快速定位的棒材分钢器设计应用
2014-09-30林元琦吴建军陈文策
林元琦, 吴建军, 陈文策
([1][3]安徽马钢工程技术集团 安徽马鞍山 243041)
([2]沙钢集团淮钢特钢有限公司 江苏淮安 223001)
1 设计背景
轧钢生产因为受到场地,冷床长度等因素的限制,生产线上飞剪与冷床裙板辊道距离可能会较小,当剪切的前一段轧件全部进入辊道后,随即进入减速制动过程;后一段轧件的前端紧跟其后也进入辊道;由于此时后一段轧件的运行速度较快,所以其前端与前一段的轧件尾部交叉;在升降裙板将第一段轧件拨到冷床上时,也会把后一段轧件的前端也带出辊道,使其落到冷床边缘,在惯性作用下冲上冷床并产生扭曲盘卷现象,致使生产线不能正常工作。
因此需要在裙板辊道上安装分钢器。传统的气动分钢器存在以下问题:①分钢器通过螺栓固定在裙板辊道支架上,设备重量在250 kg左右,在位置调整时,需要启用行车吊装,工作量大,调整时间长;②轧件在高速运动,分钢器是由气缸驱动,分钢器产生动作时,容易导致轧件弹起,从而存在安全隐患。
现在传统分钢器的基础上进行改造,以解决以上问题。
2 分钢器工作原理与结构
本分钢器上设有4个轮子,其中靠近裙板辊道驱动侧的两个轮子是固定式的,在圆钢轨道上运行。另外两个轮子为活动轮,安装在偏心轴上,可调整高度。在需要调整分钢器位置时,将活动轮放下,作为支撑轮,在固定裙板上来回移动,调整至合适位置后,转动偏心轴,抬起此轮,由支座支撑,并用螺栓拧紧、固定。
在活动侧挡板的上端设置一可调整的盖板,盖板的前端与活动侧挡板铰接,可在垂直方向上摆动。尾部设有调整螺栓,根据轧件断面的尺寸大小来调整盖板高度,防止高速的轧件弹出,避免事故的发生。
裙板辊道需于水平方向呈约12°倾斜角,轧件进入裙板辊道之后则滑至冷床方向一侧前进。分钢器安装于裙板辊道入口处。正常生产时,当第一段轧件进入裙板辊道之后,分钢器可不需产生动作,使轧件正常进入减速、落下阶段;第二段轧件进入裙板辊道通过分钢器时,分钢器通过气缸动作,将第二段轧件向裙板辊道远离冷床一侧推送,然后第二段轧件进入减速、落下阶段。因为分钢器的这一动作,延缓了第二段轧件在裙板辊道上下落时间,从而与第一段轧件实现分离。待第一段轧件落入裙板辊道的落料溜槽中并被裙板推送到矫直板上之后,第二段轧件才会落入落料溜槽,达到分钢的目的。
