一次装夹定位进行六面钻孔的框架式钻夹具设计
2014-12-02天津铁路信号有限责任公司300300廖绍辉
天津铁路信号有限责任公司 (300300)廖绍辉
一种进口的电动机机壳需要在六个面上进行三种不同孔径的钻孔加工。要想在六个面上完成三种不同孔径的孔的加工,就需要在所要加工的部位进行多次划线,然后用组合钻进行多次装夹定位钻孔,由于只有上下两面是加工面,其余为毛坯面,不好找划线基准面,同时也不好装夹定位钻孔。即便多次装夹后钻出了需加工的孔,也很难保证精度要求;同时这样多次划线、装夹钻孔,加工时间长,易耽误生产进度。这样就需要设计一种能一次装夹定位,加工六面三种不同孔径的钻夹具。该电动机机壳如图1 所示。
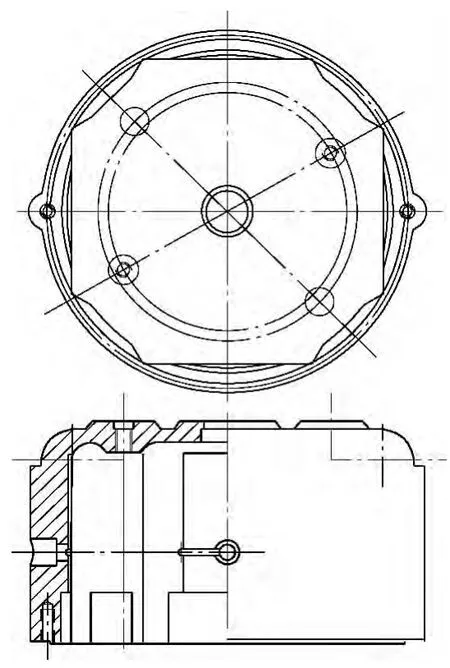
图1
1.设计思想
(1)结构简单 设计此钻夹具首先要本着结构简单、结实耐用的思路,只有结构简单了,重量才会较轻,同时还要保证此钻夹具使用时间长,不易损坏,并能满足钻孔的实际需要和精度要求。
(2)操作方便 此钻夹具的设计还要本着新型、实用、操作方便的原则,在工人使用此钻夹具钻孔的加工过程中保证装夹电动机机壳安装和拆卸容易、方便。
(3)一次装夹定位 所要设计的钻夹具要一次装夹定位就可以钻六面三种不同孔径的孔,尤其适合套筒型零件多面不同孔径的孔的加工。
2.钻夹具的制作
(1)框架式 此种钻夹具为框架式结构,夹具上面板、左侧面板、右侧面板、后面板焊接后半精加工,上部焊接结构与下面板采用螺钉与销钉联接,同时上面板上还有4 个具有减轻重量且便于手持的长圆工艺孔,下面板上也有减重工艺孔,这种结构简单、重量轻,制作方便。
钻夹具组成如图2 所示。
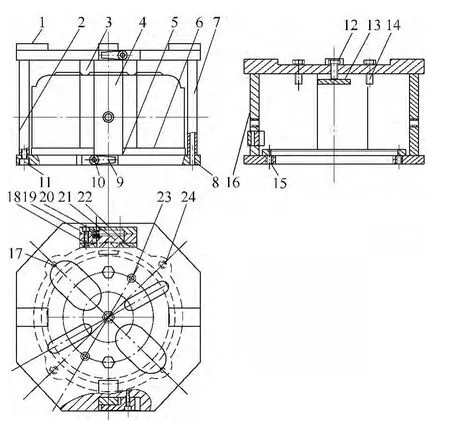
图2
(2)装夹方便 加工时转动上下拨块9,取下活动板4,将工件送入下面板5 上的定位环6 中定心,再将电动机壳外弧形凸起部位放入V 形块21 中,用弹簧20 调整定位,然后将活动的垫板13 放到工件上,用中部螺钉12 夹紧,再将两螺钉14 紧固即可,最后安装活动板4、旋转上下拨块9。加工钻孔后,转动上下拨块9,取下活动板4,松开夹紧螺钉12、14,取下活动的垫板13,将电动机机壳取出。此种装夹方法简单、容易、方便。
(3)实现一次装夹定位 该钻夹具前面板为斜楔锁紧的活动板结构,在上、下面板的同一侧面上安装有上下拨块,用于斜楔锁紧活动板,并设有用于活动板定位夹紧的定位缺口,保证了电动机机壳前后位置的固定;在上面板上设有高于3 个夹紧螺栓并与底面板平行的4 个定位凸台,其中位于上面板中心的紧固螺栓下方带有活动垫板,用于上下夹紧电动机机壳;下面板装有定位用定位环,后面板上装有为电动机壳旋转方向定位的V 形块,V 形块前后安装有挡板、堵板和可调整V 形块滑动的2 个弹簧,弹簧可自动调节V 形块前后位置,来控制电动机机壳转动方向。以上钻夹具结构实现了一次装夹定位,进行六面钻孔。
(4)钻夹具的优点和效果 可一次定位夹紧,实现不同孔径的六面钻孔;采用上面板与左右侧板后面板焊接结构简单、重量轻;上部焊接结构与下面板采用螺钉与销钉联接,装配方便、可靠;电动机机壳转动定位采用V 形块和弹簧结构,通过手动调整自动定心;上下转动拨块,采用斜楔夹紧活动板可保证定位、夹紧的可靠、方便;使用活动垫块可减少对工件的损伤。
3.结语
我们要不断推陈出新,研制出更多的工装夹具,缩短加工时间,提高工作效率,这样才能在激烈的市场竞争中站住脚,才能创造更大的经济效益,跟上时代的步伐,在铁路建设中发挥更大作用。
