磁性纤维针织面料练漂工艺的研究
2015-01-05孟家光高雪妮
张 靖,孟家光,高雪妮
(1.江苏金龙科技股份有限公司,江苏常熟215509;2.西安工程大学,陕西西安710048)
0 引言
近些年,功能性纺织品以其独特的保健作用及方便舒适的应用方式备受消费者的喜爱。针织产品以其透气、舒适贴体、延伸性好等特点倍受青睐。磁性纤维是一种利用人体是一个微磁体而研发出的新型纤维,从资料文献来看,远红外纤维、发热纤维和凉爽纤维等功能性纤维的研究相对成熟,但有关磁性纤维及其纺织品的研究相对较少,因此磁性纤维的研究刻不容缓。
研究漂白工艺对其织物颜色的影响情况,即对其进行染前处理以提高磁性纤维针织面料的服用性能以及清除纱线在编制过程中染上的油污。影响漂白效果的因素有过氧化氢的用量、漂白温度、漂白时间和漂液的pH值等,为了获得良好的漂白效果,本文采用单因素分析法分别对其进行分析。
在基础针织组织中,罗纹半空气层是由一个横列的满针罗纹和一个横列的纬平针进行复合而成,织物的两面具有不同的密度和外观,正面由罗纹和平针交替组成,具有摄影的凹凸效应,织物反面仅是罗纹线圈,外观平整。具有较好的弹性,手感柔软,可根据服装款式的需要选作织物的正反面,在针织面料中较有代表性,因此本实验选用由磁性纤维/粘胶纤维以40/60的混纺比纺成的规格为18.6tex的混纺纱,在斯托尔CMS530HP-14G电脑横机上织成的罗纹半空气层针织面料作为实验对象。
1 织物的煮练
使用HSY2-SP型恒温水浴锅、DHG-9075电热恒温鼓风干燥箱、YG026B型电子织物强力机和WSB-3A型智能式数字白度仪等对磁性纤维针织面料织物白度与顶破强力进行测定。NaOH为3%,渗透剂JFC 为3g/L,浴比1:30,时间30min,温度95℃,煮练后,用1g/L的醋酸在80℃的环境下处理10min,后水洗烘干。测试结果如表1所示:

表1 磁性纤维针织物煮练前、后的白度与顶破强力
由表1可以看出,煮练前、后,磁性纤维针织物的白度相差不大,说明磁性纤维混纺纱的杂质较少,且煮练处理后,织物的顶破强力有所下降,因此磁性纤维针织物可视具体情况不进行煮练处理,以免损伤织物强力。
2 织物的漂白
2.1 漂白剂的选用
在环保、漂白稳定性以及纤维损伤小等因素综合考虑之下,本课题采用双氧水进行漂白[1,2]。在碱性条件下,H2O2活化分解出具有极强氧化性的,可破坏色素结构,达到漂白的目的。某些金属离子如铁、铜、锌等会催化双氧水分解,会导致部分纤维脆损。因此,为了减少纤维的损失,获得有效的漂白,需在漂液中加入一定的稳定剂,如硅酸钠。
2.2 漂白工艺分析
a.过氧化氢用量的确定
过氧化氢用量为5~30mL/L,精炼剂2g/L,硅酸钠3g/L,温度 85℃,时间 60min,pH 值为 10,浴比1∶20。过氧化氢用量与白度和顶破强力间的关系如图1所示:
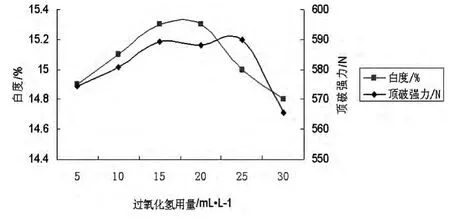
图1 过氧化氢用量与白度、顶破强力间的关系
从图1可以看出,当过氧化氢的用量在5~15mL/L范围内时,随着过氧化氢用量的增加,织物白度逐渐提高,当到达20mL/L时,织物白度反而下降,原因为随着过氧化氢浓度的增大,双氧水电离的H+离子破坏了漂白液中的碱性环境使得其电离出的有效成分HO-2随之减少,织物漂白效果逐渐下降。综合考虑后选定过氧化氢的用量为15mL/L。
b.温度的确定
过氧化氢为15mL/L,精炼剂2g/L,硅酸钠3 g/L,温度70 ~95℃,时间 60min,pH 值为 10,浴比1∶20,漂白温度与白度和顶破强力间的关系如图2所示:

