模具堆焊修复的优点及成本分析
2014-10-10孟会涛许昌中兴锻造有限公司
文/孟会涛·许昌中兴锻造有限公司
模具堆焊修复的优点及成本分析
文/孟会涛·许昌中兴锻造有限公司
模具堆焊修复在欧美国家是模锻行业普遍采用的成熟技术,引进到国内大约已有10年的时间,近几年开始被国内模锻企业普遍接受,该技术的成功应用使许多模锻企业的模具成本大幅下降,取得了显著的经济效益及竞争优势。
模具堆焊修复在欧美国家是模锻行业普遍采用的模具翻新修复技术,该技术最早应用于航空、航天及军事领域,后广泛应用于工业领域,是一种比较成熟的技术。
以前我公司与大多数模锻企业一样,主要采用下落降面的方法修复失效的模具,但模具每降面一次,模块质量便有所减少,模块的力学性能也随之降低。这种模具修复方法最大的问题是容易造成模具材料的浪费,模具寿命也普遍不高,最大的难题是锻件质量难以控制,锻件的尺寸公差、重量公差难以控制,外观质量差等,严重的甚至会造成批量事故的出现,失去客户,丢掉市场。
2001年我公司尝试在3t、5t模锻锤使用的锻模上应用堆焊修复技术,虽有一定的效果,但经济效益一直不明显。2009年我公司开始将此技术大量应用到机锻模上,到目前为止,我公司所有机锻模均采用该技术进行翻新修复,经济效益显著,对锤锻模我们也一直在反复试验,但目前尚未取得有效突破。下面仅就我公司在该技术的应用过程中所遇到的问题及取得的经验与各位同仁分享如下。
堆焊修复的优点
可以使模具不同的部位具有不同的硬度
锻造模具使用条件苛刻,工作时受力状态复杂,除了承受较大的压应力外,还受到炽热金属对模具型腔的加热和剧烈摩擦,冷却与润滑时反复的“冷击”引起的温度应力,而且同一模具在不同的工作部位承受的作用力不同,受热时间也有较大的差异,所以模具虽然有脆性裂纹、热疲劳龟裂、热磨损、变形等多种失效形式,但大部分模具通常还是以综合形式失效。传统的制作工艺中,在模具进行淬火等热处理时都是以整块模具为单位进行的,也就是说,进行淬火时是模块整体进入淬火池,所以模块进行淬火后表面的硬度各个部位差别不大,然而模具在工作时不同的工作部位承受的作用力不同,受热情况也有较大的差异,这时模具就会表现出不同的损坏状况,例如大部分模具型腔的根部由于压应力比较集中很容易出现深度裂纹,这就需要降低模具型腔根部的硬度以提高此部位的韧性,而模具飞边桥或者型腔内凸台等部位受到大量的金属冲刷极易出现磨损,这就需要提高模具此部位的硬度来增强模具的耐磨性。很多模具对于这种不同部位的硬度要求差别是非常大的,但整体淬火的模具是无法实现这种不同的硬度要求的,而堆焊修复可以根据模具不同的硬度要求选用不同性质的焊材来实现同一块模具的多种硬度。
可以使模具不同的部位具有不同的金属组织
现在的模具一般都由同一种金属组成,有的采用“镶心模”的方式来提高模具型腔的力学性能,虽然这样能起到一定效果,但无法满足模具因不同部位受力、受热不同而需用不同金属组织的要求,而堆焊修复的方法可以满足此项要求。下面以较常用的5CrNiMo和某公司代理的X型焊接合金的性能比较来说明。
