两相厌氧工艺处理高浓度丙烯酸生产废水
2014-10-12李安峰骆坚平
王 佳,李安峰,潘 涛,骆坚平
(北京市环境保护科学研究院,北京 100037)
丙烯酸是一种重要的石油化工产品。生产1 t丙烯酸及其酯类产品可产生约1.2 t废水[1]。废水中主要含有乙酸和丙烯酸等有机酸、甲醛等小分子醛类以及少量丙烯酸酯类,具有显著微生物毒性[2-3],废水COD为20~90 g/L。丙烯酸生产废水污染物浓度高、降解难度大、环境危害性强,该废水的有效治理对节能减排及可持续发展具有重要意义。目前,国内外处理高浓度丙烯酸生产废水的方法主要为焚烧法[4-5],但焚烧时需要添加辅助燃料[6],导致焚烧法的能耗和运行费用高。因此,国内外学者对以厌氧工艺为主的生物处理方法进行了一系列研究[7-9],但均为单相厌氧工艺。而两相厌氧工艺通过实现相分离,使发酵水解类细菌群和产甲烷菌群分别处于更适生存环境,更有利于提高处理效果及稳定性[10]。
本工作采用自制两相厌氧反应装置处理高浓度丙烯酸生产废水。通过对活性污泥的驯化和系统运行参数的调节控制,考察了反应系统在较高进水COD和容积负荷下的运行情况。
1 实验部分
1.1 实验材料
丙烯酸生产废水为某化工厂采用丙烯氧化工艺制取丙烯酸过程中的生产废水。为了弥补营养物质的缺乏,将生活污水与丙烯酸生产废水按照一定的体积比(稀释比)混合,并以该混合水作为实验进水。丙烯酸生产废水及生活污水的水质见表1。加入无水Na2CO3调节进水pH为6.8~7.2。加入氮、磷等营养元素。启动初期,适当加入葡萄糖作为补充碳源。
接种污泥为某处理啤酒废水UASB反应器的颗粒污泥,MLSS=15 300 mg/L,MLVSS=6 830 mg/L。

表1 丙烯酸生产废水及生活污水的水质 mg/L
1.2 实验装置及流程
两相厌氧工艺处理高浓度丙烯酸生产废水的实验流程见图1。反应装置材质为有机玻璃。水解酸化相反应器有效高度780 mm,内径80 mm,有效容积3.6 L;产甲烷相反应器高度1 060 mm,内径80 mm,有效容积5.3 L。通过进水泵及回流泵调节进水流速及上升流速。进水水箱设置电加热装置,对进水进行预加热。反应器内温度为34~37 ℃。
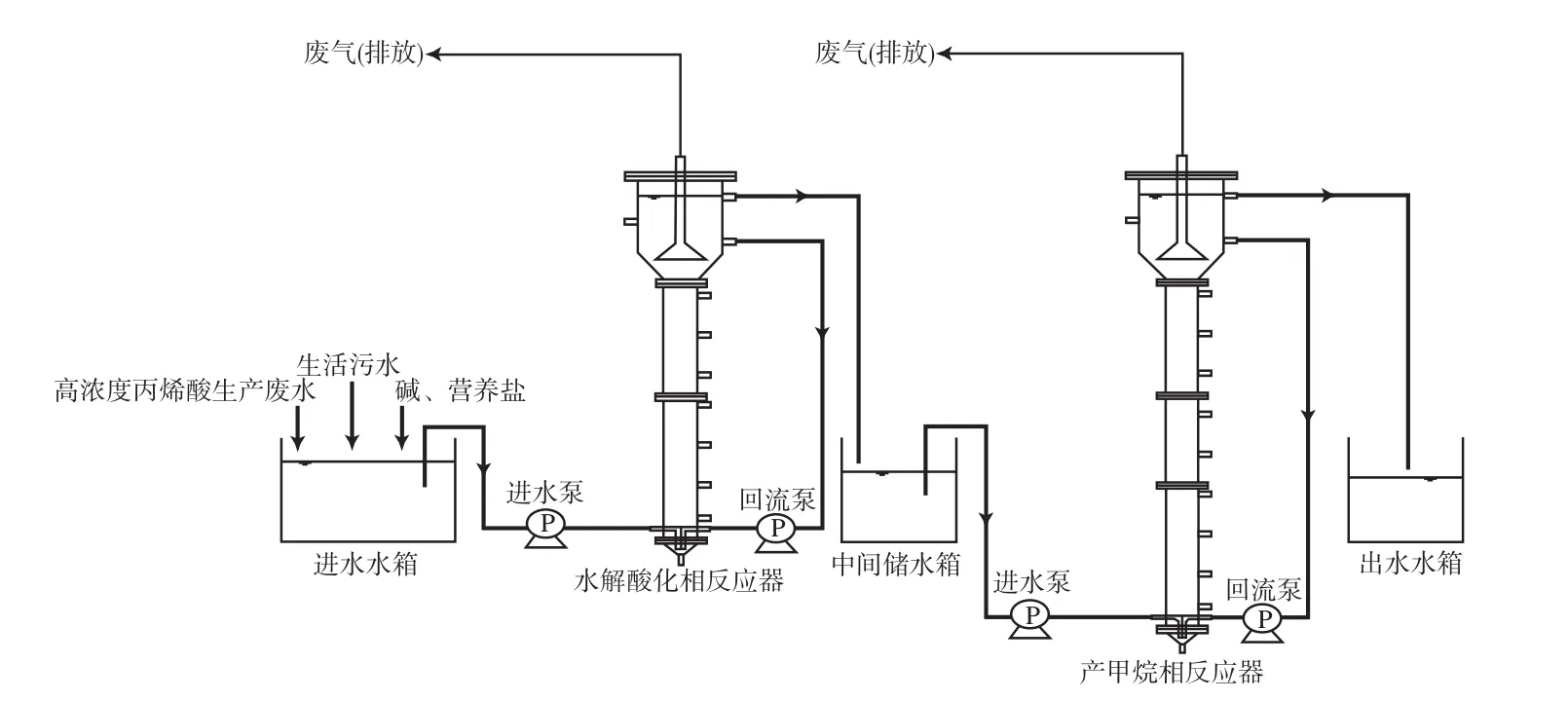
图1 两相厌氧工艺处理高浓度丙烯酸生产废水的实验流程
1.3 实验方法
装置总运行时间110 d,分启动阶段(1~15 d)、负荷提高及稳定运行阶段(16~91 d)、恶化及恢复阶段(92~110 d)3个阶段。采用减小稀释比和提高进水流速的方式,逐步提高进水COD和容积负荷,实现污泥的驯化和反应器在高负荷下稳定运行的目的。运行第1 d时,水解酸化相反应器的稀释比为25∶1,经3 d循环运行后将稀释比调整为20∶1,并连续进水,容积负荷由0.5 kg/(m3·d)逐渐提高至4.1 kg/(m3·d),运行至15 d反应器内污泥沉降性良好,至此认为反应器启动完成。在负荷提高及稳定运行阶段将稀释比逐渐降至5∶1,容积负荷最大提高至12.3 kg/(m3·d)。在恶化及恢复阶段水解酸化相反应器出水有明显酸化迹象,部分污泥上浮且污泥床底部呈灰褐色,系统出水恶化,经参数调节后恢复稳定。
