ZJ17卷烟机供丝系统工作参数对梗、丝分离效果的影响
2014-11-19顾秋林张志刚许志强张新攀
顾秋林,张志刚,许志强,张新攀
(1湖南农业大学农学院,长沙410128;2河南中烟工业有限责任公司黄金叶生产制造中心,郑州450000)
ZJ17卷烟机具有质量控制精度高、烟丝造碎小的优点,同时也存在供丝系统风室较小带来的梗签与烟丝分离不完全的缺点。在卷制卷烟过程中,存在烟支含签率与签中含丝率难以平衡的问题[1~4]。针对这一问题,根据设备工作原理,笔者进行了供丝系统工作参数与梗、丝分离的影响关系的测试分析,旨在保证烟支含签率稳定的前提下,降低卷制过程梗签剔除量,降低工艺损耗,提高烟丝有效利用率。
1 材料与方法
1.1 材料与设备
烤烟型二类A牌号卷烟;ZJ17卷接机组(常德烟草机械有限责任公司),AL204-IC电子天平(精度0.0001 g,瑞士 Mettler Toledo公司)。
1.2 工作原理
如图1所示,针辊1将来自计量料槽7的烟丝喂入,落入输送带的烟丝流量的大小由其转速决定,而其转速与其驱动电机电枢电压(以下简称针辊电压)成正比关系;弹丝辘2将针辊上的烟丝均匀弹下落入输送带3上,输送带载着烟丝以较高的速度抛向风分装置6,该装置上的空气喷嘴安装于输送带的左前上方,喷出一束向下的、气压保持在1.2×103Pa左右、垂直于输送带并分布在输送带的整个宽度上的正压气流,将烟丝吹向抛丝辊4后吸丝成形,稍重的烟丝团、梗签和杂质凭借自身惯性进入抛丝辊4上方的螺旋回梗机构5的料槽内,这样便完成了梗、丝的第一次分离。其分离出的梗丝混合物的多少,可通过调节输送带前方梗导向挡板的高度(高出螺旋回梗槽上沿的高度)来实现[4]。