5CrNiMo模具钢在使用过程中受坯料加热的作用会产生碳化物球化现象,这会导致模具在使用过程中一直在软化,硬度不断降低,也就是说,5CrNiMo的高温稳定性不是很好;而X型焊接合金为单一奥氏体钢,不存在相变,在500~600℃时组织稳定,模具从开始使用到最后工作完毕硬度变化很小,这就大大增加了模具的耐磨性。
热锻模在高温下工作,要求材料必须具有良好的抗氧化性能。Cr是主要的抗氧化元素,5CrNiMo钢中仅含有0.7%左右的Cr,模具钢表面在高温下形成低含量的氧化膜,这种氧化膜多孔,而且很容易被工件材料所磨掉;而X型焊接合金含有12%左右的Cr,可以在表面形成致密且防护性良好的以Cr2O3为主的氧化膜,抗氧化性良好,可显著增加模具的耐磨性。
可以用很低的成本解决传统方法很难解决的问题
⑴解决模具型腔底部的深度裂纹无法彻底清除干净的问题。
因为模具的高度是有限的,所以在下落降面时都希望下落很薄一层就可以见到新的金属面,这样不仅机加的成本低,而且还可以增加模具的翻新次数,也就是延长模具的使用寿命。但使用过的模具型腔会呈现出多种损坏形式,尤其是型腔内部的裂纹,它们呈不规则走向,如果降面厚度太小,很难把裂纹彻底清除干净,加工后的模具型腔内有裂纹源,下次使用时有裂纹源的部位很快会产生更大的裂纹,造成模具过快失效。如果想彻底清除裂纹,就需要增加降面的厚度,这样不仅造成加工费用攀升,更重要的是大幅减少了模具可以降面的次数,使模具提前报废。
堆焊修复的方法是先用碳弧气刨沿裂纹的走向把裂纹彻底清除干净,再用抗拉强度非常高的焊材比如Y型焊接合金把裂纹焊接修复完毕,再进行降面等后续处理,这样既可以从根本上解决裂纹的问题,又减小了降面厚度和加工时间。
⑵解决模具因局部早期损坏导致整副模具失效的问题。
企业在生产过程中经常会遇到这种情况:模具型腔内的特殊部位比如型腔内的凸出部位因与热坯料接触时间较长、受热快而导致硬度降低快,加之此部位受力较大,极易造成该部位磨损或者塌陷,而模具其他部位完好无损,只是因为该部位的早期失效导致整副模具不能使用。这种情况下,可以通过选用耐高温的红硬性好的焊材比如X型焊接合金局部焊接凸台来延长模具的寿命,因为焊接量非常小,所以焊接修复的成本非常低,用极低的成本可以大大延长模具的寿命。
⑶解决模具锁扣的材料浪费问题。
对于模具特别是凸模的锁扣,传统的方法是在整块模具上用机加工的方法切铣掉锁扣之外的模具材料,最后形成模具的锁扣。这种方法需要铣掉大量的模具钢,造成模具钢的浪费,且大大增加了机加成本。现在我们采用焊接的办法来制作模具锁扣,因为只是焊接锁扣,所以焊接量并不大,选用的焊材韧性非常好,硬度适中,效果好,成本低。
⑷解决模具局部崩块或加工尺寸超差的问题。
在模具使用中经常会遇到一些因特殊原因导致的模具加工尺寸局部超差或模具小量掉块等问题,这种情况用传统的下落降面的办法修复会大大增加模具的加工量,可以采用局部焊接的方法解决此问题。
⑸解决废弃模具的再利用问题。
