送置焊剂片链超窄间隙电弧焊接方法
2016-12-06杨韬君
杨韬君,龚 练,朱 亮
(兰州理工大学省部共建有色金属先进加工与再利用国家重点实验室,甘肃兰州730050)
送置焊剂片链超窄间隙电弧焊接方法
杨韬君,龚 练,朱 亮
(兰州理工大学省部共建有色金属先进加工与再利用国家重点实验室,甘肃兰州730050)
设计并制作送置焊剂片链超窄间隙电弧焊接装置,可实现焊剂片的自动送置,对焊丝与焊剂片的相对位置进行了精确控制,能够在宽度为4 mm、深度为200 mm的I形坡口中进行平稳有效的焊接。焊接工艺实验表明,焊丝与焊剂片之间的距离是影响焊剂片熔化量的关键因素;当焊丝与焊剂片之间的间隙减小时,焊剂片熔化量增大,坡口侧壁燃烧高度增加,所适用的电弧电压降低;当间隙减小到一定值时,坡口根部出现未熔合,甚至发生电弧攀升。
超窄间隙焊接装置;焊剂片链;电弧电压;熔化量
0 前言
超窄间隙焊接热输入量低,热影响区窄,能得到性能优良的焊接接头[1],受到了广泛关注。其中焊剂片约束电弧超窄间隙焊接方法可有效约束电弧,防止电弧攀升,保证坡口侧壁和根部熔合良好,其关键问题是如何将焊剂片准确、可靠地放置到坡口中。最早提出将焊剂片粘贴于工件侧壁[2],虽然这种方法可以保证焊剂片在坡口中的位置,但是因为工程适用性差而不再使用;另一种方法是将焊剂涂覆在薄钢带表面制成焊剂带[3],由于薄钢带具有一定的柔性,使得焊剂带在电弧中的位置极易变化,并且薄钢带容易与焊丝接触,一旦接触,焊剂带就失去了对电弧的约束作用;目前采用的方法是将焊剂压涂在钢丝网上,然后折成U形预置在坡口中[4],这种放置方式不易保证焊剂带在坡口根部的位置,且导电的钢丝网会对电弧形成干扰。从这三种焊剂片送置方法的实验结果可以看出,焊剂片在坡口中的相对位置至关重要,直接影响电弧的稳定性,有必要对焊丝与焊剂片之间的距离进行精确控制。
本研究设计并制作了一套能可靠精确地将焊
剂片送置到坡口根部的装置,并研制了与之配套的适用于超厚板焊接的专用超窄间隙焊枪,同时提出一种控制焊丝与焊剂片距离的方法,并进行焊接工艺实验。
1 送置焊剂片链超窄间隙电弧焊接装置
为实现超窄间隙焊接时焊剂片能够自动铺设至坡口底部,且焊枪能够在深度为200 mm、宽度为4 mm的I形坡口中进行平稳有效的焊接,设计并制作了一套送置焊剂片链超窄间隙电弧焊接装置。其基本结构如图1所示,该装置有焊剂片链输送装置和焊枪两部分组成。其中,焊枪主要有导电体和支撑体构成,支撑体由左右两块板状结构构成,且一体成型,其厚度沿纵向逐渐减小,既保证焊枪能顺利深入到坡口底部,又使其具有足够的刚性,提高稳定性。当焊丝进入导电嘴与陶瓷压块的弧形槽时,耐高温弹簧片发生弹性变形,给陶瓷压块施加压力,使焊丝与导电嘴可靠接触,保证良好的导电性。