来自螺旋回梗机构的梗、丝混合物在二级梗丝分离风室内完成二级梗、丝分离后,烟丝通过大风机负压的作用,吸附到吸丝带上进行烟条成形,梗签则自由落到梗签收集槽内。在螺旋回梗机构流量和大风机负压一定的前提下,梗签剔除量的多少取决于二级梗丝分离风室的大小,而风室的大小要靠改变调整板的开度来实现。
从以上YJ17卷烟机供丝系统和梗丝分离系统工作原理可知,针辊电压、梗导向板有效高度、大风机负压和二级梗丝分离风室调整板的开度等因素影响着梗签剔除量的多少和吸附到吸丝带上的烟丝纯净度,进而影响烟支含签率、梗签剔除量等质量、消耗指标。

图1 卷烟机工作原理
1.3 试验方法
1.3.1 DOE试验设计及最佳参数验证
在7 000支/min卷制速度、除尘负压9 000 Pa、二级梗丝分离风室调整板开度为4和小风机正压1.2×103Pa条件下,首先对针辊电压、梗导向板高度两因素与梗、丝分离效果的关系进行全因子DOE试验(包括重复2次的两因素两水平试验和4个中心点试验,共12次试验),确定两因素的最佳水平。然后在7 000支/min卷制速度、针辊电压85 V、梗导向板高度为66 mm和小风机正压1.2×103Pa条件下,对大风机负压和二级梗丝分离风室调整板开度两因素与梗、丝分离效果的关系进行全因子DOE试验(共16次试验),并确定后两因素的最佳水平。最后,以试验确定的最佳参数为供丝系统工作参数,进行为期一个月、每班次测试两组梗签剔除量和烟支含签率的验证测试,以验证最佳参数的有效性。
以上DOE试验均采用随机试验的方法进行,试验结果的分析、预测模型的建立和最佳参数的确定均用Minitab软件完成。
1.3.2 检测方法