大部分锻造企业里都存有因锻件改型或产品取消而长时间放置不用的模具,对于闲置的模具,我们可以采用焊接的方法填满旧型腔或更改模具外形以此来重新制作新模具,实现废物利用,这样可以节省大量的成本。
堆焊修复的局限性
堆焊修复的确给公司带来了显著的经济效益,但仍有一些问题还需要我们研究,以下是我公司目前仍没有解决的问题:
⑴对锤锻模堆焊修复时经济效果不明显,反而有可能增加模具成本。简单型腔的锤锻模(水平分模)下落一次成本低廉,而且锤锻模断裂失效风险比机锻模要高,这有可能造成新的浪费。
⑵手工焊接质量不稳定,其受焊工素质、焊工水平及温度、湿度等影响较大,工艺控制有较大难度。
⑶自动焊浪费焊材,对小锻模难以实现。
⑷组合焊接时结合部位容易出现两种焊材不结合的问题,造成模具早期局部失效。
⑸顶出孔无法防护,造成后续加工困难,从而引起顶出孔周向出现毛刺等问题。
⑹多次反复焊接、退火会使模具本体硬度下降,影响焊接模具的使用效果。
⑺满焊法存在焊材和刀具浪费、加工难度大、加工时间长等问题,能否考虑“精准”焊接工艺,即均匀预留5~10mm的加工余量,改变目前满焊法存在的问题。
针对以上一些问题,我们采取了如下的解决方案:
⑴对比较简单的水平分模的锤锻模,暂时采用下落降面的方法,或者针对性地局部堆焊一次,加大易损部位的焊接深度,然后降面2~3次使用。
⑵组合焊接时要保证高硬度部位具备足够的厚度(我们的经验是不能小于20mm),在切换焊材时必须将该部位的焊渣等杂物清除干净,尤其要保证焊接模具的温度要控制在工艺要求的范围内,并采用振动的方法消除焊接应力。
堆焊修复相对下落降面的优势
与传统的下落降面方法相比,堆焊修复具有以下几项明显的优势:
节约了模具钢材料,模具基材费用降低
⑴废旧模具的再生利用。
⑵一副模具能反复堆焊数十次,有的模具可以使用几年,减少了新模具的投入。
⑶可用普通的模具钢(如5CrNiMo、5CrMnMo等)替代中高价的模具钢(如H13、B2、3Cr2W8V等)做基材。
提高了模具的单次使用寿命
焊接方法改变了模具型腔内的金属材质及硬度,并且根据模具局部受力、受热等情况选用具有针对性的焊材,所以堆焊修复后的模具单次使用寿命一般都比下落降面的模具寿命高,一般可提高20%~50%,有的甚至可提高一倍或数倍。
节约了热处理费用
由于受到模块材料淬透性的限制,大部分模具在下落降面1~3次后需要重新淬火,而堆焊修复的模具不需要重新淬火,只需要简单的去应力回火即可,模具热处理费用得到了降低。
节约了机加工费用
模具单次使用寿命的提高大大减少了开新模具的次数,这样也就降低了因开新模具而产生的机加工费用。另外,因下落降面而产生的锁口等部位的机加工费用也会大幅降低。
提高了生产效率
模具寿命的提高减少了换模次数,从而大幅度减少了停机时间,提高了生产效率。
提高了锻件外观质量
堆焊修复后的模具型腔耐高温、耐冲击、耐热磨损的性能大大提高,模具在使用中锻造的首件和末件产品的几何尺寸变化较小,锻件尺寸稳定性增强,同时型腔内出现拉伤、磨损、龟裂的时间也相应推迟,锻件的外观质量显著提高。
