夹送辊在热轧带钢卷取中的应用及改进
2014-12-02李文,赵磊,刘宁,陈飞
李 文,赵 磊,刘 宁,陈 飞
(山东钢铁股份有限公司济南分公司热连轧厂,山东济南250101)
1 引言
济钢1700生产线是我国第一条具有独立自主知识产权的热连轧生产线,2006年1月16日投产,仅用半年时间就顺利达产达效,年产250万吨。产线由两座步进式加热炉、一台带立辊的四辊可逆粗轧机、六机架全液压式精轧机组和三台地下卷取机组成。主要产品为厚度 1.8~20mm、宽度 900~1 600mm的低碳钢、优质碳素结构钢、低合金钢、耐候钢、管线钢等热轧带钢[1]。2008年新上3#卷取机并调试成功用于生产,2012年新增平整分卷线和热卷箱技术改造顺利投入使用,2013年8月进行了增加F0轧机产线技术改造,并一次性热负荷试车成功。
随着产品结构调整,薄规格比例不断加大,夹送辊在热轧带钢卷取中作用越来越突出,因夹送辊问题造成塔形、跑偏问题也不断出现。针对此类问题采取了解决措施,效果显著。
2 夹送辊热轧生产中的应用分析
2.1 夹送辊在带钢卷取中的作用
卷取机夹送辊是地下卷取机的重要组成部分,在带钢卷取过程中发挥着重大作用。在带钢到达卷取机前以一定的超前率(相对带钢)运转等待带钢;当带钢头部到达卷取机夹送辊时对带钢头部预先弯曲,使带钢容易进入卷取机;当带钢在卷取机卷取稳定后,夹送辊与卷筒保持速度同步,并将张力在精轧机与卷取机之间进行合理分配,保证卷型;带钢尾部离开精轧机F6后,夹送辊以一定的滞后率(相对带钢)运转,对带钢尾部起到一定的拖拽作用。卷取过程中夹送辊以恒定的压力压紧带钢。
2.2 夹送辊工作原理
为保证卷取的稳定和良好的卷形,在卷取过程中卷取机夹送辊采用具有针对性的控制方式。夹送辊的辊缝控制方式分为位置控制方式(简称“OPC”)和压力控制方式(简称“PMC”)。在带钢咬入夹送辊前,辊缝采用位置控制,辊缝值为模型设定值;当带钢头部在卷筒上缠绕若干圈并发生“LoadON”信号时,夹送辊辊缝控制将从位置控制切换到压力控制,即使带钢厚度产生一定的波动,这种控制方式仍能保证稳定的控制压力和两侧的压力平衡;带钢尾部离开夹送辊后,夹送辊由压力控制立即切换回辊缝控制,并打开到300mm开口度。在生产过程中,操作者也可在操作台上对夹送辊压力进行微调,尤其是两侧的压力平衡,这一功能对带钢尾部的卷形具有一定的改善能力。夹送辊的设定压力由卷取模型负责计算。
2.3 夹送辊在实际应用中的不足
一方面,由于夹送辊为平辊,中间磨损大于边部磨损,夹送辊辊面磨损不均,在夹送辊末期轧制薄材时由于辊缝小,中间磨损大,有时对带钢已经没有压紧作用,造成尾部跑偏严重,严重的会造成卡钢事故,或者卷取机在进行辊缝设定和执行时出现上下辊面摩擦现象,损伤辊面并影响产品表面质量。频繁的更换夹送辊大大降低了夹送辊的使用寿命和中期平稳工作期,限制了热轧厂薄规格产量提升,不利于充分发挥产线的生产能力。
另一方面,由于夹送辊在卷钢过程中执行压力不准确或者F6抛钢后夹送辊单侧压力不可调,造成F6抛钢后卷形不良,在卷取薄规格带钢时尤为明显,使轧制薄材时卷型无法控制,严重地制约了薄规格带钢的生产。
3 夹送辊改进及优化
3.1 优化夹送辊辊型,降低磨损,延长使用寿命
3.1.1 夹送辊卷钢过程中受力分析
为优化卷取机夹送辊的辊型配置,对卷钢过程中夹送辊的受力情况进行详细分析,如图1所示。

图1 夹送辊的受力状态
带钢刚进入夹送辊时受力分析:此阶段夹送辊的受力一部分是由于夹送辊与带钢存在速度差而产生的摩擦力;另外一部分是使带钢头部产生弯曲变形所施加的力。
带钢卷到3~5圈时受力分析:此阶段由于夹送辊与卷筒之间产生张力,夹送辊需夹紧带钢。
卷钢中期受力分析:此阶段卷取进入稳定状态,夹送辊受力比较小,带钢平稳通过夹送辊缠绕在卷筒上。
精轧机抛钢前后受力分析:在精轧机F2机架抛钢后,夹送辊开始第1次减速,即精轧机与卷筒之间的张力逐渐被夹送辊与卷筒之间产生的张力所替代。当F6抛钢后,按照程序控制,夹送辊开始第2次减速,夹送辊与卷筒形成的张力保证尾部带钢绷紧并平直地进入卷筒。
3.1.2 夹送辊辊型的优化
夹送辊辊型配置是热带钢卷取机重要的工艺参数之一,它直接影响热轧成品带钢的质量。夹送辊在工作过程中受诸多因素的影响,夹送辊在带钢宽度方向上的磨损是导致夹送辊辊型改变从而降低夹送辊作用的主要原因。通过对上下夹送辊磨损情况分析,结合生产实际情况给出了合适的夹送辊辊型配置,即上夹送辊凸度为0.75mm,下夹送辊凸度为 1.5mm[2]。

