氟碱型烧结焊剂的电弧、冶金特性及其应用
2014-09-17孙咸
孙 咸
(太原理工大学 焊接材料研究所,山西 太原 030024)
0 前言
以SJ101焊剂为代表的氟碱型烧结焊剂,以其优良的工艺性能、焊缝韧性好、抗裂性强等优点在高效、自动化埋弧焊工艺方法中应用得越来越多。然而并不是在所有的情况下该焊剂均能适应工程需求,在某些情况下,焊缝压痕、凹坑敏感性比较大,与个别牌号焊丝匹配时还出现熔敷金属抗拉强度偏低、不达标等现象。上述问题的出现与焊剂的冶金特性相关,而焊剂的冶金特性亦与埋弧焊的电弧特性、熔滴过渡密不可分。迄今为止,介绍埋弧焊电弧和冶金特性较经典的文献也仅限于20世纪80年代出版的少数几本[1-3],进入21世纪以来,具有创新理论的相关文献甚少。为此,本研究特意将氟碱型烧结焊剂的冶金特性与埋弧焊电弧特性、熔滴过渡相联系,介绍该烧结焊剂的使用性能及工程应用。该项研究对深入了解烧结焊剂的冶金机理,合理选用焊剂和匹配工艺,乃至开启焊剂性能、改进新思路,具有一定的参考意义和实用价值。
1 埋弧焊的电弧形态和熔滴过渡形态
1.1 埋弧焊的电弧形态
埋弧焊的电弧是掩埋在焊剂之中燃烧的(见图1),从外部看不到电弧发出的弧光和电弧形态。早期有文献[1]探讨过该种焊接方法的电弧现象。认为电弧是在焊丝周围熔渣围成的“空腔”内燃烧,而且弧柱的一部分侧壁直接与熔渣接触,亦即弧柱部分地被熔渣构成的外壁所包围。因为受到电弧加热的焊剂要产生一些气体,以及熔池金属本身含有的碳与氧结合放出CO气体,因此可以想象在电弧区附近的气体行为是活跃的。但是埋弧焊电弧与气体中的电弧有本质上的差异。实芯焊丝CO2气保护焊时,电弧是在焊丝端头整个截面上产生的,同时熔滴在短路过渡瞬间会出现电弧瞬间熄灭现象,因此实芯焊丝的电弧形态属于活动、断续型。而埋弧焊丝熔滴的过渡是沿“空腔”的渣壁向下滑落的,并未出现电弧瞬间熄灭现象,因此该类焊接方法的电弧形态应属于连续、非活动型。
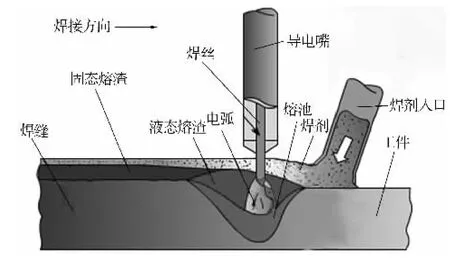
图1 埋弧焊工作原理示意
1.2 埋弧焊的熔滴过渡特性
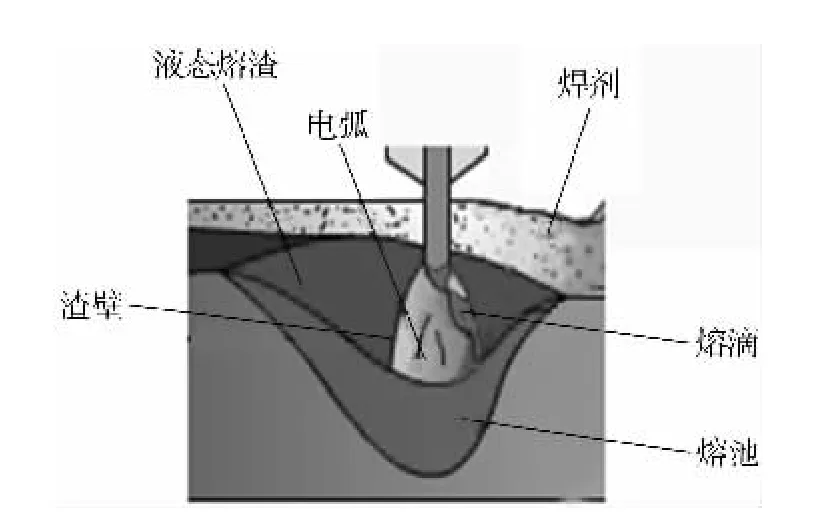
图2 埋弧焊电弧空腔内的熔滴过渡示意
埋弧焊电弧在焊剂空腔内燃烧,虽然电弧的引燃可能是短路过程,且短路时间非常短,但焊丝熔化金属的过渡方式却排除了短路过渡形态。文献[1]认为,埋弧焊中电磁收缩效应的作用力很大,相信其焊丝端部熔化金属是以颗粒状过渡的。X射线高速摄影观察表明[3],埋弧焊大部分熔滴呈渣壁过渡形态。所谓渣壁过渡是指脱离焊丝末端的熔滴,沿空腔内壁滑落进入熔池的过渡方式(见图2)。一般低速焊时,熔滴沿电弧前面渣壁过渡较多,焊接速度加快后,熔滴沿电弧后面渣壁过渡较多。此外,亦不排除少数熔滴以滴状直接过渡。熔滴的大小和过渡频率可能受到焊接电流和焊剂特性的控制,进而影响焊缝的成形等工艺质量。
2 埋弧焊的冶金特性
2.1 电弧空腔内的冶金过程
