水下湿法FCAW 电弧稳定性的研究
2014-09-19石永华娄风力
石永华,娄风力
(华南理工大学机械与汽车工程学院,广东广州510640)
0 引言
水下焊接技术是海洋油气设施建造及核电站维修的关键技术之一[1,2]。随着海洋石油的开采从近海走向深海,稳定可靠的水下焊接技术也成为需要。但从现阶段看,我国水下焊接维修技术远远难以满足国民经济发展的要求,同外国先进水平相比有很大的差距[3]。
尽管水下湿法焊接环境恶劣,难以得到高品质的焊缝接头,但由于水下湿法焊接具有设备简单,操作灵活,成本低,适应性强的优点,研究水下湿法焊接对提高水下焊接技术具有重要的意义。水下湿法焊接主要采用自保护药芯焊丝,因为自保护药芯焊丝在电弧燃烧时能够产生大量的气泡,提供一个稳定的气相区维持电弧的燃烧[4,5]。由于水下焊接环境与常压空气中焊接环境差别很大,受到水下严酷的环境影响,水下湿法焊接过程不稳定,焊接品质差[6-8]。因此,电弧燃烧的稳定性在焊接过程中起着关键的作用[9]。对水下湿法焊接电弧稳定性进行研究,分析影响水下湿法焊接的关键因素,对提高水下焊接过程的稳定性有重要作用。
1 基于响应曲面法的实验方案设计
根据试验要求设计了高压舱水下湿法焊接系统软硬件。模拟了在不同水深下进行湿法自动焊接过程,并通过传感器和数据采集卡结合Labview软件采集焊接过程中的电压电流数据,用于焊接电弧稳定性的研究。建立了电弧稳定性指标,进行详细的响应曲面试验方案设计。最后根据试验方案,运用高压舱水下焊接系统进行不同水深下的湿法FCAW焊接试验,获得可靠的试验数据及结果。
1.1 水下湿法FCAW试验装置
在实际的海水中进行水下湿法焊接试验成本高,操作困难,并且存在各种自然影响因素,因此在实验室中采用高压舱模拟水下焊接试验。高压舱水下湿法焊接试验系统如图1所示。在高压舱内进行湿法焊接试验,舱内注入水,水面比焊接工件表面高约0.2 m,导电嘴深入水中,焊接时电弧完全在水环境中燃烧。通过加入高压气体模拟不同水深,0.1 MPa压力等于10 m水深。在高压舱外使用工控机控制三轴运动平台带动焊枪运动进行焊接,并实现导电嘴到工件距离的调整。焊接电压电流信号数据采集系统主要由霍尔传感器、数据采集卡与数据采集软件组成,采集的电压电流信号数据用于对电弧稳定性的分析。

