浅谈汽车车身冲压自动化生产
2014-10-10刘玉东浙江吉利汽车有限公司
文/刘玉东·浙江吉利汽车有限公司
浅谈汽车车身冲压自动化生产
文/刘玉东·浙江吉利汽车有限公司
冲压自动化生产与传统手工生产相比的优势
降低生产运营成本
传统的冲压5000t手工生产线(图1)与冲压5000t自动化生产线(图2)相比,整线人员可以由原来的24人减少到10人以下,降低人工成本;同时生产效率由3件/min提升到6件/min以上,单件生产成本下降50%以上;整线长度减少1000mm以上。
提升产品质量
由于自动化生产减少了人工搬运(图3、5)的中间环节,实现了生产过程标准化作业。减少了人工作业过程中的磕碰划伤以及过程转运造成的质量问题。同时实施自动化生产(图4、6)以后,工序之间不再像以前那样进行皮带机转运,而是直接由压机到压机间工序自动化转运,所以因皮带机转运过程中的二次划伤及异物粘连造成凸包的现象彻底消除。汽车外覆盖件一次下线合格率由传统的75%左右提升到95%以上,大幅度提升了产品的品质。

图3 手工上料

图2 自动化生产线

图4 自动化上料
提升生产效率
冲压自动化生产可提升生产效率,降低劳动强度,改善工作环境,减少人员流失。由于生产线中间转运环节实现了自动化,大幅度降低了员工作业强度,过去汽车侧围30kg以上的材料全部靠人工搬运,现在由机器人等自动化手段代替了传统手工作业,员工劳动强度大幅降低;同时废料不再由人工收捡(图7、9),车间噪音明显降低(传统手工作业生产线噪音经过检测达到93.4db,严重超出国家规定标准,要采取被动防噪措施;实行自动化作业(图8、10)后噪音下降到81.3db,符合国家规定要求),员工作业环境明显改善,减少了员工流失率。
提升安全生产保障
传统的冲压手工作业是机械行业中高风险的行业。据我们10多年来的统计,整个冲压事故80%以上是由废料取放过程中造成的;同时结合行业事故情况90%以上人身伤害是由于手工作业中违章作业造成的。通过实现自动化,作业过程中废料通过废料线直接排出车间外,中间转运严格实现自动化、无人化,安全危险源切断,所以安全保障大幅度提升(最近三年我们冲压手工生产线四条生产线共发生划伤事故23起,其中19起因为手工捡废料引起;同期冲压自动化四条生产线仅发生划伤事故1起,大幅度降低了安全生产潜在的隐患)。