堆焊修复与下落降面的模具成本对比实例
0378凸缘叉模具
0378凸缘叉的锻造生产设备为2500t高能螺旋压力机,模具材料为5CrNiMo,模块尺寸为460mm×320mm×260mm(2件 )、460mm×320mm×200mm(2件),模块总重1060kg,按15元/kg的材料单价计算,材料费用为1060kg×15元/kg=15900元,按3.5元/kg的热处理单价计算,模具热处理费用为1060kg×3.5元/kg=3710元,新模具加工费为3000元,新模具费用总计共22610元,新模具生产锻件的数量为3750件。
下落降面与堆焊修复的0378凸缘叉模具如图1、2所示,0378凸缘叉模具下落降面与堆焊修复成本对比见表1,由表1数据可以看出,堆焊修复相比下落降面单件模具费用可节约(3.35-1.94)/3.35×100%=42%。
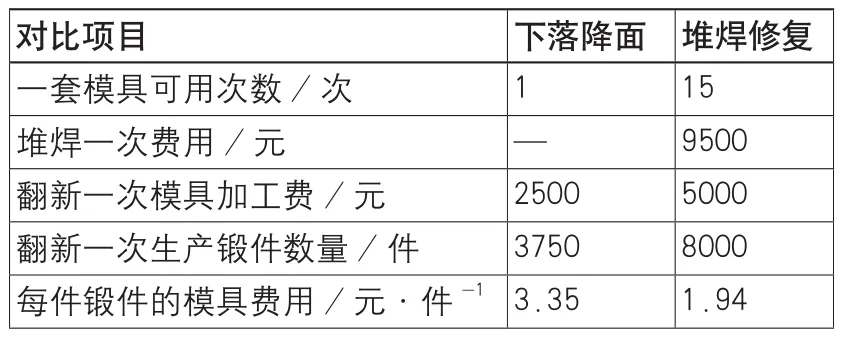
■ 表1 0378凸缘叉模具下落降面与堆焊修复成本对比

图1 下落降面已加工的0378凸缘叉模具

图2 堆焊修复未加工的0378凸缘叉模具
LB轴叉模具
LB轴叉的锻造生产设备为3t液气模锻锤,模具材料为5CrNiMo,模块尺寸为550mm×520mm×400mm(2件),模块总重1800kg,按15元/kg的材料单价计算,材料费用为1800kg×15元/kg=27000元,按3.5元/kg的热处理单价计算,模具热处理费用为1800kg×3.5元/kg=6300元,新模具加工费为2800元,新模具费用总计共36100元,新模具生产锻件的数量为3000件。
下落降面与堆焊修复的LB轴叉模具如图3、4所示,LB轴叉模具下落降面与堆焊修复成本对比见表2,由表2数据可以看出,堆焊修复相比下落降面单件模具费用要高(2.44-1.54)/1.54×100%=58.4%。
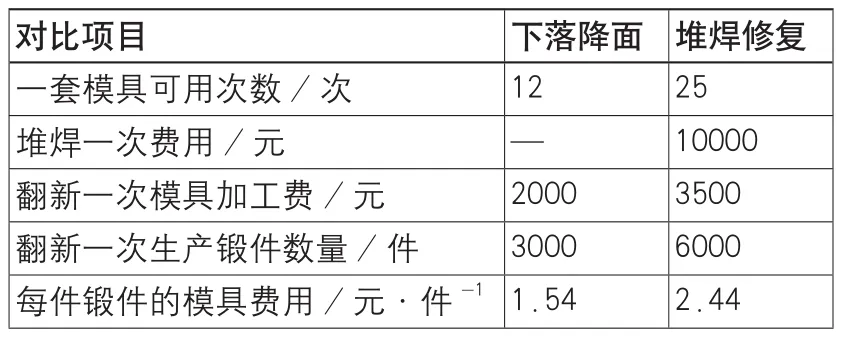
■ 表2 LB轴叉模具下落降面与堆焊修复成本对比

图3 下落降面已加工的LB轴叉模具

图4 堆焊修复未加工的LB轴叉模具
从以上两个实例可以看出,相对于下落降面,对机锻模堆焊修复可节约40%左右的模具费用,而对锤锻模堆焊修复却增加了约60%的模具费用。不过需要说明的是,与下落降面相比,上述两种模具在堆焊修复后生产的锻件产品在尺寸精度及锻件变形、外观质量方面均有明显提升,下料重量也有不同程度的减小,同时提高了生产效率,减少了换模次数。
结束语
对于机锻模,堆焊修复可以使模具成本显著下降,同时带来其他如产品质量提升、生产效率提升等间接收益;而对于锤锻模,堆焊修复虽然单件模具成本比较高,但考虑到其带来的其他间接收益,是否采用此项模具修复技术还需企业根据产品的具体情况全面核算后决定。随着模具堆焊修复技术的进一步完善,相信它会给企业带来更显著的经济效益。
孟会涛,总经理,主要从事商用车传动轴锻件的热模锻造技术研究工作,获河南省科学技术成果2项、河南省科学技术进步奖1项,拥有专利6项。