图1 高压舱水下焊接系统
1.2 基于响应曲面法的水下湿法FCAW试验
水下湿法焊接试验于高压舱水下焊接系统中进行,试验条件为:药芯焊丝牌号为SQJ501,直径为1.6 mm,导电嘴到工件距离(CTWD)定为 20 mm,焊接速度定为7 mm/s,在厚度为8 mm的Q235钢板上进行表面堆焊。
2 水下湿法焊接电弧稳定性研究
电弧稳定性是衡量焊接品质好坏的重要指标之一。稳定的电弧是获得良好的焊缝品质的基础。水下焊接参数和水压对水下焊接电弧的稳定性有很大的影响。焊接电弧稳定性的高低对焊接品质的好坏影响很大,不稳定的焊接电弧会造成各种焊接缺陷。水下湿法焊接环境恶劣,冷却速度快。水下湿法焊接电弧由于水的压力和扰动,焊接气泡周期性破裂等原因导致弧长波动较大,电弧容易熄灭,焊接过程不稳定。由于焊接环境的不同,水下湿法焊接电压电流的匹配规律跟常压空气中应有所不同。同时电弧所受的压力随水深而增加,不同水深下的电压电流的匹配对焊接过程的稳定性影响也不一样。以电弧电压变异系数的倒数,即电弧稳定系数Ud作为电弧稳定性指标,通过响应曲面法建立电弧稳定性模型,分析焊接电流、电压和水深及其相互之间的交互作用对电弧稳定性的影响,分析了不同水深下电压电流的匹配规律和水下焊接工艺范围。
2.1 焊接参数的交互作用对电弧稳定性的影响
0.2 m水深、40 m水深和80 m水深的电流电压对电弧稳定性的交互影响如图2所示,对比可以看出:
1)随着水深的增大,电弧稳定性总体下降。
2)在水深较浅时,可以通过提高焊接电流来获得较稳定的焊接电弧;在水深较大时,可以通过提高焊接电压来获得较稳定的焊接电弧。
3)随着水深的增大,要获得较高的电弧稳定性,电压必须增大。
同时采集焊接电流和水深对电弧稳定性的影响、焊接电压和水深对电弧稳定性的影响得出结论,随着水深的增大,电弧稳定性明显下降,而且电流越大,下降的程度越明显。当水深较浅时,用较低的焊接电压能获得较高的电弧稳定系数,随着水深的增加,所需的匹配电压增大。
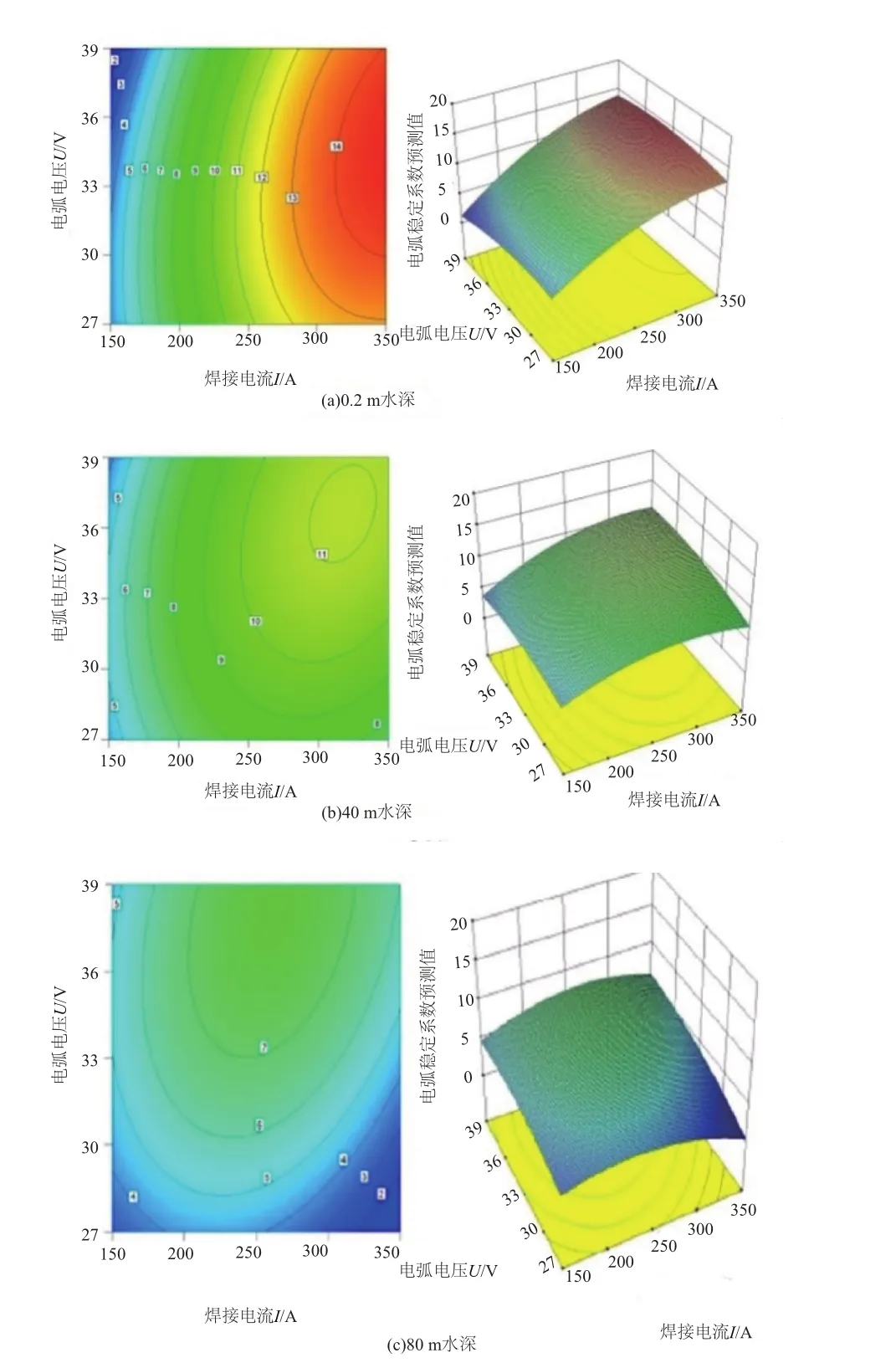
图2 焊接电流和焊接电压对电弧稳定性的影响
2.2 不同水深下的电流电压匹配规律