为避免水解酸化相反应器循环流量过大,导致瞬时有机物负荷过度增加,水解酸化相反应器上升流速控制在0.15~0.30 m/h。当反应器上升流速大于等于0.3 m/h时,有利于形成颗粒污泥[11]。产甲烷相反应器稳定后保持上升流速为0.30~0.40 m/h。
启动阶段,水解酸化反应器的HRT由15.0 h降至5.8 h,负荷提高及稳定运行阶段HRT继续降至4.4 h;产甲烷相反应器的HRT在启动阶段由24.0 h降至17.5 h,负荷提高及稳定运行阶段HRT逐步降至6.6 h。
1.4 分析方法
采用德国NOVI公司生产的ET99732型多参数水质分析仪测定废水COD和总碱度;采用台湾SUNTEX公司生产的S-100型pH计测定废水pH;采用乙酰丙酮光度法测定甲醛质量浓度[12]。
2 结果与讨论
2.1 COD的去除效果
运行期间的COD去除率见图2。由图2可见:水解酸化相反应器运行的前34 d ,随进水COD和容积负荷的提高,COD去除率呈上升趋势;运行至35 d(稀释比为10∶1)后,原水的微生物毒性有所表现,随进水COD和容积负荷的提高,水解酸化相反应器的COD去除率有明显下降趋势;运行至100 d时,降低稀释比至4∶1,水解酸化相反应器的COD去除率下降至19%,且伴随出水及污泥的恶化。由此可见,为保证两相厌氧反应器的长期稳定运行,调整稀释比大于5∶1较适宜。由图2还可见,在负荷提高及稳定运行阶段,总COD去除率基本维持在90%以上,出水COD小于323 mg/L。
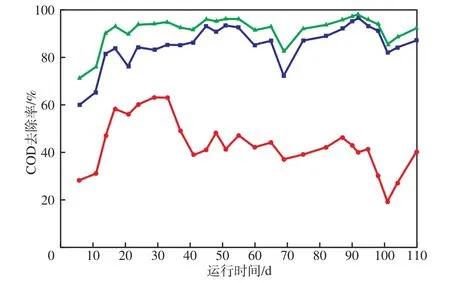
图2 运行期间的COD去除率
2.2 甲醛的去除效果
甲醛可与生物体内的DNA和蛋白质发生作用。因此采用生化法处理含甲醛废水时,甲醛质量浓度过高会破坏微生物细胞,抑制其生化活性。甲醛在以葡萄糖为基质的厌氧降解过程中的半抑制质量浓度为400 mg/L[2]。但研究结果表明,通过对微生物的培养驯化,甲醛可在多种类型厌氧反应器中被生化降解[7,10,13]。
运行期间的甲醛去除率见图3。由图3可见:运行1~20 d,进水甲醛质量浓度小于等于645 mg/L时,水解酸化相反应器的甲醛去除率呈上升趋势;运行21 d后,将进水甲醛质量浓度提高为800~1 733 mg/L,随进水甲醛质量浓度的提高,水解酸化相反应器的甲醛去除率小幅下降,经3~5 d后逐渐回升,说明反应器内微生物对甲醛的耐受性逐渐增强,在整个负荷提高及稳定运行阶段,总甲醛去除率基本稳定在95.6%~99.3%;在恶化及恢复阶段,当进水甲醛质量浓度为2 080 mg/L时,水解酸化相反应器的甲醛去除率降至66.2%,出水甲醛质量浓度为703 mg/L时,产甲烷相反应器亦伴随出水甲醛质量浓度的升高和甲醛去除率的下降,但降幅较小;运行102 d后,进水甲醛质量浓度调整为1 733 mg/L左右,系统经8 d后恢复活性。