图1 送置焊剂片链超窄间隙电弧焊接装置
焊剂片链是精确控制焊丝与焊剂片距离的关键,其合理的结构是保证顺利输送的前提。焊剂片链是由两条耐高温弹性绳粘贴于焊剂片表面制作而成,其中焊剂片有两个10°的倒角,目的是焊剂片链能在长度方向上有一定的转动,使焊剂片链在输送过程中能够沿输送导管而变形。每条焊剂片链由两条绳子固定,使相邻的焊剂片在一个平面内,保证整条焊剂片链能可靠进入输送管道。
焊剂片链输送装置主要包括焊剂片链输送管道及其送进机构。焊剂片链输送的基本原理是送进机构将两条焊剂片链同时送入输送管中,焊剂片链沿着内部输送导管运动,当焊剂片链进入坡口时,焊丝从两条焊剂片链中间通过,此时,耐高温弹性绳发生弹性变形,使焊剂片链向坡口侧壁方向运动,并可根据不同坡口宽度选用不同直径的耐高温弹性绳,从而控制焊剂片与焊丝的相对位置。如图2所示,焊丝处于两条焊剂片链之间,焊丝与焊剂片的距离通过绳子直径得到了有效控制。

图2 焊剂片与焊丝相对位置
2 焊接工艺实验
前期对焊接工艺参数的选择已经做了大量的工作,已经知道焊接电压是影响焊缝成形和焊剂片约束效果的重要因素[5]。当焊接电压大于一定值时,焊剂片无法有效约束电弧,发生电弧攀升,因此,当焊丝与焊剂片之间的间隙距离一定时,有必要给出适用的电弧电压范围;焊接电流、焊接速度决定坡口间隙的填充量,对于4 mm的坡口,焊接电流和焊接速度一般是确定的,分别是222 A、10 mm/s。通过对焊剂片约束电弧机制的研究,认识到影响焊剂片约束电弧的另一个关键因素是焊剂片在电弧中的相对位置[6],以往工作中利用焊剂片紧贴坡口侧壁的方法来保证焊丝与焊剂片之间的距离,在焊剂片厚度一定的情况下,其距离完全取决于坡口宽度的大小,而送置焊剂片链超窄间隙电弧焊接装置可通过不同直径的耐高温弹性绳精确控制焊丝与焊剂
片之间的间隙d,且在一定的焊接电压下,可以得出焊剂片有效约束电弧时间隙d的范围。
d分别取0.15 mm、0.25 mm、0.35 mm、0.55 mm进行焊接实验,焊后沿焊缝横向剖开,用4%硝酸酒精腐蚀,观察焊缝横截面形貌。焊接实验采用平外特性电源,直流反接,焊接坡口宽度为4 mm,填充的焊丝直径为1.6 mm的H08Mn2Si,焊丝干伸长为15 mm,设定焊接电压23.5 V,焊接中使用的焊剂带的厚度为0.7 mm,其成分采用普通碱性焊条的配方,主要成分为大理石和萤石。
不同间隙d下的超窄间隙焊缝横截面形貌如图3所示。当d=0.35 mm、0.55 mm时,焊剂片约束电弧良好,且侧壁和根部熔合良好;当d=0.25 mm时,电弧主要在侧壁上燃烧,且电弧不稳定,明显偏向一侧,根部未熔合;当d=0.15 mm时,焊剂片无法有效约束电弧,电弧沿侧壁攀升,焊接过程无法进行。

图3 不同间隙d下的焊缝横截面形貌
当焊丝与焊剂片之间间隙大于一定距离时,如d=0.35 mm、0.55 mm,焊剂片熔化量较小,电弧被焊剂片有效约束在一定的区域内,电流均匀的分布在坡口侧壁和底部,对间隙的三个方向有效加热,并且形成熔池,电弧可以在坡口里稳定燃烧,如图4a所示。当焊丝与焊剂片之间间隙小于一定距离时,如d=0.15 mm、0.25 mm,焊剂片对电弧失去了约束作用,这是因为在电弧引燃之后,焊剂片大部分处于电弧区域,焊剂片瞬间被电弧热大量烧损,甚至完全烧损,此时焊丝端部与裸露出来的侧壁之间的距离小于静态平衡点电弧的长度,电弧沿着侧壁燃烧,导致电弧攀升,如图4b所示。