图5 手工生产零件运输

图6 自动化生产零件运输

图7 手动线废料收集方式
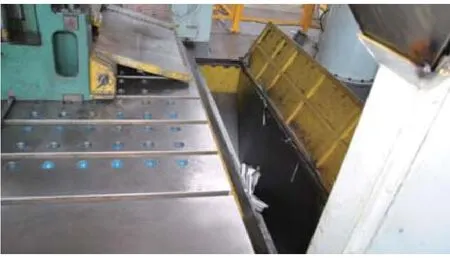
图8 自动化线废料收集方式

图9 手动线废料运输方式
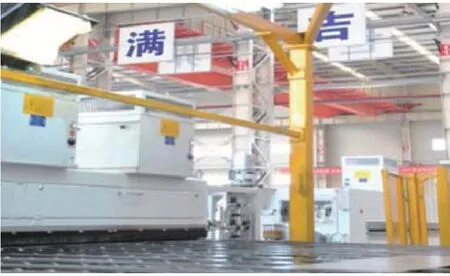
图10 自动化线废料运输方式
减少空间占用,提升土地使用率
实现自动化生产之后压机之间的距离由传统的9000mm左右减少到了6500mm左右。单线连线后整条生产线缩短1000mm以上,单线减少空间占用250m2以上,节省了作业空间,产生了明显的效益。
自动化生产对设备、模具要求更高
对压力机以及自动化连线方面的要求
自动化生产对压力机提出了更高的要求。特别是对传统压机频发的润滑故障、压机过载、液压保护不正常等故障方面的控制的提升,同时对压机冲压次数也提出了更高的要求,冲压次数由传统手工作业7~14次/min提升到8~20次/ min;滑块的行程由传统的600~800mm提升到800~1400mm,否则机器人横杆无法自由进出模具型腔。
压力机移动工作台中间必须增加废料下漏孔,否则废料难以下漏,这样不利于自动化连线生产,传统的手工生产即使有局部废料下漏不畅,可以采取手工方式解决,自动化生产最好能够实现废料一片一漏。
整个生产线要想顺畅地连线必须有可靠的自动化系统做保障,自动化程度提高后对设备、自动化系统、转运系统、模具等都提出了较高要求,导致整个生产线成本大幅度提高,与传统的手工生产线相比,投入增加一倍以上。
模具的处理
在传统的手工作业模具的基础上,自动化生产线对模具的可靠性提出了更高的要求,特别是废料滑道的处理。传统的情况下人工取废料是否下滑,什么时候下滑,向什么方向下滑都没有太多的要求。但自动化生产要求废料尽可能是单片且按滑道下滑到基坑废料线内。如果是新型压机的移动工作台中间有废料下漏孔,但传统压机两侧下漏有时很难解决。
拉延模冲次加快对拉延模材质及切边、翻边、整形刀块的材质也提出了更高的要求。拉延模材质由传统的MoCr铸铁提升为GM241、GM246甚至GGG700L等更高等级的材质,拉延模热处理硬度提升到55HRC以上,确保型腔不拉毛。对普通材质模具采取镀硬铬处理,提高拉延模型腔的硬度及光洁度,确保模具型腔不拉毛,保证自动化冲压高速度生产的要求;同时对其他工序镶块也由过去的HMD1、ICD5等提升到SKD-11真空热处理。对部分深拉延、深整形的镶块还需要进行TD处理,确保制件不拉毛。

图11 机械式拍打对中

图12 摄像头视觉对中
自动化生产的质量与效率提升需要不断探索
提升硬件设施条件
自动化生产需要高性能、高稳定性,高冲压次数的压机,自动化生产由传统手工作业变为滑撬式机械手、机器人、横杆式Cross Bar等;线首对中由机械式拍打对中(图11)变为视觉对中(图12);端拾器由手工更换为自动更换。
提升设备有效利用率同时减少设备、模具停线
在降低换模时间,提升换模速度,提高设备稳定性,减少设备停机,提升模具稳定性,提升原材料品质,减少材料因素停机方面已经越来越成为自动化生产关注的焦点。
缩短压机间的安装距离
无论哪一种自动化生产线,工件转运的距离越短,效率相对就越高;同时压机滑块的行程越大,每次压机动作时间就越长,等待时间就越多。可以根据不同的生产线选择不同的压机距离及滑块行程。根据我们的使用情况,布局“2000t+1000t+800t+800t+800t” 的 大 型 冲压自动化生产线,建议压机与压机之间的距离为7000mm左右,滑块行程建议:1200mm、1000mm、800mm、800mm、800mm; 布 局“1600t+800t+800t+800t”的中型冲压自动化生产线,建议压机与压机之间的距离6500mm左右,滑块行程建议:1000mm、800mm、800mm、800mm。因为滑块行程是双面刃,大滑块行程对自动化连线固然好,但是对效率影响很大,我们要统筹权衡。
结束语
总之,冲压自动化生产是大势所趋,尽管在自动化生产过程中还存在一定的困难,但是通过我们浙江吉利汽车有限公司最近四年来四条自动化生产线的运行情况来看,在产品品质、安全保障、生产效率、员工作业强度、作业环境条件、生产成本等方面成绩斐然。但自动化生产过程中对模具、设备、材料以及人员素质的要求较高,特别是对模具、设备管理人员有更高的要求。但员工培训及技能提升是一个长期且十分重要的课题。
通过不断的总结探索,本厂的自动化生产已经取得了初步成效,无论是自动化班产、一次下线合格率、设备有效利用率等都较过去有了大幅度提升,相信通过不断的内部探索以及走出去相互交流,整个汽车冲压自动线生产水平一定会有一个大的改观。
