工艺参数选择
由于开松工序后纤维多呈束及小块状,且有不少杂质,梳理的主要任务包括将束、块状纤维进行细致的梳理,使纤维进行充分的混合,并将纤维制成符合一定规格和质量要求的条子,有规律地圈放在条筒内或者卷装成一定的形状[3]。

表3 梳棉工艺参数
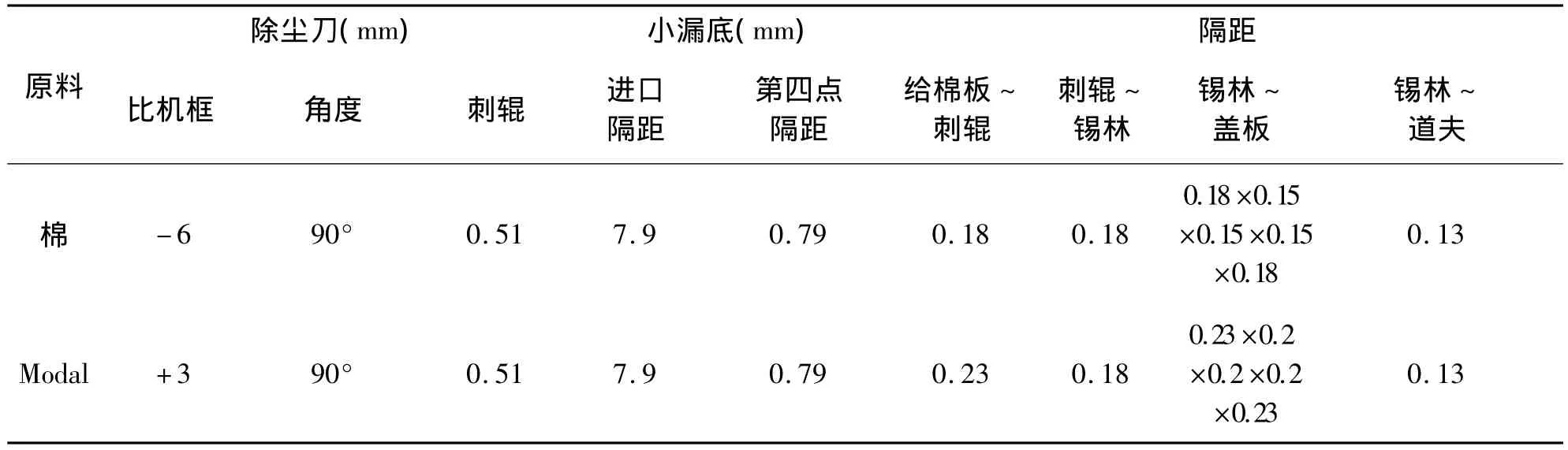
(接上表)
3.3 提高生条质量的主要途径
(1)加强基础性工作,改善机械状态。在日常运转中,梳棉机的某些部件发生磨损、走动、腐蚀等,必须及时加以校正、修理、保养,以保证良好的机械状态。改善机械的主要措施可以从以下几个方面抓起:认真做好梳棉机维修工作,严格按梳棉机修理质量技术要求进行维修;锡林道夫轴线同轴度要有所提高,装配后轴的径向圆跳动(轴颈处)≦0.01mm,筒体表面直线度、径向圆跳动≦0.02mm;校锡林动平衡,平衡振幅≦0.05mm;检修锡林、道夫、刺辊轴承,必要时更换轴承;检修大、小漏底的弧度,使弧长和曲率半径符合工艺要求。
(2)做好针布选用及“五锋一准”工作。“五锋一准”是指锡林、道夫、盖板、刺辊、附加分梳件(刺辊分梳板、锡林前后固定盖板)五种主要分梳件要保持针齿锋利,同时使得各部位的隔距保持准确一致,以充分发挥梳理、匀混和转移的效能。应该做到以下几个方面:合理选用、使用针布;加强机台基础工作,确保锋利度和平整度;锡林、道夫、盖板磨针;刺辊磨砺;保持附加分梳件的锋利。
(3)合理配置工艺
(4)加强运转操作。挡车工要注意剔除棉卷中的疵品,如破洞卷、油污卷、大小头卷;要去除车后疵品,如三丝、杂物等;在车前要防止飞花进入棉网;做好机械防疵工作,如道夫转速正常与否、棉网有无云斑、圈条成形正常与否、机械响声是否正常、除尘吸风系统正常与否等等。
(5)温湿度的控制。温湿度根据原料的性能、所纺纱支等来掌握。相对湿度过高,会导致分梳困难,棉结增加,除杂效率偏低,棉卷粘层,棉网下垂,断头增加;湿度过低,易造成飞花、落棉增加,生条蓬松,棉网上飘、易破边,静电作用强,薄棉困难,断头增加。
4 生条的质量测试
测试仪器为Y301型条粗滚筒测长器、链条天平或者电子天平,用来测量棉条的实际干重及重量不匀率,测量时棉条5m为一段,然后称重;Y802型恒温烘箱,烘燥温度为100~105℃,时间间隔为10min。实验应该在标准温湿度条件下进行,即温度20℃,湿度65%。相关指标的计算公式见下式4~5,实验结果见表4。

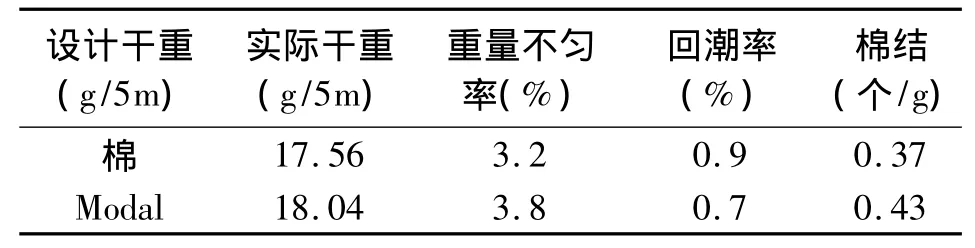
表4 生条的质量测试
通过测试生条质量满足后纺的要求。
[1]Mohamed,M.H.,Lord,P.R.,and Saleh,H.A.,A Comparison of the Hairiness and Diameter of Ring and Open-End Yarns[J],Textile Res.J.45,380-385.(1975).
[2]杨锁庭.纺纱学[M].北京:中国纺织出版社.106.
[3]李贵权,等.Modal/棉混纺色纱的纺制[J].上海纺织科技,2001(6).
