柴油机齿轮斜孔工装设计
2014-12-02四川宜宾普什模具有限公司644000
金属加工(冷加工) 2014年6期
四川宜宾普什模具有限公司 (644000)张 强
我公司在加工L 型1624 柴油机过程中,发现该型号机体输出端齿轮安装面有1 处φ5mm 斜油孔非常难加工。该孔位于输出端齿轮安装孔内,孔轴线距端面型腔距离201.5mm,角度30°,如图1 所示。
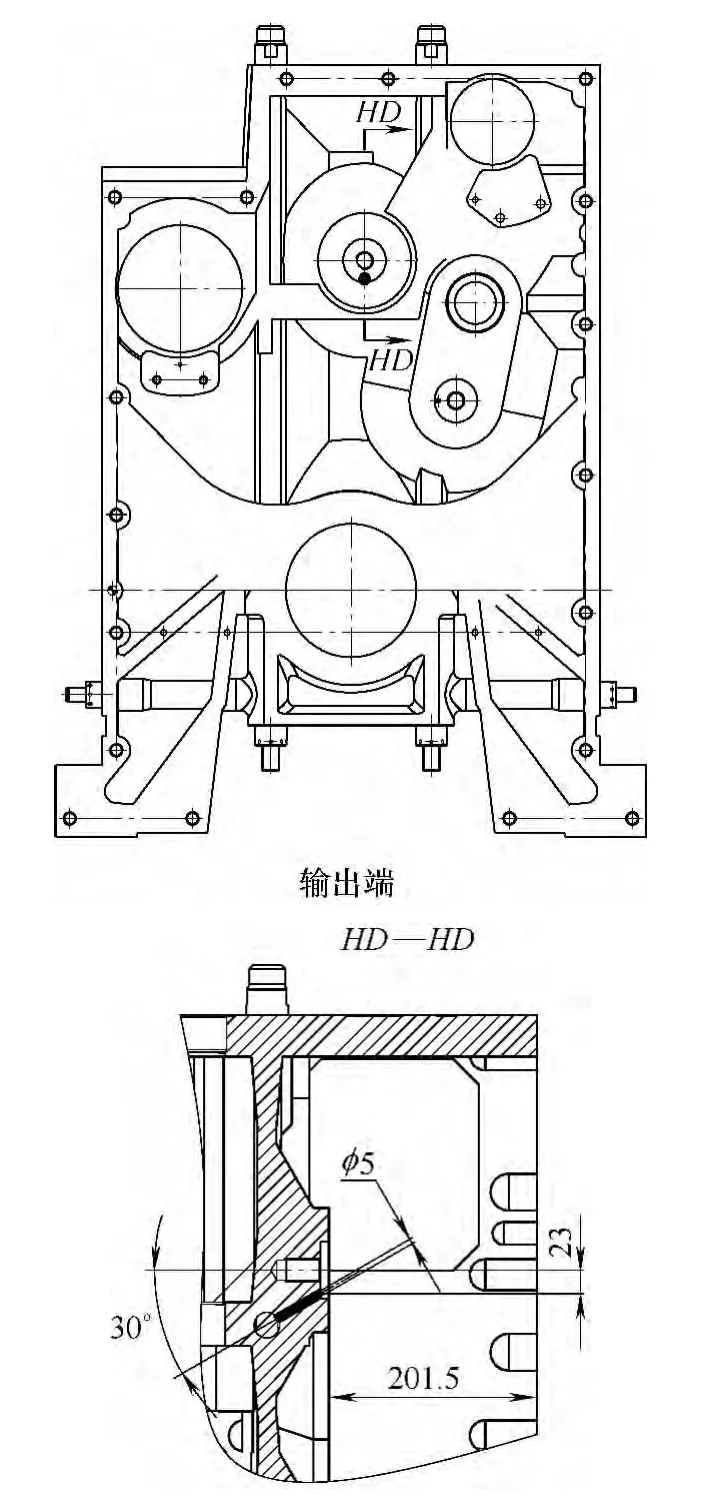
图1
加工该孔时,需要占用公司五轴机床约2h,且需要购买φ5mm、不干涉长约300mm 的钻头,加工成本非常高,为减少五轴机床占机时间,降低加工成本,通过设计斜孔工装,极好地解决了这个问题。
1.设计思路
通过分析图样发现,该孔的作用是接通横向油道,为齿轮提供润滑所需要的油量,孔粗糙度要求不高,位置很关键,所以我们只需要想办法将该斜孔接通横向油道即可。
通过对该机型的结构分析发现,在此斜孔附近有2 处M22×2mm 的齿轮安装孔以及φ55mm 定位销孔,为使工装尽量简单易操作,我们决定就地取材,利用这2 个螺纹孔及销孔,制作一套简易斜孔工装,以完成斜孔加工。
2.工装制作
通过以上分析,我们制作了如图2 所示的斜孔工装,该工装通过利用机体本身的螺纹孔和定位销孔,将工装通过螺栓把紧固定在机体上,上好工装后,可以由钳工用普通短钻头手工完成钻斜孔,总共加工时间不到15min。
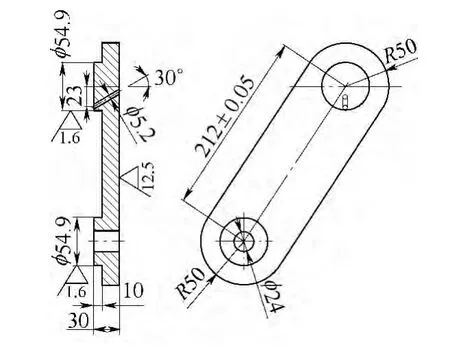
图2
通过生产证明,该工装的使用,可以节约五轴机床约2h,同时节约该项点的加长刀具费用,单件节约1 000 元左右,大大地节省了工时,降低了加工成本,为企业更好地创造了价值,提升了企业竞争力。