两相反应器对甲醛和COD的去除是水解酸化相反应器和产甲烷相反应器协同作用的结果。水解酸化相反应器有效缓冲和减弱了甲醛对产甲烷相反应器内微生物的毒副作用,保障产甲烷相反应器的稳定性和高效性,并使其在污泥恶化后具有较强的恢复能力。
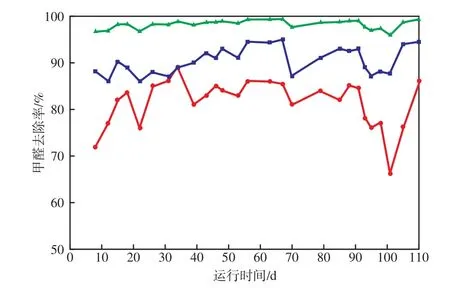
图3 运行期间的甲醛去除率
2.3 出水pH和出水总碱度的变化规律
厌氧生化反应过程的pH和总碱度是系统稳定性的主要表观参数,并且与COD去除率之间存在着密切联系。COD去除率与出水pH和出水总碱度的关系分别见图4和图5。由图4和图5可见:在负荷提高及稳定运行阶段,水解酸化相反应器和产甲烷相反应器的出水pH分别为6.2~7.6和7.6~8.1,出水总碱度分别为1 220~1 820 mg/L和1 800~2 620 mg/L;当水解酸化相反应器的COD去除率达到最高值(63%)时,水解酸化相反应器的出水pH为7.3,出水总碱度为1 730 mg/L;当产甲烷相反应器的COD去除率达到最高值(96%)时,产甲烷相反应器的出水pH为8.0,出水总碱度为2 510 mg/L;在恶化阶段,水解酸化相反应器和产甲烷相反应器的出水pH均有所下降。其中,水解酸化相反应器的出水pH降幅较为明显,同时两相厌氧反应器的出水总碱度均有200~500 mg/L的降幅。
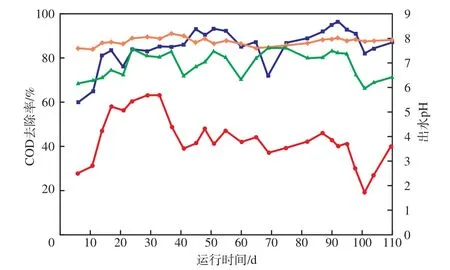
图4 COD去除率与出水pH的关系
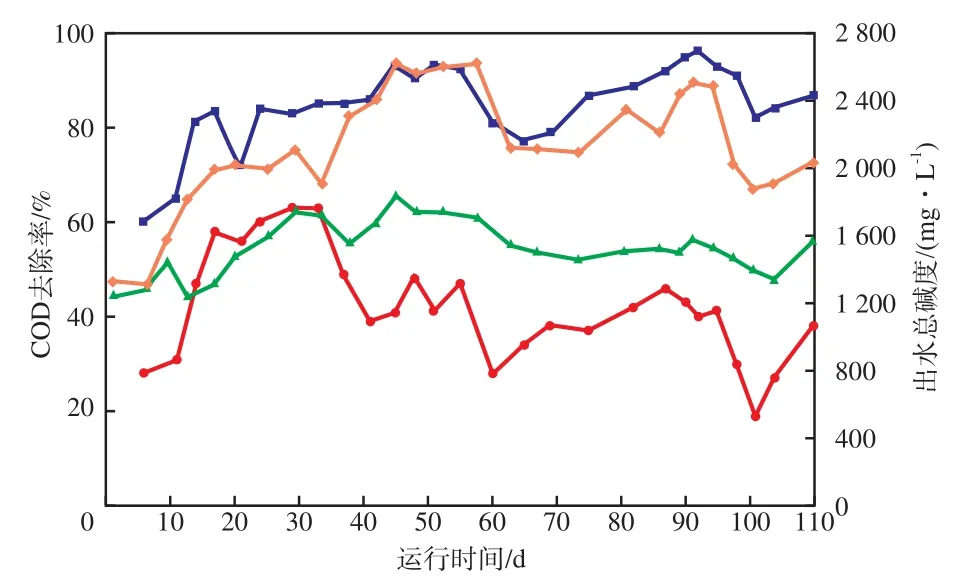
图5 COD去除率与出水总碱度的关系
3 结论
a)采用两相厌氧反应器处理高浓度丙烯酸生产废水。在负荷提高及稳定运行阶段,将稀释比调整为5∶1,容积负荷最大提高至12.3 kg/(m3·d),两相厌氧反应器可长期稳定运行,总COD去除率基本维持在90%以上,出水COD小于323 mg/L。
b)在负荷提高及稳定运行阶段,当进水甲醛质量浓度为800~1 733 mg/L,总甲醛去除率基本稳定在95.6%~99.3%。
c)在负荷提高及稳定运行阶段,水解酸化相反应器和产甲烷相反应器的出水pH分别为6.2~7.6和7.6~8.1,出水总碱度分别为1 220~1 820 mg/L和1 800~2 620 mg/L。
[1] 张永伟,滕厚开,顾锡慧. 丙烯酸及其酯类废水处理方法研究进展[J]. 工业水处理,2010,32(4):17-20.
[2] Lu Zijin,Hegemann W. Anaerobic toxicity and biodegradation of formaldehyde in batch cultures[J]. Water Res,1998,32(1):209-215.