表1列出了埋弧焊试样的焊丝和熔敷金属化学成分实测结果。可以看出,与焊丝成分相比,熔敷金属成分中的Mn和C的含量减少了,而Si的含量增加了(P和S含量也有变化)。这是由于在氟碱型渣系中含有少量的SiO2。在熔滴反应区可能发生了下列反应:
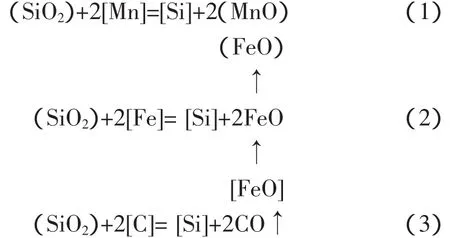
上述三式均属于渗硅反应,但式(2)是典型的渗Si增氧反应,式(3)是熔滴中的碳与熔渣中的SiO2反应可能生成CO气体。式(1)是焊丝中锰元素的氧化烧损反应,由于焊剂渣中加入MnO较少,锰的过渡系数通常不高,约为0.60,可以反映Mn氧化反应进行的激烈程度。
在熔滴反应区,主要是渗硅氧化和锰元素的氧化烧损反应,而且进行的比较激烈。在熔池反应区,上述反应也可能进行,但反应的激烈程度可能较弱。埋弧焊电弧空腔内充满了焊丝、焊剂熔化和加热后产生的气体(含金属和非金属矿物蒸汽)。

表1 焊丝和熔敷金属的化学成分%
2.2 熔池反应区的冶金过程
在熔池金属与熔化的熔渣间进行下列冶金过程:
式中 [FeO]为平衡时FeO在熔池金属中的浓度;(FeO)为平衡时 FeO 在熔渣中的浓度;L(T)为分配常数,其数值决定于温度、溶质FeO、熔池和熔渣两相的物理特性。
熔渣中的(FeO)向熔池金属中[FeO]转移,即发生[FeO]←(FeO)过程,此为扩散氧化。该过程使熔池金属氧化,含氧量增加。熔池金属中的[FeO]向熔渣中(FeO)转移,即发生[FeO]→(FeO)过程,此为扩散脱氧。该过程使熔池金属含氧量减小,熔池金属被脱氧。
在熔池反应区或熔池的后部,温度较低,有利扩散脱氧[FeO]→(FeO)过程的进行。虽然氟碱型焊剂熔渣中(FeO)较少,但氟碱型焊剂熔渣的分配常数L(T)比酸性焊剂熔渣的小,因此该渣系焊剂的扩散氧化倾向比较大,焊剂对铁锈、氧化皮敏感。同时,氟碱型焊剂熔渣中(SiO2)较少,难以与熔渣中(FeO)生成复合化合物,实现扩散脱氧[FeO]→(FeO)过程的可能性很小。
需要指出的是,在熔池的结晶部分可能发生下列反应:
[FeO]+[C]=[Fe]+CO↑ (6)
这是该类烧结焊剂焊缝中不可避免地出现气孔或压坑的重要原因。
3 氟碱型烧结焊剂的使用性能
SJ101焊剂的化学成分如表2所示。由表2可知,烧结焊剂 SJ101 具有 CaF2-MgO-Al2O3-SiO2渣系,碱度约1.8,属于氟碱型焊剂。该焊剂具有良好的焊接工艺性能:电弧稳定,焊缝成形美观,脱渣容易,在深坡口和窄间隙内脱渣也容易。具有良好的脱硫能力,焊缝金属中硫、磷等杂质含量低,焊缝金属具有较高的低温冲击韧性。焊缝金属扩散氢含量也较低,具有较好的抗裂性能。其缺点是高温渣对气泡的排出不是十分有利,焊缝金属容易产生表面压痕、凹坑。SJ101焊剂与下列焊丝配合:H08MnA、H08MnMoA、H08Mn2MoA、H10Mn2、H08MnMoTiB,可以焊接多种低碳钢、低合金钢等重要焊接结构,如船舶、桥梁、锅炉压力容器、输油输气管道等。