图3(a)为水深0.2 m时,电弧稳定性随焊接电压改变的趋势图。图中可以看到,电流为150 A、200 A、250 A、300 A和350 A时,电弧稳定性随电压先上升后下降。
图3(b)为水深40 m时,电弧稳定性随焊接电压改变的趋势图。焊接电流为150 A、200 A、250 A、300 A时,电弧稳定性随电压先上升后下降,而当电流为350 A时,电弧稳定性随电压的上升而上升。
图3(c)为水深80 m时,电弧稳定性随焊接电压改变的趋势图。,焊接电流为150 A、200 A、250 A时电弧稳定性先上升后下降,当电流为300 A和350 A时,电弧稳定性随电压的上升而上升。
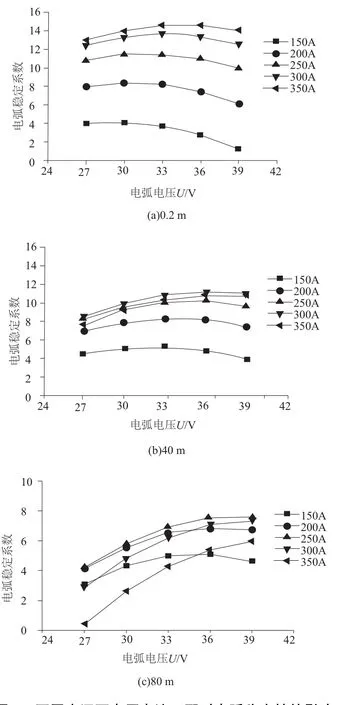
图3 不同水深下电压电流匹配对电弧稳定性的影响
2.3 水下焊接电弧稳定性的敏感度分析
试验采用经过编码后的变量求焊接电弧稳定性对各焊接参数的敏感度,可以消除采用不同量纲分析敏感度带来的麻烦,使焊接电弧稳定性对不同焊接参数的敏感度之间的比较具有统一的标准。分别在水深为0.2 m、20 m、40 m、60 m和80 m计算焊接电弧稳定性对电流、电压、水深的敏感度。不同水深下焊接电弧稳定性对各焊接参数的敏感度如图4所示。每一水深下的25个数值分别为焊接电流和焊接电压5个水平的全面匹配。
图4(a)为焊接电弧稳定性对焊接电流的敏感度。图中可以看出,随着水深的增加,电弧稳定性对焊接电流的敏感度的绝对值呈减小趋势,说明水深越大,焊接电流对焊接电弧稳定性的影响越小,在水深较浅时,增大电流可以提高电弧稳定性,但水深较大时,增大电流对电弧的稳定性不利。
图4(b)为焊接电弧稳定性对焊接电压的敏感度。图中可以看出,随着水深的增加,电弧稳定性对焊接电压的感度的绝对值呈增大趋势,说明水深越大,焊接电压对焊接电弧稳定性的影响越大,在水深较大时,增大电压可以提高电弧稳定性。
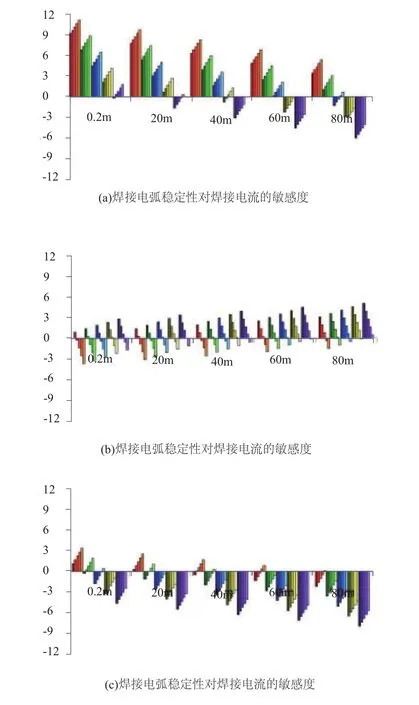
图4 不同水深下焊接电弧稳定性对各焊接参数的敏感度
