木棉/棉环锭纺混纺工艺及纱线性能研究
2014-10-08李长龙
常 桑,李长龙
(安徽工程大学纺织服装学院,安徽芜湖241000)
木棉纤维是木棉树的果实纤维,是天然的纤维素纤维,具有绿色生态、中空度高、轻质保暖、天然抗菌、吸湿导湿等优良特性.但木棉纤维目前还仅限于做枕头和被子的填充料,很少被纺织利用.这主要是因为木棉纤维的强力低、细度细、长度短、表面光滑、抱合力差,故难以单独纺纱[1].本课题研究了木棉/棉环锭混纺工艺并对比不同混纺比对纱线性能的影响,以期提高木棉/棉混纺纱的应用.
1 原料性能
木棉纤维:线密度为1.86 dtex,长度为8~32 mm,断裂强力为0.3~0.7 cN[2].
棉纤维:线密度为2.10 dtex,长度为25~35 mm,断裂强力为2~3 cN.
2 纺纱工艺
纺制木棉/棉混纺比分别为0/100,10/90,20/80,30/70,40/60和50/50的混纺纱线.
工艺流程:开清棉→梳棉→粗纱→细纱.
2.1 开清棉
采用LA004型开清棉机械对棉纤维进行开松.由于木棉纤维很松散、强力低,在开清棉时纤维容易损伤而断裂,并且其质量轻、易飞花,所以木棉纤维一般采用人工除杂,无须进行机械开松,但棉纤维需要经过开清棉工序.
2.2 梳棉工序
采用HUAFEI/HFX-01型梳棉小样机,将木棉纤维、棉纤维按不同比例计算好并称取相应的质量,按比例铺层喂入梳棉机,由于木棉纤维的长度短、强力低,梳棉时易产生飞花,故采用道夫慢速以减少木棉纤维的损伤.
2.3 粗纱工序
采用DHU C-02粗纱实验机,粗纱工序参数为锭翼转速350 r/min、棉条定量25 g/5 m、粗纱捻度5 T/10 cm、粗纱定量5 g/10 m,牵伸形式为3上3下双短皮圈牵伸.
2.4 细纱
采用DHUX01环锭细纱机,细纱工序参数为细纱线密度25 tex、前区牵伸倍数16、总牵伸倍数20、锭速8 000 r/min、捻度900 T/m,采用“小牵伸、大加捻”的工艺原则[3].
3 木棉/棉混纺纱性能测试
采用YG061型单纱强力仪对混纺纱的力学性能进行测试,测试长度为500 mm,拉伸速度为500 mm/min,每种混纺比的纱线测试20次,取平均值.采用YG172A型纱线毛羽测试仪测试纱线的毛羽,测试速度为30 m/min,测试长度为10 m,每种混纺比的纱线测试10次,取平均值.采用 YG136型条干均匀度测试仪测试纱线的条干CV值、细节和粗节,每种纱线的测试长度为200 m,走纱速度为200 m/min[4],细节灵敏度调节为-40%,粗节灵明度调节为+50%.
3.1 混纺比对纱线断裂强力的影响
图1(a)为木棉/棉不同混纺比纱线的断裂强力图,可以看出纱线的断裂强力随着木棉混纺比的增加而不断下降.当木棉纤维的含量低于30%时,混纺纱的断裂强力下降较少.当木棉含量为30%时,纱线的断裂强力为2.35 N,纺纱时断头不明显.但当木棉含量增加到40%时,断裂强力仅为1.53 N,在纺纱过程中很容易出现断头,成纱比较困难.当木棉纤维含量为50%时,与纯纺棉纱相比,混纺纱线的断裂强力约下降70%.这主要是因为木棉纤维较棉纤维强力低、长度短、短纤维含量多,当木棉纤维含量较少时,混纺纱的断裂强力主要由棉来体现,随着木棉纤维含量的增加而逐渐体现出木棉纤维的强力[5].图1(b)为木棉纤维含量与混纺纱断裂伸长率的关系图,可以看出混纺纱线的断裂伸长率随着木棉纤维含量的增加而下降.当木棉含量为50%时,纱线的断裂伸长率较纯棉纱下降50%左右.这主要是因为木棉纤维的断裂伸长率较棉纤维低且木棉纤维的长度较棉纤维短很多,随着木棉纤维含量的增加,混纺纱中的短纤维愈来愈多,从而导致纱线的断裂伸长率降低明显、断头增加.

