消除冲压成形件拉延皱纹方法
2014-10-10杜春艳
在工作和实践中,薄板在冲压成形时,存在起皱和破裂的情况时,在技术上针对某一种情况采取的方法,可能会引起另一种情况发生。因此,消除皱纹的办法必须与消除裂纹的办法相适应。虽然成形开始有时会出现皱纹,但成形后,皱纹却消除了,这种成形则是成功的,但若出现裂纹,则不成功。因此,在成形初期,是允许凹模内的毛坯产生某种程度的皱纹,然后利用成形过程中所产生的拉伸力,在成形结束时消除皱纹。这种方法提高了成形界限,保证了产品质量。
板内应力和材料流动的控制方法,还需进一步说明。首先是控制引起皱纹的板内应力或材料的流动。其次是当控制这些困难时,就在抑制皱纹的方向附加一定的力来控制(包括来自板厚方向的力),或提高吸收多余材料的能力。另外,还可增加零件的形状刚性(包括板厚)。解决皱纹的实用办法很多,大致可分为制件形状、工序设计、冲模设计、冲压条件和材料特性等几个方面。
制件形状
冲压件有各自的功能和外形,制件形状的解决办法是以不损坏这些为前提的。因此,对同样原因产生的皱纹的不同制件,有时候不能采取相同的解决办法。
⑴减少制件的深度。成形深度增大,拉延成分就必然增大,这样就增大了侧壁部圆周方向的压缩力。汽车上的覆盖件等零件深度不必过大,采用这种方法比较好。
⑵避免形状急变。形状的急变,容易引起材料堆积和材料受拉力不均匀,横断面和纵断面都同样适用。
⑶将零件适当分块。冲压成形主要是通过对凸缘部的适当约束,控制板内应力和材料的流动,如果能把零件分块的话,更容易控制。这个办法单就形状来说是有效的,但也要考虑冲模成本、装配等有关问题。
⑷减少平直部位。平直部位本身刚性小,冲模对材料的压紧力小,尤其是受到相邻部位影响时,此处容易产生皱纹。为此要使平直部位多少有些曲率,或为了消除皱纹,往往设有局部凹坑(也可增加形状刚性)。
⑸拐角部半径R(横断面)适当。材料在拐角部容易承受不均匀的拉力,如果拐角部半径R小的话,这种情况就更严重。因此,拐角部半径R在某种程度上有必要加大一些。
工序设计、冲模设计
在冲压成形中,虽然是同样的制件,但由于成形方法不同,其工序设计和冲模设计就可能完全不同。因为这里也存在制件的形状问题,所以与制件形状的解决办法有关。
⑴选定最适当的毛坯形状和压料筋的位置及形状。凸模压紧力的调节也是很重要的因素,凸缘压紧力大的话,虽不产生皱纹,但增大了断裂的可能性。采用这个办法,可以根据凹模口的形状调节各部位不同材料流入量。
⑵选择合理的模具表面和拉延方向。这个皱纹的解决方法主要是调节制件各部位的拉延深度和侧壁的斜度。拉延深度均匀,侧壁倾斜较小时不易发生皱纹,但模具表面形状也不要过于复杂。