图4(c)为焊接电弧稳定性对水深的敏感度。图中可以看出,随着水深的增加,电弧稳定性对水深的敏感度的绝对值呈增大趋势,说明水深越大时,水深对焊接电弧稳定性的影响越大。水深大到一定程度后,随着水深的增大,电弧的稳定性急剧下降。可以看出,随着水深的增大,电弧稳定性降低。但降低的速度并不一样。0~40 m的水中,电弧稳定性下降较慢,40 m~80 m的水中,电弧稳定性下降变快。在水深小于40 m的情况下,随着水深的增加,只要选择合适的电压电流,电弧稳定性并不会有明显下降。因为在浅水中,焊接产生的气泡对周围的水产生了扰动,水的扰动反过来影响了电弧的稳定性,随着水深的增加,水压力增大,在一定程度上可以限制这种扰动程度。表现为40 m以下的焊接电弧稳定性并没有明显的下降。而当水深达到80 m后,焊接环境已经非常恶劣,过多的短路过渡引起了大量的飞溅,焊接稳定性急剧下降。
3 结论
在对水下焊接过程电弧稳定性的研究过程中,通过高压舱模拟不同水深水下自动焊接过程并建立电弧稳定性与各焊接参数之间的响应曲面模型,分析了焊接参数及其相互之间的交互作用对电弧稳定性的影响,并根据所建模型得出不同水深下电压电流的最佳匹配值和水下湿法焊接工艺范围,最后对水下湿法焊接电弧稳定性进行了敏感度分析。研究所采用的试验方法、设计的软硬件系统以及得出的试验数据可以为今后相关领域提供参考。
[1]焦向东,朱加雷.海洋工程水下焊接自动化技术应用现状及展望[J].金属加工(热加工),2013,2:24-32.
[2]唐德渝,龙斌,郑树森.海洋石油工程水下焊接技术的现状及发展[J].金属加工(热加工),2009,4:24-28.
[3]钟继光,石永华,王国荣.新型水下焊接电源及送丝机构的研究[J].电焊机,2005,35(12):1-3.
[4]贾传宝,杜永鹏,郭宁.药芯焊丝水下湿法焊接过程实时检测与控制技术[J].焊接,2011,4:15-19.
[5]吴安如,夏平,贺永祥.湿法水下焊接的冶金特点及水下焊条设计[J].西安工业学院学报,2002,22(2):155-158.
[6]徐坤刚.旋转电弧水下焊接工艺的研究[D].南昌:南昌大学,2009.
[7]白涛,孙健,袁朝.水下焊接技术在水利工程中的应用[J].水利发电,2009,35(3):72-74.
[8]蒋磊,郝静如.超小型水下机器人本体的研究[J].机械设计与制造 2009,12:176-178.
[9]王芳,贾传宝,杜永鹏.水下湿法手弧焊焊接过程稳定性的评价方法研究[J].山东科学,2012,25(5):47-52.