图1 木棉/棉不同混纺比的纱线的力学性能Fig.1 The mechanical properties of cotton/cotton blended yarn of different blending ratio
3.2 混纺比对纱线毛羽的影响
各种混纺比的混纺纱线的毛羽测试结果见表1,可以看出随着木棉/棉混纺比的增加,纱线的毛羽总体上呈增加的趋势.一般情况下,1~2 mm的毛羽是组成纱线毛羽的主体部分,占纱线毛羽总数的90% 以上,但对纱线质量的危害较小;3 mm以上的毛羽虽然占比例不高,但对纱线成纱质量的危害较大.选择3 mm的毛羽作为研究对象,可以看出混纺纱毛羽总体呈不断增加的趋势,增长幅度先小后大再小.原因是木棉纤维长度短,随着木棉纤维含量的增加,纱线中短纤维的含量增加,且木棉纤维的强度低,在纺纱过程中易受损断裂而产生短绒,相应的纤维头端会增加[6],即纱线的毛羽增加.
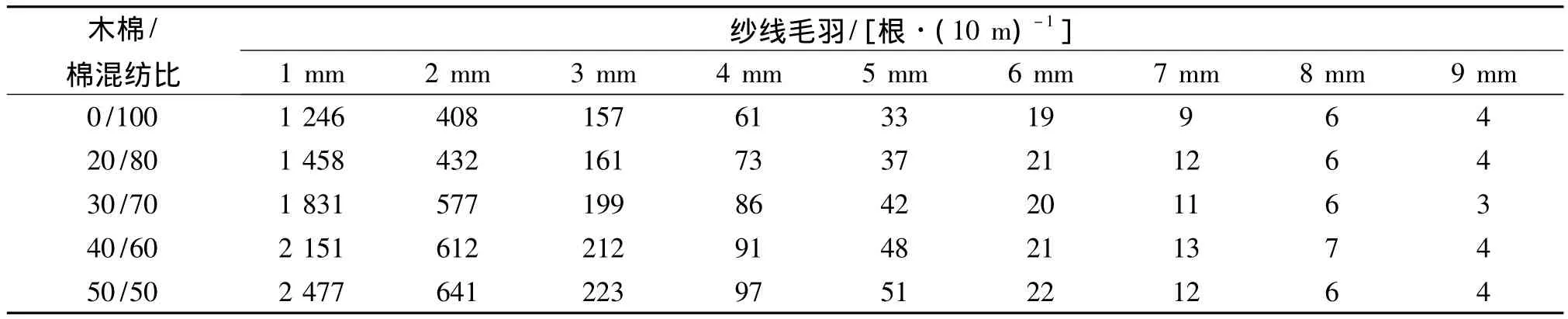
表1 不同混纺比对纱线毛羽的影响Tab.1 The influence of different blending ratio on yarn hairiness
3.3 混纺比对纱线条干均匀度的影响
不同混纺比对混纺纱线的条干CV值、细节和粗节的影响见表2.