[3] Demirer G N,Speece R E. Anaerobic biotransformation of four 3-carbon compounds (acrolein,acrylic acid,allyl alcohol andn-propanol) in UASB reactors[J]. Water Res,1998,32(3):747-759.
[4] 徐俊. 高浓度丙烯酸及酯类废水处理方法的探讨[J].丙烯酸化工与应用,2006,19(2):16-21.
[5] Sung T C,Dwain W,Shannon G,et al. ADI-hybrid pilot study for treating acrylic acid and formaldehyde wastewater[C]// Proceedings of Water Environ Fed.America:Water Environ Fed,2007:26-38.
[6] 吕宏俊,郭和民. 焚烧法处理有机废液的工艺选择[J]. 中国环保产业,2005(12):36-38.
[7] 苏本生,乔壮明,李鱼. EGSB反应器处理丙烯酸废水的试验研究[J]. 环境工程学报,2007,1(12):83-87.
[8] Allison M,Singh K,Webb J,et al. Treatment of acrylic acid production wastewater using a submerged anaerobic membrane bioreactor[C]// Proceedings of Water Environ Fed. America:Water Environ Fed,2011:6554-6564.
[9] 李海燕,肖华飞,马林,等.丙烯酸及丙烯酸酯生产废水处理工程[J].给水排水,2010,36(3):58- 61.
[10] Demirer G N,Speece R E. Comparison of anaerobic acrylic acid biotransformation in single- and two-stage pH-stat completely stirred tank reactor systems[J].Water Environ Res,2000,72(1):84-89.
[11] 胡纪翠,周孟津,左剑恶,等. 废水厌氧生物处理理论与技术[M]. 北京:中国建筑工业出版社,2004:188.
[12] 原国家环境保护总局《水和废水监测分析方法》编委会. 水和废水监测分析方法[M].4版. 北京:中国环境科学出版社,2002:565-568.
[13] Pereira N S,Zaiat M. Degradation of formaldehyde in anaerobic sequencing batch biofilm reactor (ASBBR)[J]. J Hazard Mater,2008,163(2/3):777-782.