⑶增加工序。该方法适合必须深拉延的制件或阶梯差较大的制件,可分两道或多道工序来成形,以减少一道工序的拉延深度或阶梯差,另外补加整形工序,也是消除皱纹的一种方法。
⑷选取适当的凹模圆角R。为了防止断裂,凹模圆角R相对板厚来说应有一定程度的大小,但若过大,就减弱了对圆角部位材料的形状和流入量的控制,也容易产生皱纹。
⑸选择适当的凹模断面形状。向凹模洞口内流入的材料,在拐角部和直边部的变形阻力是不同的,拐角部的变形阻力大。要保证材料的流入量均匀,防止侧壁承受不均匀的拉伸力,应避免凹模拐角R急剧变化。
⑹增加切口。比如中心支柱及正面护板形状零件的切口有利于翻孔变形的进展,并具有减缓容易产生皱纹的拉延变形部分向侧壁流动的效果。
⑺增加板厚。薄板的失稳极限应力与板厚的平方成比例增加,因此增加板厚对防止皱纹来说效果好。
冲压条件
冲压作业时的解决方法很多都与冲压机械的调整有关。
⑴调节压料力和润滑。如前所述,凸缘的压紧条件对皱纹的产生影响很大。图1所示是改变压料力和润滑时的皱纹极限曲线(曲线中所用材料为沸腾钢镀锌板,凹模直径为50mm,凹模圆角半径为0.5mm,凸模直径为21mm)。压料力高或凸缘部无润滑时不容易产生皱纹,但这样就要产生粘结现象(毛坯金属与模具的粘结),因此很有必要对凸缘部进行润滑。
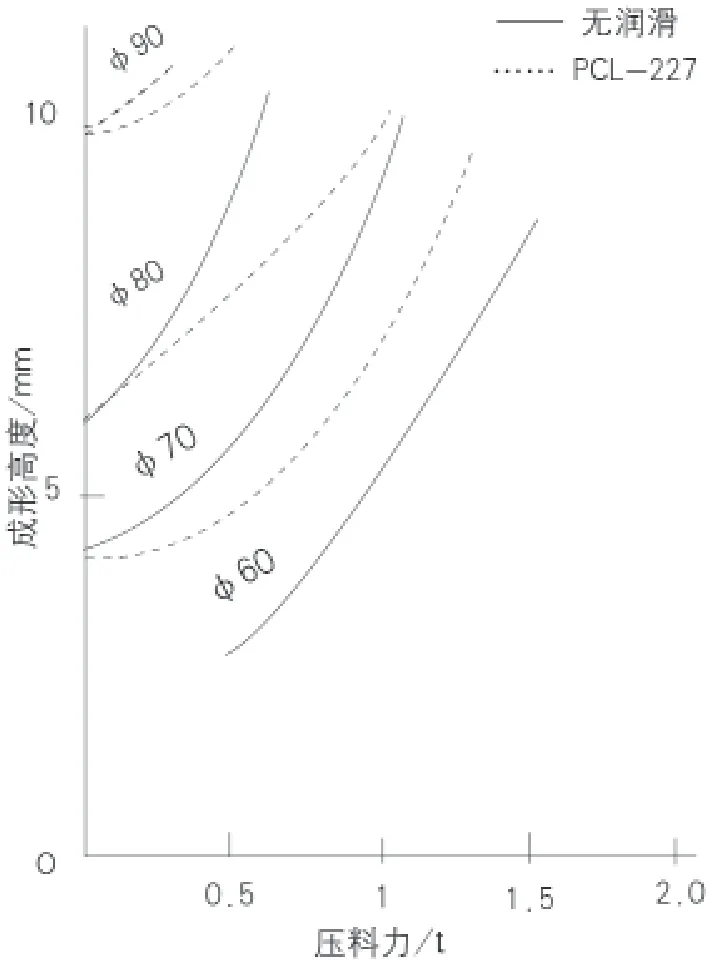
图1 改变压料力和润滑时的皱纹极限曲线
⑵均衡压料力。凸缘部全周的压料力一般都是均衡的,但有的成形件在某个地方非常容易出现皱纹,这就要对凸缘的局部加大压料力。用双动压机进行冲压时,要使外滑块压力均衡。使用气垫时,应适当地调节气垫销的位置。
材料特性
钢的种类对圆锥台成形的断裂极限曲线的影响不同。虽然是一般的皱纹,但由于所使用的材料不同,产生的皱纹状态也不同。
⑴使用r值大的材料。对于拉延变形来说,r值大,变形阻力小,所以成形所需的板内应力也小。而且由于板厚变薄量小,允许产生较大的拉伸变形,从断裂的角度看是有利的。
⑵使用屈服点低的材料。屈服点高,凸缘压紧力相对变小,这样材料的流入量就增多,容易产生堆积皱纹。当材料收缩流入时虽然流入量相同,但因板内压应力高,也容易产生皱纹。屈服点高的材料要用很大的力才能消除掉皱纹,不利于加工。
工作人员通过学习、研究、分析、改进、预防,消除了冲压成形件在拉延中的皱纹,提高了零件的质量,推动了本厂产品及模具向标准化、专业化迈进,加快了新技术、新工艺、新材料、新结构的推广和应用。
消除冲压成形件拉延皱纹方法
文/杜春艳·黑龙江省哈尔滨市交通器材厂