下面简图介绍其结构:
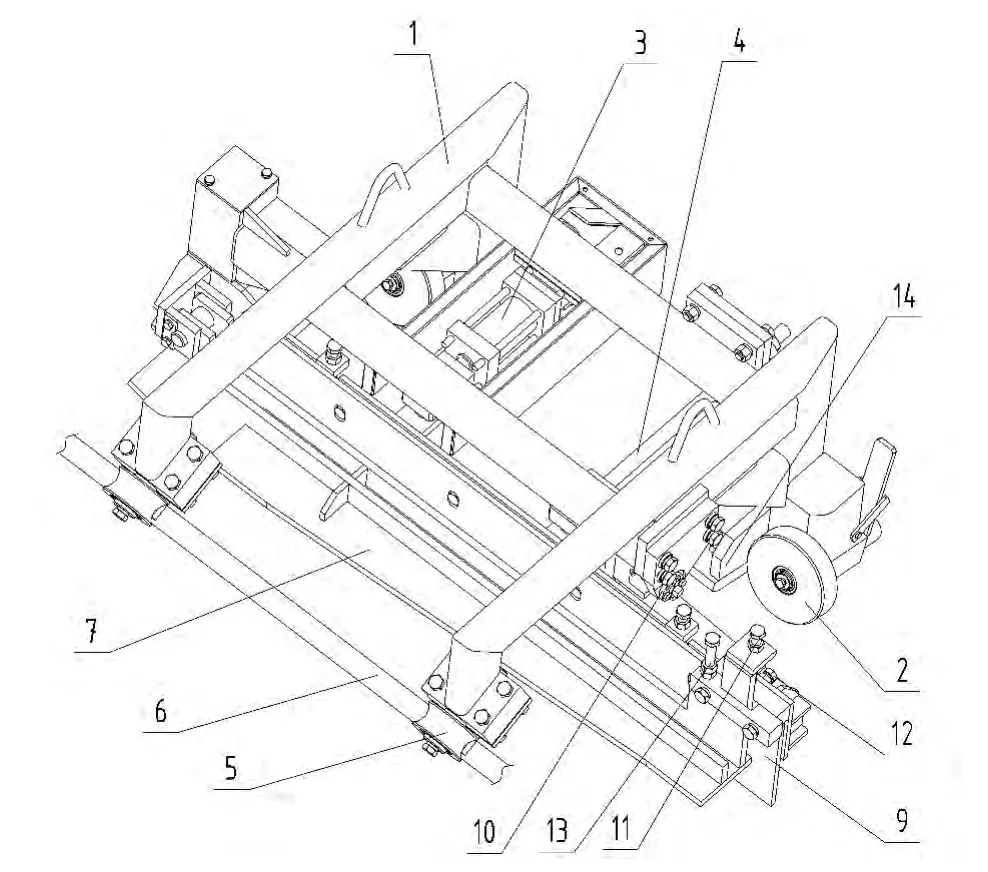
图1 新设计分钢器的结构示意图
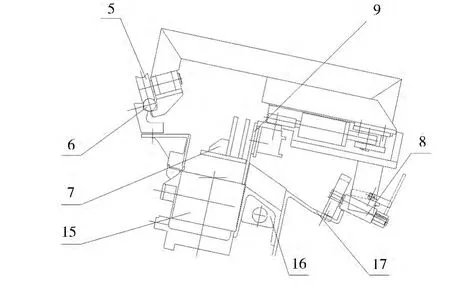
图2 铰接处示意图
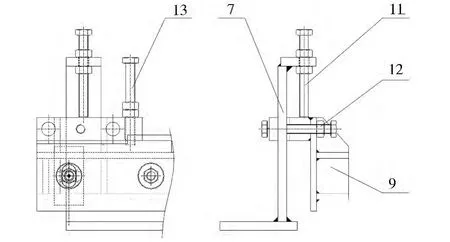
图3 尾部连接示意图
图1是新设计分钢器的结构示意图;
图2为机体框架与活动侧挡板、可调节盖板与活动侧挡板的铰接处示意图,其中显示了冷床矫直板、升降裙板、裙板辊道;
图3为可调节盖板与活动侧挡板的尾部连接关系示意图;
图4为框架出料端托轮与活动侧挡板的尾部连接关系示意图。
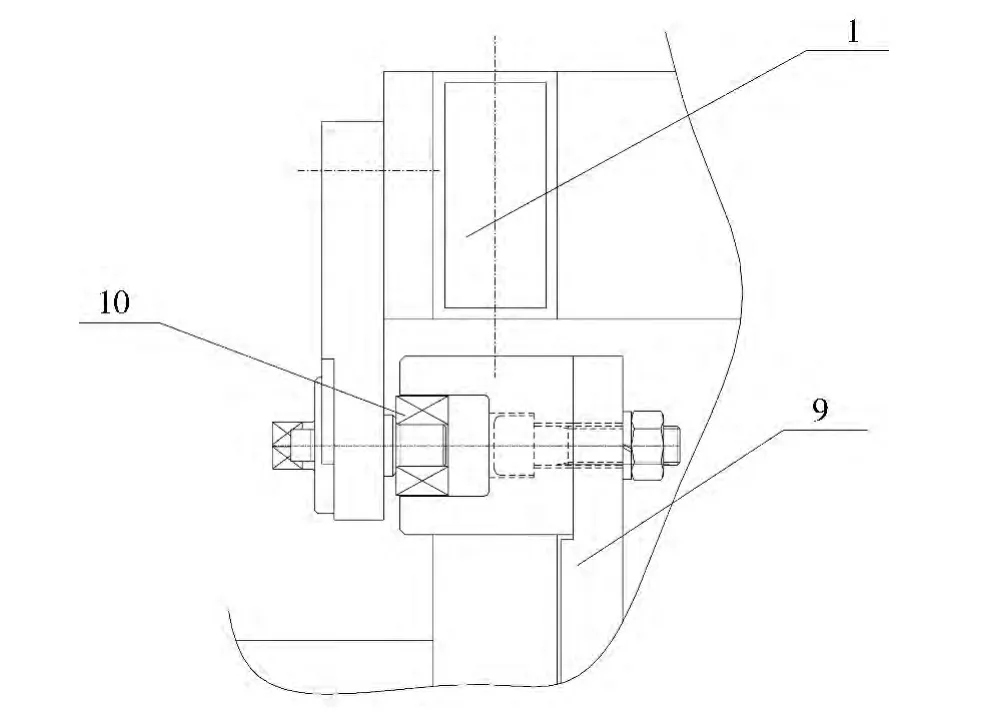
图4 框架出料尾部连接关系示意图
图中:1、机体框架;2、活动轮;3、气缸;4、限位螺杆;5、固定轮;6、圆钢轨道;7、可调节盖板;8、偏心轴;9、活动侧挡板;10、托轮;11、第一调节螺栓;12、锁紧螺栓;13、第二调节螺栓;14、支座;15、裙板辊道;16、升降裙板;17、矫直板。
活动侧挡板位于机体框架的下方,且活动侧挡板的头部与机体框架来料端铰接。活动侧挡板的摆动是通过气缸的推动来实现的。可调节盖板的头部与活动侧挡板在来料端铰接,结合图1、图3,可调节盖板的出料端上表面设置有第一调节螺栓、第二调节螺栓,第一调节螺栓竖直穿过可调节盖板尾部的水平折边,下端抵住活动侧挡板的尾端,第二调节螺栓竖直穿过设置在活动侧挡板侧面的凸台下端抵住可调节盖板上边缘,两个调节螺栓共同作用实现可调节盖板上下高度的调节;锁紧螺栓水平方向垂直穿过活动侧挡板侧面抵住可调节盖板,对可调节盖板进行定位,可调节盖板与气缸分别位于活动侧挡板两侧;根据轧件断面的尺寸大小,通过第一调节螺栓、第二调节螺栓,调整可调节盖板高度,调整至合适高度后,通过锁紧螺栓固定,防止高速的轧件弹出,避免事故的发生。在可调盖板出料端做成一大倒角,防止可调节盖板随活动侧挡板一起摆动时与辊道侧挡板干涉。