在温度(22±2)℃和湿度(60±5)%的环境条件下,逐支挑拣出烟支含签率检测样品中的梗签,并计算烟支含签率。梗签剔除量按下式计算:
2 结果与分析
2.1 一级梗丝分离试验结果及分析
一级梗、丝分离中的诸因素中,针辊电压×梗导向板高度和针辊电压梗导向板高度3个因子的p值均小于0.05,说明它们均为影响梗签剔除量的显性因素,且对梗签剔除量的影响大小依次为梗导向板高度>针辊电压×梗导向板高度>针辊电压。
一级梗、丝分离中的诸因素中,针辊电压和梗导向板高度两因子的p值均小于0.05,为影响烟支含签率的显性因素;针辊电压×梗导向板高度的p值大于0.05,说明其不是显性因素。将其从因子中删减后,重新分析,针辊电压和梗导向板高度对烟支含签率的影响相同。
梗签剔除量和删减因子后的烟支含签率“失拟”项的p>0.05,在现有因子个数和试验水平下,回归模型有效。
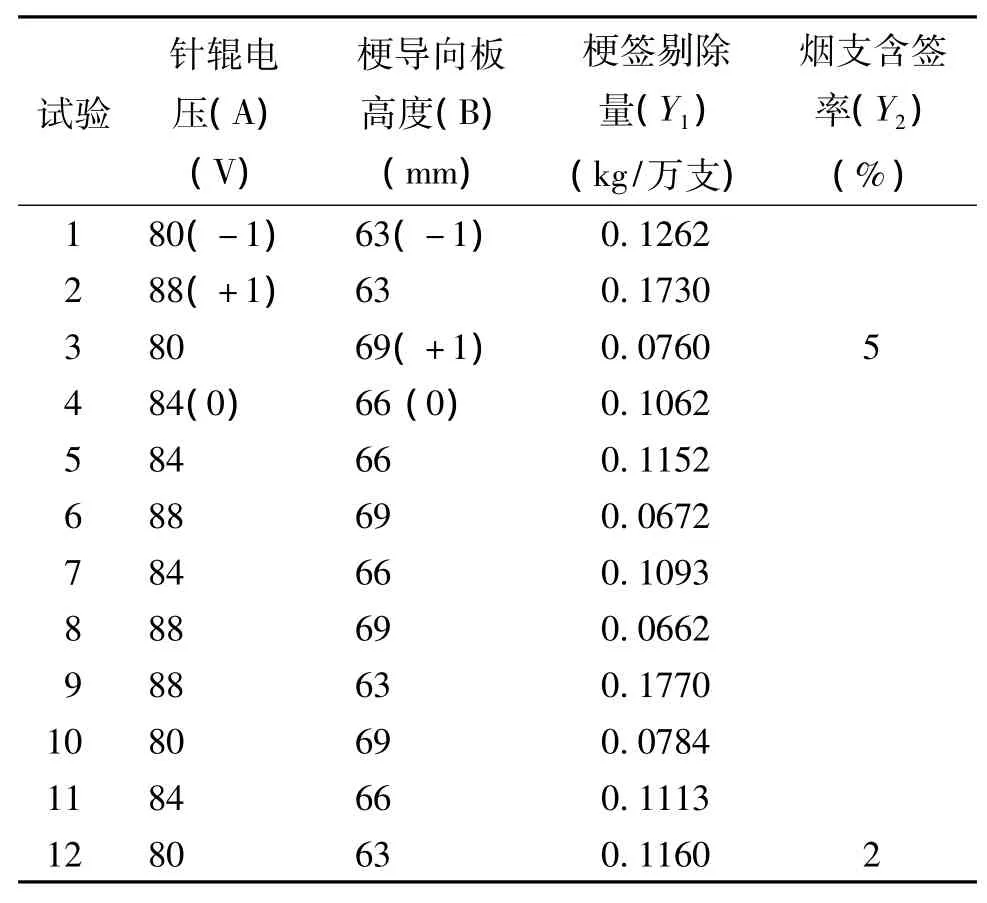
表1 一级梗丝分离DOE试验方案和试验结果
依据以上分析结果,建立起针辊电压、梗导向板高度及其交互作用与梗签剔除量和烟支含签率关系的预测模型,并利用DOE试验的参数响应优化器对一级梗丝分离参数进行优化。结果如图2。梗签剔除量随针辊电压和梗导向板高度增高分别增高和降低,烟支含签率随针辊电压和梗导向板高度增高分别降低和增高,竖线可以移动调整参数,当复合合意性达到最高点为1.0时出现一个最佳区间,然后结合生产实际控制范围调整到最佳位置,竖线调整的参数位置为图中“[]”内数值。


由图2可知,在针辊电压85 V、梗导向板高度66 mm条件下,梗签剔除量<0.12 kg/万支,烟支含签率<2%。