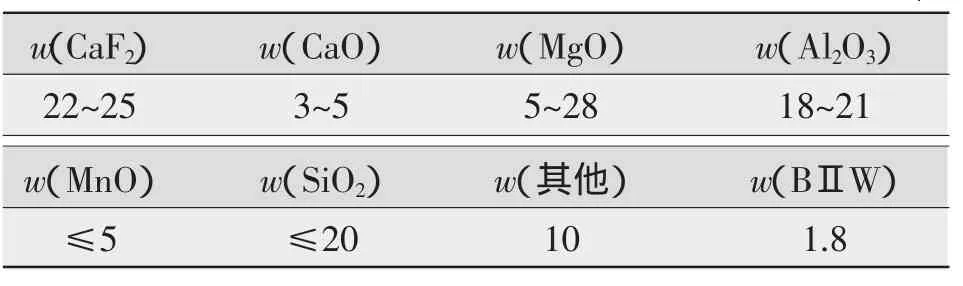
表2 SJ101焊剂的化学组成%
为了适应重大工程建设的需要,相继开发了新型专用烧结焊剂,如SJ101G、SJ101Q、SJ105Q等氟碱型系列焊剂。SJ101G焊剂是在SJ101基础上,降低了MnO含量,增加了CaF2和MgO含量,提高了焊剂的碱度,降低了焊缝金属中氧的含量,大大提高了焊缝金属的冲击韧性。SJ101G焊剂的焊接工艺性能与SJ101相当,脱渣容易,焊缝成形美观,而焊缝表面产生压痕、凹坑的倾向被减小。SJ101Q、SJ105Q是氟碱型桥梁专用焊剂。与SJ101G焊剂相比,SJ101Q、SJ105Q焊剂中的CaF2含量增加,降低了SiO2含量,相对降低了氧含量,并严格控制S、P杂质含量。SJ105Q焊剂的氧含量控制更加严格,活性成分相对减少。这类焊剂已在桥梁工程焊接中广泛应用[4-7]。
4 氟碱型烧结焊剂SJ101的工程应用
泰州长江公路大桥主桥为三塔两跨连续钢箱梁悬索桥,中塔为钢结构,板厚40~60 mm,其中DO节段承压板尺寸为7 400 mm×6 500 mm×150 mm,材质Q370qD,由三块厚板拼焊而成。工艺试验板尺寸为150 mm×300 mm×1 000 mm,双U型坡口,对接接头。焊条电弧焊定位焊接,埋弧焊填充,两侧交替施焊,反面焊前清根,预热温度150℃以上,层间温度150℃~250℃。采用表3中实例①所示的工艺参数焊接,接头各项力学性能符合要求。在施工现场采取了有效的施工措施:a.合理的焊接顺序;b.合理的预热温度;c.焊后紧急后热(后热温度250℃~300℃,时间2 h,并保温缓冷);d.采用SMAW打底+SAW填充工艺;e.保持多层多道,窄焊道、薄焊层;f.采用反变形等方法控制变形。该焊接技术取得了良好的效果,一次探伤合格率达到99.8%,四块承压板焊后平面度被控制在10 mm/m之内,保证了工程的进度和质量。该项应用显示,焊剂SJ101q对Q370qD钢中厚板焊接性具有良好的适应性。
采用表3中实例②所示的参数,对材质Q370qD、板厚44 mm、开有60°X型坡口、对接接头的试样进行双丝埋弧焊试验,接头的低温韧性出现了低值现象,改变匹配焊丝种类,接头的低温韧性数值优良、稳定。表明所用焊剂SJ101q完全适用于该钢的双丝焊接工艺,接头低温韧性出现低值现象的主要原因是匹配焊丝的种类和成分有问题。
天津赛瑞机器设备有限公司承揽的某水电座环项目,需要对外径7.1 m、内径5.6 m、厚度250 mm的环板对接拼焊,环座材质为Q345C钢,开双U型对接坡口,坡口张角20°,对接间隙3 mm。现场施工时采用φ3.2 mm、J507焊条打底(I=13 A,U=21~33 V),采用表3中实例③所示的参数进行埋弧焊接。施工中强调下列工艺要点:a.焊前预热160℃~180℃,保持层间温度;b.合理的焊接顺序控制变形,多层多道、翻转焊接,中间UT探伤;c.焊接中锤击接头区,减缓应力;d.加装引弧板和熄弧板;e.严格控制焊接热输入;f.焊后及时退火热处理。该焊接结构最终的焊接变形量被控制在设计要求范围内,所有焊缝经探伤一次性合格,焊后热处理消除了焊接残余应力,为保证后续机加工的精度奠定了基础。该项应用表明,在超厚板大拘束条件下,焊剂SJ101只要匹配合理的材料和工艺,就会获得满意的接头性能(含外观变形)。