图4 不同距离下焊剂片对电弧的约束
当送丝速度55.2 mm/s,焊接速度10 mm/s时,在焊丝与焊剂片之间的距离为0.35 mm、0.55 mm的情况下,采用不同的焊接电压进行焊接实验。实验结果如图5所示,当d=0.55 mm时,适用电弧电压为19~29 V;当d=0.35 mm时,适用电弧电压为19.5~24.5 V,可见,当焊丝与焊剂片之间的间隙减小时,适用的电弧电压减小,其范围也变小。
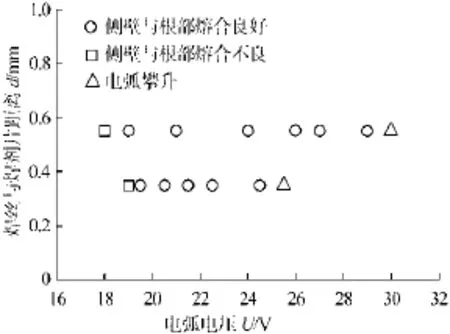
图5 一定距离下适用电弧电压范围
利用送置焊剂片链超窄间隙电弧焊接装置焊接40 mm厚的工件,所得焊缝横截面形貌图如图6所示,采用的焊接工艺参数如表1所示。

表1 焊接工艺参数
3 结论
(1)提出一种自动送置焊剂片的新方法,设计
并制作了送置焊剂片链超窄间隙电弧焊接装置,实现了焊剂片的自动送置,并且对焊丝与焊剂片相对位置进行了精确控制。

图6 焊缝横截面形貌
(2)焊丝与焊剂片之间的距离是焊剂片有效约束电弧的关键因素,在一定的焊接坡口宽度和合适焊接工艺参数的情况下,焊丝与焊剂片之间的间隙大于0.25 mm时,焊剂片才能约束电弧,保证坡口侧壁和根部熔合良好。
(3)在焊剂片能有效约束电弧前提下,焊丝与焊剂片之间的间隙越小,所适用的电弧电压减小,其范围也变小。
[1]Zhu L,Zheng S,Chen J.Development of ultra-narrow gap welding with constrained arc by flux band[J].China Welding,2006,15(2):44-49.
[2]那雪冬,朱亮.细晶粒钢的涂覆焊剂片超窄间隙焊[J].电焊机,2004,34(8):20-23.
[3]张旭磊.焊剂带约束电弧超窄间隙焊接的实现[J].兰州理工大学学报,2007,33(3):27-30.
[4]符平坡,朱亮,周超,等.钢轨对接超窄间隙焊接的角变形[J].电焊机,2013,43(9):41-43.
[5]周超.超窄间隙焊接坡口宽度与工艺参数适应性研究[J].焊接技术,2014,43(10):37-40.
[6]朱亮,金将,苗红丽,等.焊剂带约束超窄间隙焊接母材熔化及熔池形成[J].焊接学报,2010,31(9):9-12.
The technology of Ultra-narrow gap arc welding with transport and lay the chain of flux plates
YANG Taojun,GONG Lian,ZHU Liang
(StateKeyLaboratoryof Advanced Processingand Recyclingof Non-ferrousMetal,Lanzhou Universityof Technology,Lanzhou 730050,China)
The equipment of Ultra-narrow gap arc welding with transport and lay the chain of flux plates had been designed and produced.It could achieve flux plates automatic transporting and laying.The relative position of the welding wire and flux plates could be accurately controlled.It could guarantee welding steadily and efficiently in a width of 4 mm and 200 mm depth of square groove.The welding experiment showed that the distance between the welding wire and flux plates was a key factor of the effect on flux plates'melting capacity.With the gap between the welding wire and flux plates reducing,the flux plates'melting capacity and the height of groove face melted increased,the suitable arc voltage reduced.When the gap's width reduced to a certain figure,the root of weld appeared lack of fusion,or even the arc climbed up.
the equipment of Ultra-narrow gap welding;the chain of flux plates;arc voltage;melting capacity
TG444+.7
A
1001-2303(2016)08-0033-04
10.7512/j.issn.1001-2303.2016.08.08
2016-03-17;
2016-04-20
国家自然科学基金资助项目(50775105)
杨韬君(1988—),男,甘肃定西人,在读硕士,主要从事超窄间隙焊接方面的研究工作。