机体框架远离冷床侧设置两固定轮,固定轮辊面为内弧面。图2为机体框架与活动侧挡板、可调节盖板与活动侧挡板的铰接处的局部放大图结合该图,圆钢轨道卡设在两固定轮的下方,可在圆钢轨道上滚动,起到支撑设备和设备横向定位的作用。机体框架靠近冷床侧支脚上设有两偏心轴,偏心轴下端安装活动轮,活动轮通过偏心轴的转动来调整高度,偏心轴的偏心距为10 mm,可使活动轮在高度方向上调整20 mm。机体框架靠近活动轮的一侧设有两支座,支座的高度介于活动轮的高位、低位之间;
机体框架的出料端设置有托轮,(见图4),活动侧挡板的尾部设置有一凹型导轨,可在托轮上来回滚动,由此来支撑活动侧挡板的尾部。
限位螺杆穿过活动侧挡板的侧面,对活动侧挡板进行限位,同时可控制活动侧挡板的摆动幅度。
在需要调整分钢器位置时,转动偏心轴,将活动轮调整到低位,作为支撑轮,这样即可推动设备调整位置,调整至合适位置后,转动偏心轴,使活动轮调整到高位,设备该侧重量由支座来承受,并通过螺栓将支座固定在辊道盖板上,使设备固定。操作十分简便、高效。
因为轧件进入裙板辊道减速之前,速度在15 m/s-20 m/s,要求挡板2动作发生较快,不宜使用液压缸,所以选用气缸(该气缸干径25.4 mm,活塞内径为82.6 mm,行程为50 mm)进行驱动,绕轴进行转动,其旋转角度约为6°。
3 应用效果
本次分钢器的设计,是根据现有多种不同分钢器结构特点相结合而设计的,这样设计可以弥补不同分钢器的各自缺点,从而达到优化的的目的。该种分钢器目前在南钢、沙钢小棒生产线上使用,调整分钢器位置所需时间由原来6 h缩短到1 h,也无需启用行车,大大减低维护成本,提高生产效率。本分钢器适用于常规小棒生产线(速度在15 m/s到20 m/s),不包括高速棒材生产线(速度达30 m/s以上),对于高速棒材,还需采用转鼓式的分钢器(马钢二钢轧)。
[1]安顺达.棒、线材生产新工艺、新技术与产品质量控制实用手册[M].北京:治金出版社,2006
[2]邹家祥.轧钢机现代设计理论[M].北京:冶金工业出版社,1991
[3]文庆明.轧钢机械[M].北京:化学工业出版社,2004