表3 采用氟碱型焊剂的埋弧焊工艺参数
郑州黄河公铁两用大桥铁路桥长1 684 m,中铁宝桥集团有限公司承制的第二联采用120 m+3×120 m+120 m连续钢桁梁结构,用钢量约1.4万t,工期安排现场安装需要跨冬季施工。为此开展了模拟冬季低温环境下(-10℃~-5℃)焊接工艺试验。试板材质Q370qE,板厚16 mm,开50°V型坡口,间隙6mm、25mm两种,背面贴陶质衬垫。为模拟桥面板实桥的约束状态,采用了刚性码固定装置。采用FCAW打底+SAW填充工艺,打底2层,厚度大于等于8 mm,第3层用表3中实例④所示工艺参数进行埋弧焊填充、盖面。结果表明,接头的各项力学性能均满足标准要求。根据试验制定了郑州黄河公铁两用桥(GL-2标段)的现场桥面板低温环境焊接技术措施,确保了郑州黄河公铁两用桥(GL-2标段)冬季现场焊接施工不中断。该项应用试验,验证了焊剂SJ101q焊接Q370qE钢时焊剂的低温适应性,评价应为满意。
5 结论
(1)埋弧焊的电弧是在一个充满气体的所谓空腔内燃烧的,电弧形态应属于连续、非活动型,而熔滴过渡则是呈典型的渣壁过渡形态。
(2)在熔滴反应区,主要是渗硅氧化和锰元素的氧化烧损反应,而且进行得比较激烈。在熔池的结晶部分冶金反应生成CO气体,是焊缝中不可避免地出现气孔或凹坑的重要原因。
(3)烧结焊剂SJ101具有良好的焊接工艺性能,较高的低温冲击韧性和较好的抗裂性能;开发的新型系列专用烧结焊剂,性能更加优良,压痕、凹坑的倾向减小,工程应用前景看好。
(4)SJ101焊剂及其系列产品配合相应的焊丝和合理的工艺,在不同的工程结构中获得成功应用,焊剂的实用性评价亦获好评。
:
[1]安藤弘平,长谷川光雄.焊接电弧现象[M].北京:机械工业出版社,1985:465-468.
[2]苏仲鸣.焊剂的性能与使用[M].北京:机械工业出版社,1989:238-344.
[3]唐伯钢,尹士科,王玉荣.低碳钢与低合金钢焊接材料[M].北京:机械工业出版社,1987:1-88.
[4]裴雪峰,张剑峰,车 平.泰州桥钢塔厚板焊接技术[J].电焊机,2011,41(8):56-61.
[5]车 平,陈 辉,张剑峰,等.桥梁钢Q370q双丝埋弧焊研究[J].电焊机,2011,41(8):41-45.
[6]吴长胜,张 凯,马艺娜.大厚板埋弧焊的工艺研究[J].金属加工(热加工),2010(20):69-70,72.
[7]车 平,张剑峰.郑州黄河公铁两用大桥钢桥面板低温焊接技术[J].金属加工(热加工),2010(22):29-31,33.