图2 漂白温度与白度和顶破强力间的关系
由图2可以看出,当温度在70~85℃间时,随着温度的升高,织物的白度明显增加,这是因为过氧化氢在这一温度范围内的电离程度比较高,漂液中的有效成分增加,因此织物白度有了明显的提升。当温度超过85℃后,过氧化氢的分解作用高于电离作用,实际用于漂白的过氧化氢量减少,因此织物白度反有下降的趋势,同时织物强力损伤越来越严重,综合分析后,磁性纤维针织面料的漂白温度选为85℃。
c.漂白时间的确定
过氧化氢的为15mL/L,精炼剂2g/L,硅酸钠3g/L,温度85℃,时间30 ~60min,pH 值为10,浴比1∶20,结果关系如图3所示:

图3 漂白时间与白度、顶破强力间的关系
由图3可以看出,当漂白时间在30~50min的范围内时,随着漂白时间的延长,织物的白度也随之提高,但织物强力损伤较大,当漂白时间高于60min后,延长漂白时间织物的白度变化不大,因此,综合从漂白效果和织物强力损失、加工成本等方面,选取磁性纤维针织面料的漂白时间为为60min。
d.漂液pH值的确定
过氧化氢用量为15mL/L,精炼剂2g/L,硅酸钠3g/L,温度85℃,时间60min,pH 值为7 ~12,浴比1∶20,漂液pH与白度和顶破强力间的关系如图4所示:

图4 漂液pH值与白度、顶破强力间的关系
由图4可以看出,当pH值在7~10之间时,织物的白度逐渐增加,漂白效果明显增强,织物强力变化不大。但当pH值超过10以后,漂白效果明显呈下降趋势,当pH=12时织物白度下降比较严重,甚至低于未漂白的织物。这主要是由于过氧化氢在碱性条件下很不稳定,加之高温的催化作用,过氧化氢的分解速度加快,大部分被分解产生O2和高活性游离基HO-,漂白成分逐渐丧失引起的。因此,综合考虑织物漂白效果、织物强力和漂白成本,磁性纤维针织面料的漂白pH值选9。
综合考虑后,确定出磁性纤维针织面料的漂白优化工艺如下:

以此对煮练后的磁性纤维针织面料进行漂白处理[4],结果如表2中所示:
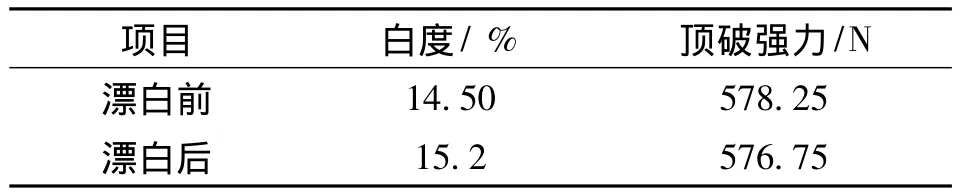
表2 漂白前后织物的白度和顶破强力
由表2可以看出,经优化的漂白工艺处理后,磁性纤维罗纹半空气层针织面料的白度稍有提高,织物的强力损失也较小,说明实验得出的优化漂白工艺达到了预期的效果。但是从漂白工艺的指标中可以看出,由于磁性纤维本身带有颜色(浅咖色),其漂白前后白度变化不大,因此磁性纤维织物的开发可视具体情况漂白或不漂白,经优化的漂白工艺只能作为今后磁性纤维织物开发的参考工艺,在实际操作过程中仍要根据实际情况做适当的调整。
3 结论
本文通过对磁性纤维混纺纱组分的分析,以磁性纤维罗纹半空气层针织面料为研究对象,对其进行煮练和漂白处理,确定出磁性纤维针织面料的最佳煮练工艺。利用单因素分析对影响漂白工艺的四个因素:过氧化氢的用量、漂白温度、漂白时间和漂液pH值进行了分析,最后通过正交试验的方法优化出磁性纤维针织面料的最佳漂白工艺。磁性纤维的本色(浅咖色)的存在直接影响织物的漂白效果,磁性纤维混纺纱本身质量较好,所含的杂质和油污较少,因此本文最终确定的优化的漂白工艺仅为磁性纤维针织面料的开发作参考,实际生产中需根据具体情况调整生产工艺,视不同的针织产品选择是否需要进行漂白。
[1]Huang,Louise K.,Gang Sun.Durable and regenerable antimicrobial cellulose with oxygen bleach:concept proofing[J].AATCC Review,2003,3(10):17 -21.
[2]赵涛.染整工艺学教程第一分册[M].北京:中国纺织出版社,2007(02):93-121,173-201.
[3]Gokarneshan,N.Durairaj,Krishnamurthy,C.Shanmugasundaram,P.Subhash,S.Subasree,R.P.Saranya,E.Chemical finishing and washing of knit wear[J].Man-Made Textiles in India,2010,53(4):133-137.
[4]陈英.染整工艺实验教程[M].北京:中国纺织出版社,2004:41-43.