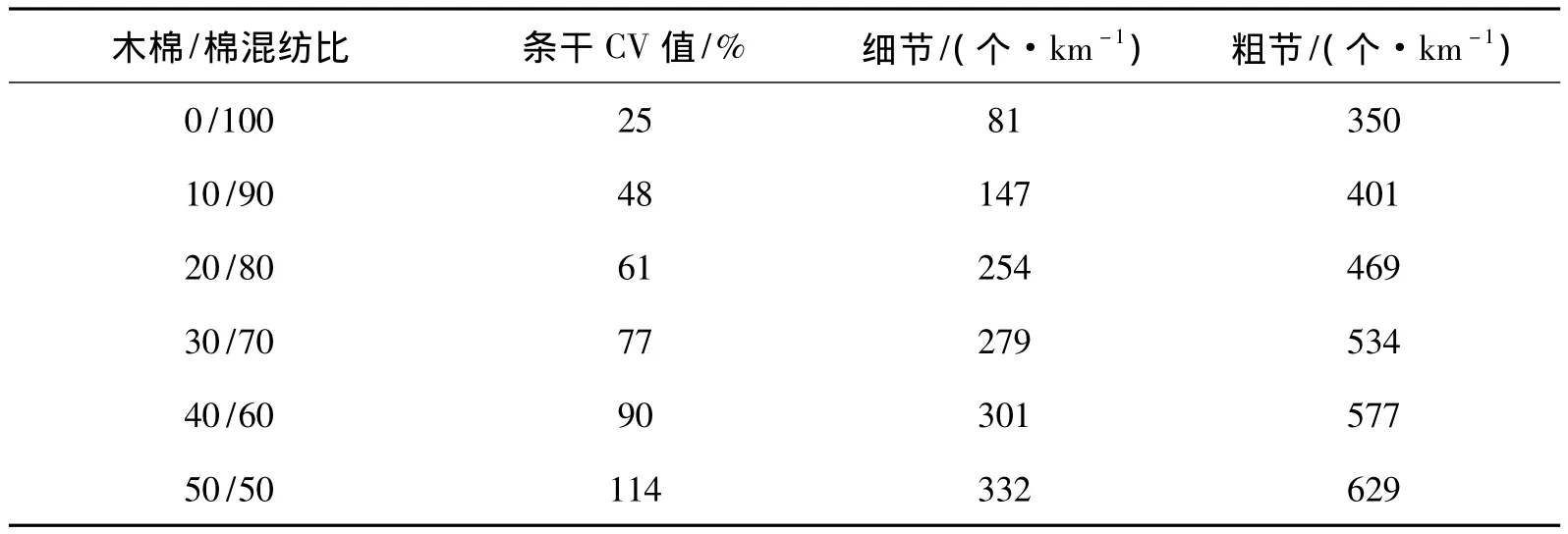
表2 不同混纺比对纱线条干的影响Tab.2 The influence of different blending ratio on yarn evenness
由表2可以看出,随着木棉/棉混纺比的增加,混纺纱的条干CV值、细节、粗节不断增加.这主要是因为木棉纤维长度短,长度分布离散度大、整齐度差且纤维细度小、强力较低,在纺纱的过程中易产生棉结;其次是因为木棉纤维的质量轻,纤维表面光滑、摩擦系数小,在牵伸过程中对纱体的纤维难以控制,纤维易产生滑移,使得纱线的条干CV值、细节、粗节增加.
4 结束语
通过改进木棉/棉环锭纺混纺工艺,可以纺制出混纺比最高可达50%的混纺纱线.但通过对比不同混纺比纱线的性能,发现木棉纤维的含量对混纺纱性能的影响很大.随着木棉含量的增加,纱线的断裂强力和断裂伸长率不断下降,混纺纱的毛羽、条干CV值、细节和粗节也随着木棉纤维含量的增加而不断增加.当木棉纤维含量过高(≥40%)时,纺制细纱的过程中极易出现断头现象,成纱困难,这是因为木棉纤维的可纺性较棉纤维差,故在纺制木棉/棉混纺纱线时,混纺比不宜过高,否则会影响成纱质量.
[1]邱卫兵,晏顺枝.木棉纤维混纺纱的开发应用[J].上海纺织科技,2010(10):35.
[2]常桑,李长龙.木棉纤维结构与性能研究[J].河南工程学院学报:自然科学版,2013,25(4):7-10.
[3]曹红梅.木棉与棉混纺工艺研究[J].上海纺织科技,2012,40(6):19-20.
[4]杨莉,毕松梅,洪钧.混纺比对木棉棉混纺纱性能的影响[J].棉纺织技术,2013,41(1):30-31.
[5]孙景侠,王府梅,刘维,等.木棉棉混纺纱性能的测试分析[J].棉纺织技术,2005,33(6):34-36.
[6]洪仲秋.纱线毛羽的成因与控制[J].棉纺织技术,2006,34(5):1-4.