图2 优化后夹送辊辊型
改造后,将上下辊增加边部导角,使夹送辊系磨损均匀,有效地解决了卷取机运行过程中的不稳定性;提高了夹送辊的抗冲击能力和抗磨损能力,保证了夹送辊在使用过程中的平直度,有利于提高对带钢的控制能力;同时优化后的夹送辊辊型配置,大大延长了夹送辊的使用寿命,减少了夹送辊磨削、更换的次数,降低了辊耗,提高了热轧带钢卷型。
3.2 提高夹送辊辊缝精度
在检修后或长时间生产后卷取机夹送辊辊缝两侧偏差大,正常标定难以取消两边的偏差。经现场测试和调查,查出是由于夹送辊框架变形引起的,在对夹送辊进行详细的测量的基础上,在上夹送辊轴承座和框架处加个3.0mm厚的垫片,很好地解决了夹送辊两侧辊缝偏差大的问题,改进后两侧偏差达到了0.01mm,符合轧线设备精度。
3.3 优化夹送辊标定程序
在夹送辊卷钢时,经常出现夹送辊压力执行不准的情况,有时操作画面显示夹送辊压力很大,却不能很好的夹住带钢;有时需要很小的压力就可将带钢夹持住,且卷型良好。经现场查验发现夹送辊压力不准确。为此对夹送辊标定程序进行完善。在传统的标定之前首先进行夹送辊压力标定,保证夹送辊执行压力的准确[3]。
3.4 开发夹送辊压力补偿功能,缓解薄规格带钢跑偏问题
卷取机在卷取薄规格带钢时,F6抛钢后经常出现带钢跑偏现象,严重影响带钢卷型和后期的加工使用。我们在卷取操作画面上增加了夹送辊压力补偿功能,即根据不同厚度规格带钢及带钢跑偏情况给予夹送辊适当压力补偿,此项功能的投用,大大解决了卷取机的尾部跑偏问题,如图3所示为夹送辊压力补偿。

图3 带尾跑偏夹送辊压力修正画面
3.5 开发夹送辊负转矩控制技术
当夹送辊速度设定值超前于带钢实际速度时,夹送辊工作在正转矩限幅状态;当夹送辊速度设定值滞后于带钢实际速度时,夹送辊工作在负转矩限幅状态。在带钢进入卷取机前,夹送辊以一定的超前率超前于带钢实际速度运转。当带钢头部进入夹送辊以后,夹送辊由位置控制转为压力控制,夹送辊速度仍然超前于带钢速度,夹送辊为带钢提供正向转矩,起到夹和送带钢的目的。当精轧机抛钢后,夹送辊以一定的滞后率运转,滞后于带钢速度,对带钢起到拖和拽的目的。
夹送辊的负转矩控制,优化设备的速度匹配,消除了因为速度不匹配造成的起套、失张等问题,提高在卷取过程中,夹送辊对带钢的控制作用,显著改善了夹送辊对带钢的夹持作用,提高了带钢从卷取前一直到结束的速度稳定性,优化效果如图4所示。
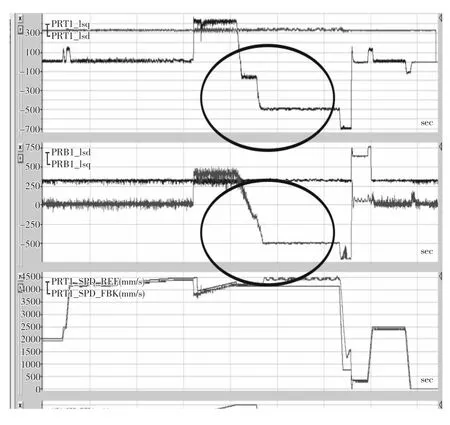
图4 夹送辊负转矩优化效果图
通过对夹送辊辊型的优化,提高辊缝精度,标定程序优化夹送辊压力补偿等一系列问题的改造和改进,最大限度地释放了卷取机的生产能力,彻底解决卷取机卷取薄材时的跑偏问题,卷型及塔形标准完全达到国际先进水平。
[1]王克柱.热轧带钢卷取塔形问题分析及控制措施[J].山东冶金,2013,35(2):17.
[2]鄢檀力.卷取夹送辊作用分析及其辊型配置[J].钢铁研究学报,2004,16(6):34.
[3]李小新,李晓刚.热轧薄板厂卷取夹送辊自动控制过程[J].控制工程,2008,15(2):63.