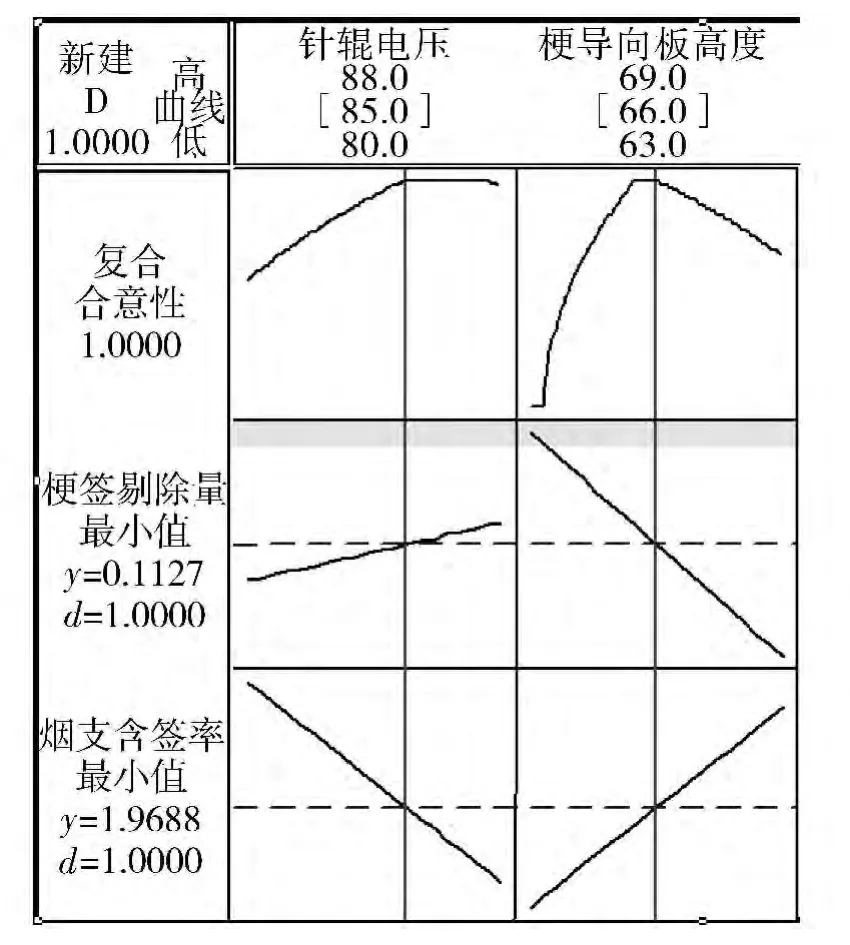
图2 一级梗丝分离两因素参数优化结果
2.2 二级梗丝分离试验结果及分析
二级梗、丝分离中的诸因素中,只有大风机负压为影响梗签剔除量的显性因素,调整板开度和大风机负压×调整板开度对梗签剔除量的影响不显著(p>0.05),故需要对模型中的因子数量进行删减。
因子删减后,模型“失拟”项的p由删减前的<0.05变为>0.05,模型的有效性得到确认。
同理,在对二级梗、丝分离中的诸因素与烟支含签率的关系进行分析时,也是只有大风机负压是显性因素,需要对因子进行删减(删减后结果见表3)。由表3中烟支含签率的模型“失拟”项的p值可知,因子删减后的模型整体有效。

表2 二级梗丝分离DOE试验方案和试验结果
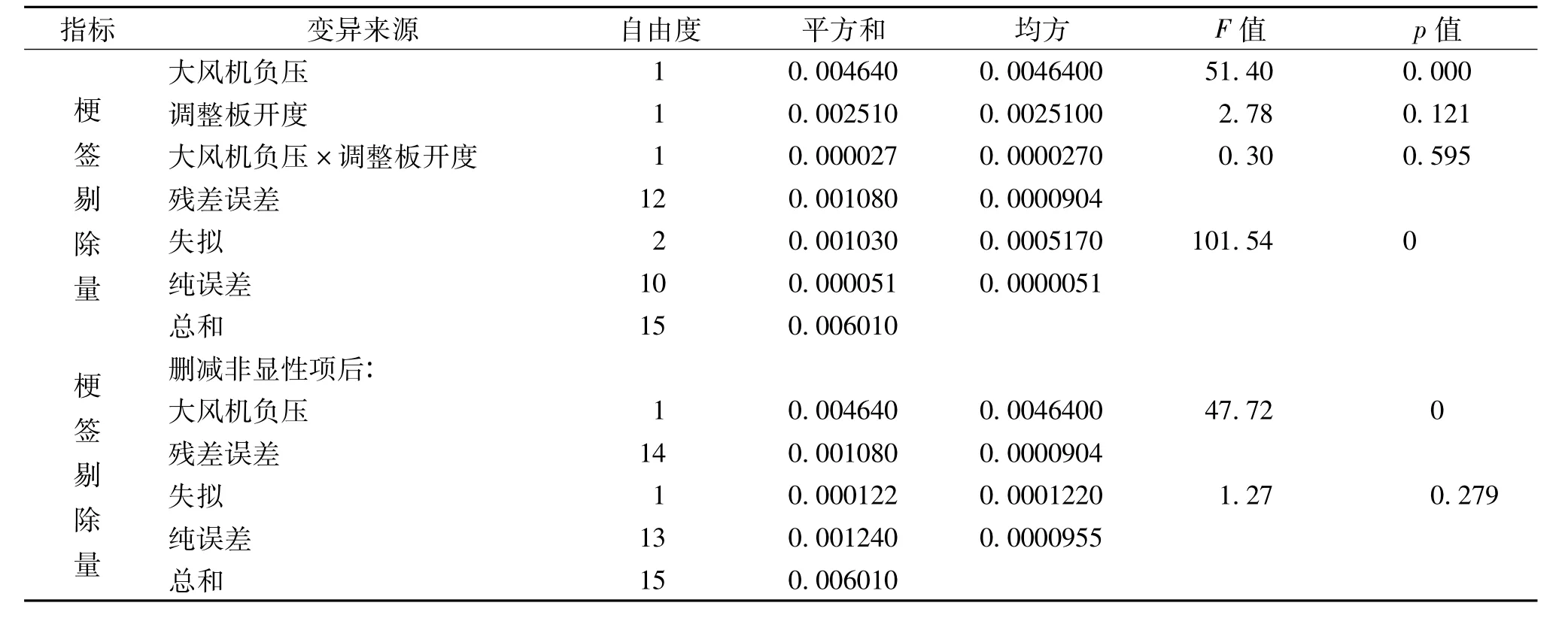
表3 二级梗丝分离两因素与梗丝分离效果的关系分析结果

(续表3)
依据以上分析结果,建立起大风机负压与与梗签剔除量和烟支含签率关系的预测模型,并利用DOE试验的参数优化器对除尘负压进行优化。结果如图3。从图3可见,梗签剔除量随大风机负压增高而增高,烟支含签率随大风机负压增高而降低,竖线可以移动调整参数,当复合合意性达到最高点为0.80493时为最佳位置,竖线调整的参数位置为图中“[]”内数值。

由图3可知:在大风机负压9 000 Pa时,梗签剔除量<0.12 kg/万支,烟支含签率<3%。
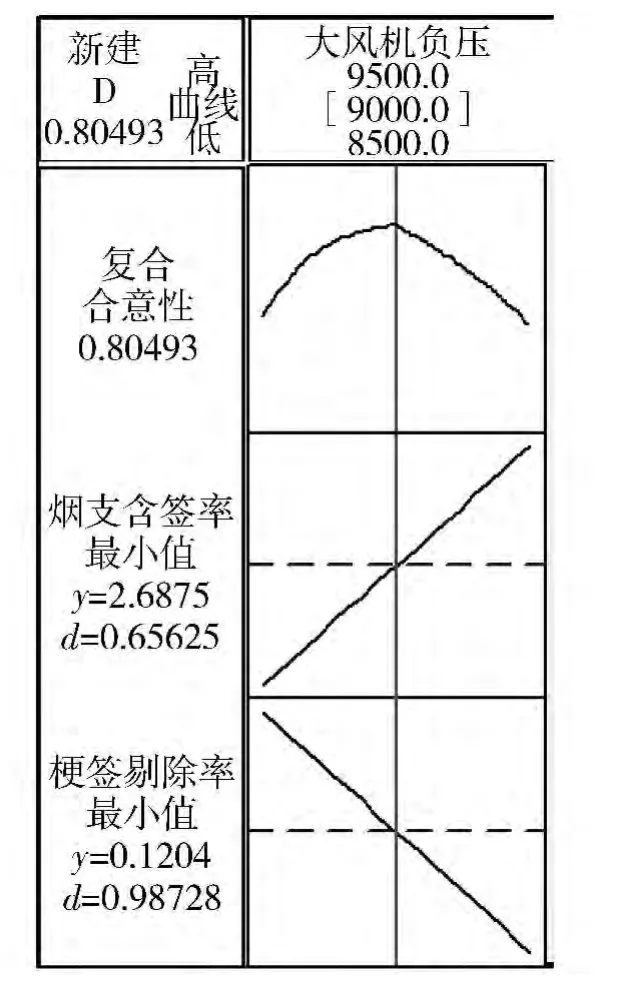
图3 二级梗丝分离两因素参数优化结果
2.3 最佳参数验证结果
由表4可知,与优化前相比,试验参数的梗签剔除量由0.168 kg/万支降低到0.119 kg/万支,降幅达到29.2%,所降部分全部为烟丝,降耗效果明显;烟支含签率则变化不明显,说明试验参数在降低烟支含签率方面作用有限。

表4 最佳参数验证结果
3 结论与讨论
(1)通过测试,确定了针辊电压、梗导向板高度与梗签剔除量呈正相关关系,针辊电压×梗导向板高度和大风机负压与梗签剔除量呈显著的负相关关系;梗导向板高度、大风机负压与烟支含签率呈正显著相关关系,针辊电压与烟支含签率呈显著负相关关系,为ZJ17卷烟机供丝系统工作参数的优化提供了基础依据。
(2)在一级档板高度66 mm、大风机负压9 000 Pa、针辊电压85 V条件下,梗签剔除量由0.168 kg/万支降低到0.119 kg/万支,降幅达到29.2%,所降部分全部为烟丝,节约降耗效果明显。
(3)本次测试仅解决了梗签剔除量大的问题,如何降低烟丝中的梗签含量,提高烟丝松散性,以进一步降低烟支含签率,提高烟支燃烧质量还有待进一步研究。
[1]陈建中,王广胜.提高弹丝辘转速,改善烟支质量[J].烟草科技,2002(2):16 -17.
[2]李华杰,陈河祥,李跃锋,等.卷烟机弹丝辘转速与烟支质量控制精度的影响关系[A]//见:中国烟草学会工业专业委员会.烟草工艺学术研讨会论文集[C].2006.60-62.
[3]徐 轲,罗 诚,曾 海,等.PASSIM8000卷烟机弹丝辘烟丝造碎分析[J].烟草科技,2011(3):9-11.
[4]魏步建,周跃飞.烟支含签率的影响因素探讨[J].郑州轻工业学院学报(自然科学版),2002(1):60-62.
